1
/
の
7
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
QC/T 716-2004 英語 PDF (QCT716-2004)
QC/T 716-2004 英語 PDF (QCT716-2004)
通常価格
$90.00 USD
通常価格
セール価格
$90.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: QC/T 716-2004をクリック
過去のバージョン: QC/T 716-2004
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
QC/T 716-2004: 自動車用ウェザーストリップの保持強度および挿入抵抗試験方法
品質管理/品質保証716-2004
自動車業界標準
中華人民共和国
保持力と挿入抵抗試験
自動車用ウェザーストリップの製造方法
発行日: 2004年10月20日
実施日: 2005 年 4 月 1 日
発行者:国家発展改革委員会
目次
序文…3
1 範囲 ... 4
2 規範的参照 ... 4
3 器具および装置 ... 4
4 サンプルと状態の調整 ... 5
5 テスト手順 ... 5
6 テスト結果の表現 ... 6
7 テストレポート ... 6
序文
この規格は、自動車技術委員会によって提案されました。
標準化。
この規格は国家技術委員会の管轄下に置かれる。
自動車標準化の。
この規格の起草組織:天津スターライトラバーと
プラスチック株式会社、上海SAIC-METZELLERシーリングシステム株式会社、
貴州貴航汽車零部件有限公司 宏陽シール
北京万源金徳自動車シーリング製品有限公司
重慶宜豊汽車密封有限公司、アモイ白吉
工業株式会社、湖北諾科自動車シーリングストリップ株式会社
この規格の起草者: Hao Jie、Chen Haiyan、Hu Zhugeng、Ma Junli、
デン・ミンシャン、ヘ・ウェンビン、ユー・ガンリー。
保持力と挿入抵抗試験
自動車用ウェザーストリップの製造方法
1 範囲
この規格は保持強度と挿入抵抗の試験を規定する。
自動車のウェザーストリップの製造方法。
この規格は、保持力と挿入力の試験に適用される。
自動車のウェザーストリップの耐性。
2 規範的参照
以下の文書の用語は、この規格の用語となる。
この規格への参照。日付の付いた参照については、その後のすべての修正
(正誤表の内容は含まない)または改訂は、この規格には適用されません。
ただし、この規格に基づく契約の当事者は、
これらの文書の最新版が
使用。日付のない参照については、最新版がこの規格に適用されます。
GB/T 2941、環境基準温度、湿度、時間
ゴムサンプルの規制と試験(ISO471:1983に相当)
HG/T 2369、ゴムおよびプラスチック引張試験機の技術的条件
GB/T 8170、数値の四捨五入の規則
3 器具および装置
3.1 引張試験機
引張試験機はHG/Tの関連要件に準拠しなければならない。
2369. 表示の相対誤差は±1%以内です。
3.2 塗装板
3.2.1 塗装板は陰極電気泳動塗装板とする。
塗装板の表面は滑らかで、傷や明らかな汚れがなく、
摩耗痕;四隅は滑らかな丸みを帯びた角とする。
3.2.2 塗装板の長さと厚さは、
製品構造に応じて異なります。特に指定がない限り、推奨長さは
塗装板の厚さは(100±0.2)mmです。
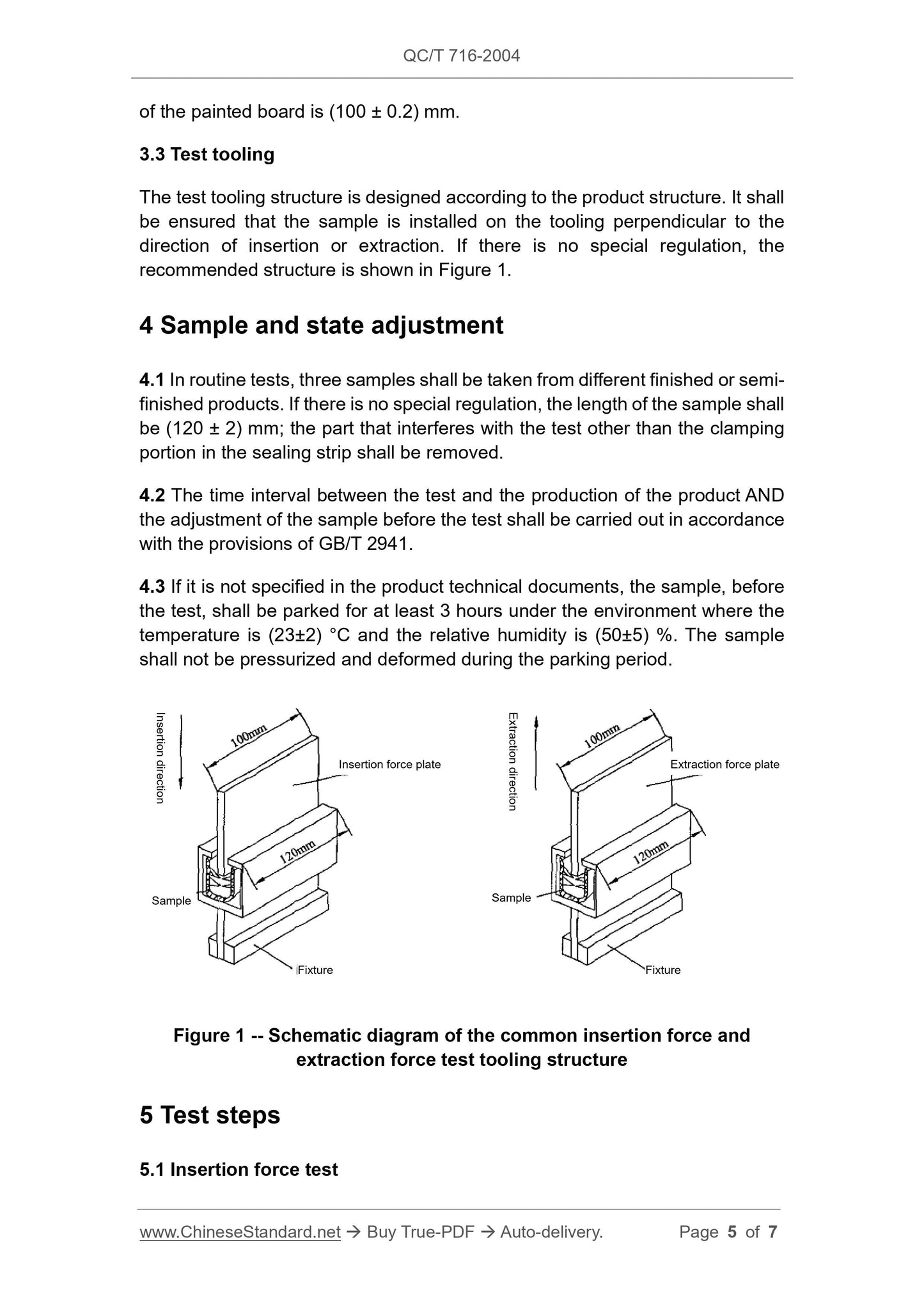
3.3 テストツール
テストツールの構造は、製品の構造に応じて設計されます。
サンプルがツールに垂直に取り付けられていることを確認する
挿入または抜き取りの方向。特別な規定がない場合は、
推奨される構造を図1に示します。
4 サンプルと状態の調整
4.1 日常試験では、異なる完成品または半完成品から3つのサンプルを採取する。
完成品。特別な規定がない場合は、サンプルの長さは
(120±2)mmであること;クランプ以外の試験に干渉する部分
シールストリップの部分は除去されるものとする。
4.2 試験と製品の製造との間の時間間隔および
試験前のサンプルの調整は、
GB/T 2941 の規定に準拠。
4.3 製品技術文書に明記されていない場合は、サンプルは、
試験は、少なくとも3時間、
温度は(23±2)℃、相対湿度は(50±5)%である。サンプル
駐車期間中に加圧され変形してはならない。
図1 - 一般的な挿入力と
抽出力試験ツール構造
5 テスト手順
5.1 挿入力試験
抜去力プレート 挿入力プレート
抽出方向
挿入方向
サンプル
フィクスチャ フィクスチャ
サンプル
5.1.1 製品構造に応じて挿入力試験治具を選択します。
5.1.2 サンプルを試験機の下部固定具に取り付け、
試験機の上部固定具に挿入する塗装されたボード。塗装された
設置中はボードをサンプル挿入中心に合わせる必要があります。
5.1.3 製品テストに従って挿入深さと挿入速度を設定する
要件。挿入深さは、ボードが通過できる深さでなければならない。
最後の内歯セットはクランプの底部に触れない
溝。指定がない場合は、挿入速度は50mm/分となります。
5.1.4 試験機を始動し、塗装されたボードを試験機に挿入する。
指定された速度でサンプルを採取し、最大の力の値を記録します。
5.2 抽出力試験
5.2.1 製品構造に応じて抽出力試験治具を選択します。
5.2.2 まず、塗装したボードをクランプの底にゆっくりと挿入します。
シールストリップの溝に差し込み、機械に取り付けます。取り付けの際には、
試験に適用される荷重線はサンプルの中心線と一致する必要があります。
5.2.3 製品試験要件に従って抽出速度を設定します。
指定がない場合、抽出速度は50mm/分となります。
5.2.4 試験機を始動し、塗装されたボードを
指定された速度でサンプルを採取し、最大の力の値を記録します。
6 テスト結果の表現
6.1 計算結果はGB/T 8170に従って1%に丸められます。
6.2 挿入力試験では、3つのサンプルの最大値を取る。
試験結果として:抽出力試験では、
試験結果として3つのサンプルを出力します。単位はニュートン(N)で表されます。
7 テストレポート
試験報告書には以下の内容が記載されるものとする。
a) テスト名、番号:
b) この規格の番号
c) サンプルの長さ
d) 塗装板の厚さ:
e) 各サンプルの測定値と平均値
f) 試験条件:試験温度、時間、速度およびその他の関連
パラメータ;
g) 試験結果
h) 試験に使用する器具および装置の種類:
i) テスターと日付。
__________ 終わり __________
1分で見積もりを取得: QC/T 716-2004をクリック
過去のバージョン: QC/T 716-2004
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
QC/T 716-2004: 自動車用ウェザーストリップの保持強度および挿入抵抗試験方法
品質管理/品質保証716-2004
自動車業界標準
中華人民共和国
保持力と挿入抵抗試験
自動車用ウェザーストリップの製造方法
発行日: 2004年10月20日
実施日: 2005 年 4 月 1 日
発行者:国家発展改革委員会
目次
序文…3
1 範囲 ... 4
2 規範的参照 ... 4
3 器具および装置 ... 4
4 サンプルと状態の調整 ... 5
5 テスト手順 ... 5
6 テスト結果の表現 ... 6
7 テストレポート ... 6
序文
この規格は、自動車技術委員会によって提案されました。
標準化。
この規格は国家技術委員会の管轄下に置かれる。
自動車標準化の。
この規格の起草組織:天津スターライトラバーと
プラスチック株式会社、上海SAIC-METZELLERシーリングシステム株式会社、
貴州貴航汽車零部件有限公司 宏陽シール
北京万源金徳自動車シーリング製品有限公司
重慶宜豊汽車密封有限公司、アモイ白吉
工業株式会社、湖北諾科自動車シーリングストリップ株式会社
この規格の起草者: Hao Jie、Chen Haiyan、Hu Zhugeng、Ma Junli、
デン・ミンシャン、ヘ・ウェンビン、ユー・ガンリー。
保持力と挿入抵抗試験
自動車用ウェザーストリップの製造方法
1 範囲
この規格は保持強度と挿入抵抗の試験を規定する。
自動車のウェザーストリップの製造方法。
この規格は、保持力と挿入力の試験に適用される。
自動車のウェザーストリップの耐性。
2 規範的参照
以下の文書の用語は、この規格の用語となる。
この規格への参照。日付の付いた参照については、その後のすべての修正
(正誤表の内容は含まない)または改訂は、この規格には適用されません。
ただし、この規格に基づく契約の当事者は、
これらの文書の最新版が
使用。日付のない参照については、最新版がこの規格に適用されます。
GB/T 2941、環境基準温度、湿度、時間
ゴムサンプルの規制と試験(ISO471:1983に相当)
HG/T 2369、ゴムおよびプラスチック引張試験機の技術的条件
GB/T 8170、数値の四捨五入の規則
3 器具および装置
3.1 引張試験機
引張試験機はHG/Tの関連要件に準拠しなければならない。
2369. 表示の相対誤差は±1%以内です。
3.2 塗装板
3.2.1 塗装板は陰極電気泳動塗装板とする。
塗装板の表面は滑らかで、傷や明らかな汚れがなく、
摩耗痕;四隅は滑らかな丸みを帯びた角とする。
3.2.2 塗装板の長さと厚さは、
製品構造に応じて異なります。特に指定がない限り、推奨長さは
塗装板の厚さは(100±0.2)mmです。
3.3 テストツール
テストツールの構造は、製品の構造に応じて設計されます。
サンプルがツールに垂直に取り付けられていることを確認する
挿入または抜き取りの方向。特別な規定がない場合は、
推奨される構造を図1に示します。
4 サンプルと状態の調整
4.1 日常試験では、異なる完成品または半完成品から3つのサンプルを採取する。
完成品。特別な規定がない場合は、サンプルの長さは
(120±2)mmであること;クランプ以外の試験に干渉する部分
シールストリップの部分は除去されるものとする。
4.2 試験と製品の製造との間の時間間隔および
試験前のサンプルの調整は、
GB/T 2941 の規定に準拠。
4.3 製品技術文書に明記されていない場合は、サンプルは、
試験は、少なくとも3時間、
温度は(23±2)℃、相対湿度は(50±5)%である。サンプル
駐車期間中に加圧され変形してはならない。
図1 - 一般的な挿入力と
抽出力試験ツール構造
5 テスト手順
5.1 挿入力試験
抜去力プレート 挿入力プレート
抽出方向
挿入方向
サンプル
フィクスチャ フィクスチャ
サンプル
5.1.1 製品構造に応じて挿入力試験治具を選択します。
5.1.2 サンプルを試験機の下部固定具に取り付け、
試験機の上部固定具に挿入する塗装されたボード。塗装された
設置中はボードをサンプル挿入中心に合わせる必要があります。
5.1.3 製品テストに従って挿入深さと挿入速度を設定する
要件。挿入深さは、ボードが通過できる深さでなければならない。
最後の内歯セットはクランプの底部に触れない
溝。指定がない場合は、挿入速度は50mm/分となります。
5.1.4 試験機を始動し、塗装されたボードを試験機に挿入する。
指定された速度でサンプルを採取し、最大の力の値を記録します。
5.2 抽出力試験
5.2.1 製品構造に応じて抽出力試験治具を選択します。
5.2.2 まず、塗装したボードをクランプの底にゆっくりと挿入します。
シールストリップの溝に差し込み、機械に取り付けます。取り付けの際には、
試験に適用される荷重線はサンプルの中心線と一致する必要があります。
5.2.3 製品試験要件に従って抽出速度を設定します。
指定がない場合、抽出速度は50mm/分となります。
5.2.4 試験機を始動し、塗装されたボードを
指定された速度でサンプルを採取し、最大の力の値を記録します。
6 テスト結果の表現
6.1 計算結果はGB/T 8170に従って1%に丸められます。
6.2 挿入力試験では、3つのサンプルの最大値を取る。
試験結果として:抽出力試験では、
試験結果として3つのサンプルを出力します。単位はニュートン(N)で表されます。
7 テストレポート
試験報告書には以下の内容が記載されるものとする。
a) テスト名、番号:
b) この規格の番号
c) サンプルの長さ
d) 塗装板の厚さ:
e) 各サンプルの測定値と平均値
f) 試験条件:試験温度、時間、速度およびその他の関連
パラメータ;
g) 試験結果
h) 試験に使用する器具および装置の種類:
i) テスターと日付。
__________ 終わり __________
共有