1
/
of
12
www.ChineseStandard.us -- Field Test Asia Pte. Ltd.
GB/T 17926-2022 English PDF (GB/T17926-2022)
GB/T 17926-2022 English PDF (GB/T17926-2022)
Regular price
$335.00
Regular price
Sale price
$335.00
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
GB/T 17926-2022: Compressed natural gas cylinder valve for vehicle
Delivery: 9 seconds. Download (& Email) true-PDF + Invoice.
Get Quotation: Click GB/T 17926-2022 (Self-service in 1-minute)
Historical versions (Master-website): GB/T 17926-2022
Preview True-PDF (Reload/Scroll-down if blank)
GB/T 17926-2022
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 23.020.30
CCS J 74
Replacing GB/T 17926-2009
Compressed natural gas cylinder valve for vehicle
ISSUED ON: MARCH 09, 2022
IMPLEMENTED ON: OCTOBER 01, 2022
Issued by: State Administration for Market Regulation;
Standardization Administration of the People's Republic of China.
Table of Contents
Foreword ... 3
1 Scope ... 6
2 Normative references ... 6
3 Terms and definitions... 7
4 Basic types ... 7
5 Technical requirements ... 8
5.1 Design requirements ... 8
5.2 Material requirements ... 9
5.3 Process requirements ... 10
5.4 Performance requirements ... 10
6 Inspection and test methods ... 15
6.1 Test conditions ... 15
6.2 Mechanical properties test and chemical composition analysis of metal parts materials .. 16
6.3 Material performance test of non-metallic seals ... 16
6.4 Valve body appearance inspection ... 17
6.5 Inlet and outlet thread inspection ... 17
6.6 Valve performance test ... 17
6.7 Safety pressure relief device performance test ... 22
6.8 Excess flow device performance test ... 25
7 Inspection rules ... 27
7.1 Enter-factory inspection of materials and parts ... 27
7.2 Enter-factory inspection ... 27
7.3 Type test ... 28
8 Marks, packaging and storage ... 32
8.1 Marks ... 32
8.2 Packaging ... 33
8.3 Storage ... 34
Compressed natural gas cylinder valve for vehicle
1 Scope
This Standard specifies the basic types, technical requirements, inspection and test
methods, inspection rules and signs, packaging, storage and transportation of
compressed natural gas cylinder valves for vehicles.
This Standard is applicable to the compressed natural gas cylinder valve for vehicles
(hereinafter referred to as the valve) whose working environment temperature is -
40℃~+85℃ and whose nominal working pressure is not more than 25MPa.
2 Normative references
The following referenced documents are indispensable for the application of this
document. For dated references, only the edition cited applies. For undated references,
the latest edition of the referenced document (including any amendments) applies.
GB/T 197, General purpose metric screw threads - Tolerances
GB/T 228.1, Metallic materials - Tensile testing - Part 1: Method of test at room
temperature
GB/T 1173, Casting aluminium alloys
GB/T 3512, Rubber, vulcanized or thermoplastic - Accelerated ageing and heat
resistance tests - Air-oven method
GB/T 3934, Specification of gauges for general purpose screw threads
GB/T 4423, Copper and copper alloy cold-drawn rod and bar
GB/T 5121.1, Methods for chemical analysis of copper – Part 1: The electrolytic
method for the determination of copper content
GB/T 5121.3, Methods for chemical analysis of copper and copper alloys - Part 3:
Determination of lead content
GB/T 5121.9, Methods for chemical analysis of copper and copper alloys - Part 9:
Determination of iron content
GB/T 5231, Designation and chemical composition of wrought copper and copper
alloys
5.2 Material requirements
5.2.1 Metal part material
5.2.1.1 The main metal parts of the valve (valve body, valve stem, valve, pressure cap,
safety cap) shall be made of HPb59-1 bar. Its mechanical properties and chemical
composition shall meet the requirements of GB/T 4423 and GB/T 5231. If other
materials are used, their mechanical properties shall not be lower than those specified
in HPb59-1.
5.2.1.2 The handwheel material shall be ZL 102, which shall meet the requirements of
GB/T 1173.
5.2.1.3 The bursting disc material shall comply with the provisions of GB/T 16918.
5.2.1.4 Fusible alloy materials shall comply with the provisions of GB/T 8337.
5.2.2 Non-metallic seal material
5.2.2.1 Oxygen aging resistance
The non-metallic seals shall be kept for 96h continuously in oxygen with a temperature
of 70℃±5℃, a test pressure of 2MPa and a purity of ≥99.5%, and there shall be no
visible cracks and damages.
5.2.2.2 Ozone aging resistance
Under the elongation of 20%, the rubber seal material shall be placed in the air at a
temperature of 40℃ ± 2℃ and an ozone concentration of (50 ± 5) × 10-8 for 72 hours,
and there shall be no cracks.
5.2.2.3 Dry heat resistance
After the rubber seal material is placed in the air at a temperature of 85℃ for 168 hours,
the change in tensile strength shall not exceed 25%, and the change in elongation shall
range from -30% to +10%.
5.2.2.4 Medium compatibility
5.2.2.4.1 After the non-metallic seals are soaked in natural gas of not less than 0.95
times the nominal working pressure for 70h, there shall be no tearing or cracking. Its
volume expansion rate shall not exceed 25% or shrinkage rate shall not exceed 1%. The
mass loss rate does not exceed 10%.
5.2.2.4.2 Immerse non-metallic seals in n-pentane at a temperature of 23℃±2℃ for 72
hours. The volume change rate shall not exceed 20%. Then place in the air at 40℃ for
48 hours. The mass loss rate shall not exceed 5%.
and 1.2 times the nominal working pressure respectively, and there shall be no air
bubbles.
5.4.1.5 Vibration resistance
At the nominal working pressure, the valve is subjected to vibration tests for 30 minutes
each at the resonance frequency or 500 Hz along the three orthogonal axes. After the
test, there shall be no damage and no loosening of the threaded connection, and shall
meet the requirements of 5.4.1.4.1, 5.4.2.2, 5.4.2.1, 5.4.2.7c) and 5.4.1.6.
5.4.1.6 Pressure resistance
When the valve is kept at 2.5 times the nominal working pressure for 3 minutes, there
shall be no leakage and other abnormal phenomena.
5.4.1.7 Stress corrosion resistance
The valve shall have no cracks after ammonia fumigation in the container box of
ammonia water-air mixture at a temperature of 34℃±2℃ and a time of 240h.
5.4.1.8 Salt spray corrosion resistance
The valve is placed in a salt spray chamber with a temperature of 33℃~36℃. The valve
must be subjected to a 500h salt spray test, which shall comply with 5.4.1.4.1, 5.4.2.1,
5.4.2.2, 5.4.2.7c) and 5.4.1.6.
5.4.1.9 Surface liquid resistance
Immerse the valve in the following three liquids for 24h. There shall be no cracks,
softening or expansion and other damage and phenomena to affect its performance. It
shall meet the requirements of 5.4.1.4.1, 5.4.2.2, 5.4.2.1 and 5.4.1.6.
Liquid used in the test:
a) Sulfuric acid aqueous solution: a solution of sulfuric acid and water with a volume
ratio of 19:81;
b) Ethanol/gasoline: E10 fuel with a volume ratio of 10:90 that meets the
requirements of GB 18351;
c) Windshield washer fluid: a 1:1 volume ratio of methanol and water washer fluid.
5.4.1.10 Durability
The valve shall comply with the provisions of 5.4.1.4.1, 5.4.1.1 and 5.4.1.6 under the
following conditions:
a) When the temperature is 15°C~30°C and it is the nominal working pressure, the
full stroke can be opened and closed 1920 times;
b) When the temperature is 85°C and it is the nominal working pressure, the full
stroke can be opened and closed 40 times;
c) When the temperature is -40°C and it is the nominal working pressure, the full
stroke is opened and closed 40 times.
5.4.2 Safety pressure relief device performance
5.4.2.1 Extrusion resistance
After holding the pressure for 30 minutes at 1.2 times the nominal working pressure,
increase the pressure to 2.25 times the nominal working pressure at a rate of 0.5MPa/s,
and the fusible alloy of PRD shall not be extruded.
5.4.2.2 Air tightness
PRD shall be free of bubbles under the following conditions. If bubbles are found, the
leak rate needs to be measured by an appropriate method. The leakage rate shall be less
than 2cm3/h (under standard conditions):
a) Under the condition of -40°C, the test pressure of PRD shall be maintained for at
least 2min at 0.75 times the nominal working pressure;
b) Under the condition of 85°C, the test pressure of PRD shall be maintained for at
least 2min at 1.3 times the nominal working pressure.
5.4.2.3 Durability
PRD shall meet the requirements of 5.4.2.2 and 5.4.2.7c) under the following conditions:
a) Under the high temperature condition of 85°C, cycle 2000 times within the range
of 10%~100% nominal working pressure;
b) Under the condition of 57℃±2℃, cycle 18000 times within the range of 10%~100%
of the nominal working pressure.
5.4.2.4 Accelerated life
PRD accelerated life shall meet the following requirements:
a) Under the conditions of maximum burst pressure and fusible alloy flow
temperature, PRD operates within 10 hours;
b) Under the conditions of nominal working pressure and accelerated life test
temperature (TL), PRD does not operate within 500h.
Accelerated life test temperature (TL), is expressed as:
Where: Tf is the flow temperature in degrees Celsius (°C).
5.4.2.5 Temperature cycle
PRD temperature cycling shall meet the following requirements:
a) Incubate at -40°C and 85°C for at least 2h each and complete 15 temperature
cycles;
b) Incubate at -40°C for at least 2h. Complete another 100 pressure cycles under the
(10%~100%) nominal working pressure, which meets the requirements of 5.4.2.2
and 5.4.2.7c).
5.4.2.6 Condensation corrosion resistance
Under the temperature condition of 21℃±2℃, soak PRD in the prepared test solution
for 100h and then take it out. When it is heated to 85℃, place for 100h, which shall
meet the requirements of 5.4.2.2 and 5.4.2.7c).
5.4.2.7 Pressure relief
PRD pressure relief shall meet the following requirements:
a) The burst pressure of PRD is the hydraulic test pressure of the matching gas
cylinder, and the allowable deviation is ;
b) The flow temperature of fusible alloy is 110℃±5℃;
c) After PRD is tested for durability, temperature cycling, condensation corrosion
resistance, salt spray corrosion resistance and vibration resistance respectively,
under the condition of 11℃±1℃ above the flow temperature of fusible alloy, the
operating pressure is within the range of 75% to 105% of the PRD reference
operating pressure.
NOTE: The reference operating pressure of PRD is the average value of burst pressure measured
in a).
5.4.2.8 Flowability
Under the pressure state of 0.8MPa~0.9MPa, the difference between the maximum flow
rate and the minimum flow rate of PRD shall be within 10% of the maximum flow rate.
5.4.3 Performance of excess flow device
5.4.3.1 Durability
6.2 Mechanical properties test and chemical composition analysis of metal parts
materials
The test methods for material mechanical properties of main metal parts of the valve
(valve body, valve stem, valve, pressure cap, safety cap) are according to the provisions
of GB/T 228.1. The chemical composition analysis method shall comply with the
provisions of GB/T 5121.1, GB/T 5121.3, GB/T 5121.9 and the provisions of 5.2.1.1.
NOTE: In the case of non-arbitration, the chemical composition analysis methods of metal materials
can choose electrolysis method, atomic absorption method, volume method and spectroscopic
method.
6.3 Material performance test of non-metallic seals
6.3.1 Oxygen aging resistance test
Place 3 non-metallic seal test pieces in the aging test device. Remove air from the device.
Fill with oxygen with a purity of ≥99.5%. Make the pressure reach 2MPa. Warm up to
70℃±5℃. Keep 96h and take out. Visually inspect its changes, which shall meet the
requirements of 5.2.2.1.
6.3.2 Ozone aging resistance test
According to the test method specified in GB/T 13642, put 3 rubber seal material test
pieces at 20% elongation. Put them in an air ozone box with a temperature of 40℃ ±
2℃ and an ozone concentration of (50±5) ×10-8. Keep it for 72h and take it out. Check
its changes with a 25x magnifying glass, which shall meet the requirements of 5.2.2.2.
6.3.3 Dry heat resistance test
According to the test method specified in GB/T 3512, place 3 rubber seal material test
pieces in an air box with a temperature of 85℃ for 168h dry heat resistance test, which
shall meet the requirements of 5.2.2.3.
6.3.4 Medium compatibility test
6.3.4.1 The medium used in this test is compressed natural gas for vehicles. Carry out
at room temperature. Use three samples for each test. Each sample shall be placed on a
small diameter wire loop. Determination of its volume: first weigh in air (M1) and then
in water (M2). Dry the sample. Place it in a test device for compressed natural gas for
vehicles with a working pressure of not less than 0.95 times the nominal working
pressure. After 70h, the samples shall be taken out of the device one by one without
cracks and weighed in the air on the same wire ring (M3). This mass shall be weighed
within 3 minutes after it leaves the test medium. Determine the final mass in water
immediately afterwards (M4). Each sample shall be immersed in ethanol and then in
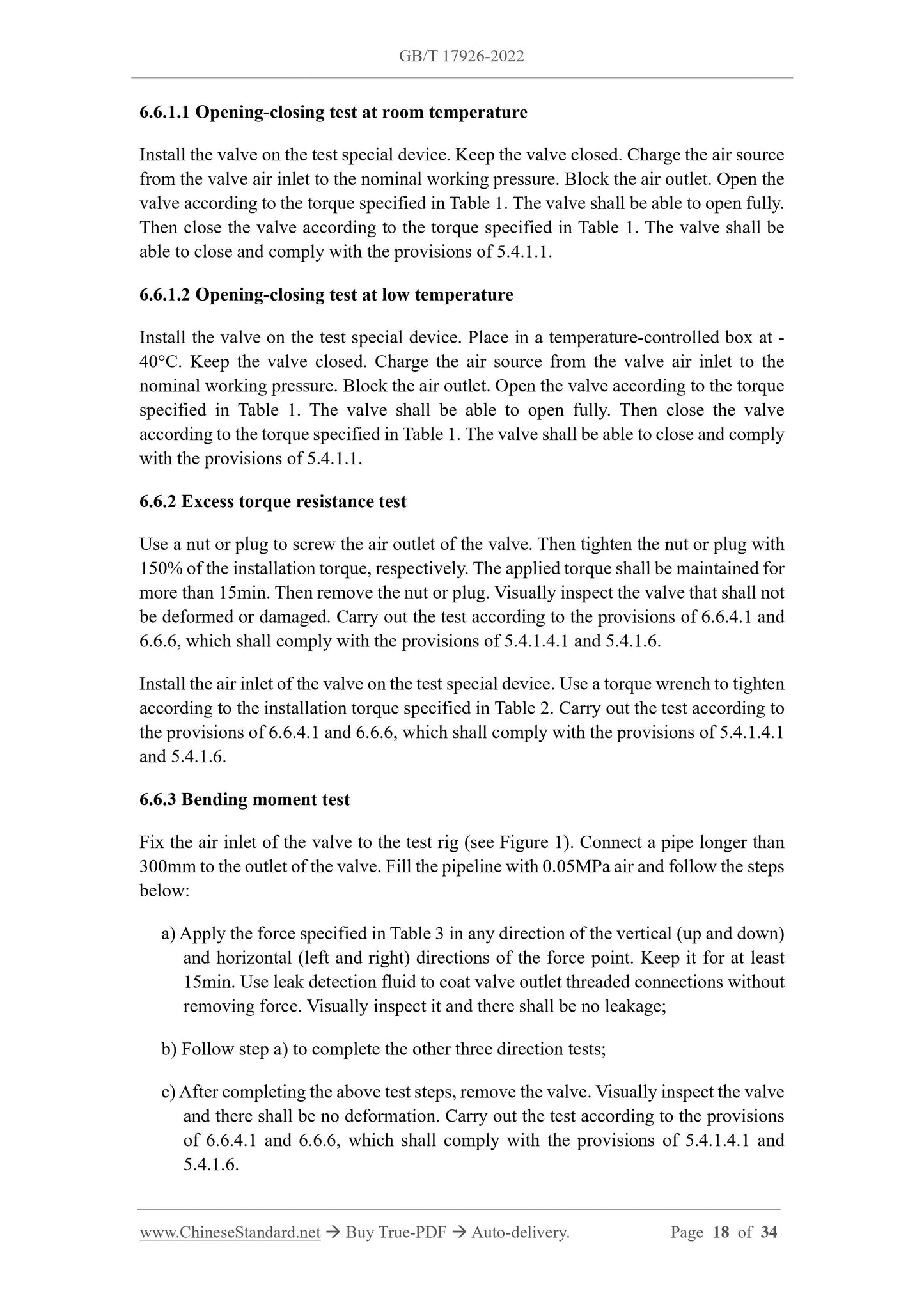
6.6.1.1 Opening-closing test at room temperature
Install the valve on the test special device. Keep the valve closed. Charge the air source
from the valve air inlet to the nominal working pressure. Block the air outlet. Open the
valve according to the torque specified in Table 1. The valve shall be able to open fully.
Then close the valve according to the torque specified in Table 1. The valve shall be
able to close and comply with the provisions of 5.4.1.1.
6.6.1.2 Opening-closing test at low temperature
Install the valve on the test special device. Place in a temperature-controlled box at -
40°C. Keep the valve closed. Charge the air source from the valve air inlet to the
nominal working pressure. Block the air outlet. Open the valve according to the torque
specified in Table 1. The valve shall be able to open fully. Then close the valve
according to the torque specified in Table 1. The valve shall be able to close and comply
with the provisions of 5.4.1.1.
6.6.2 Excess torque resistance test
Use a nut or plug to screw the air outlet of the valve. Then tighten the nut or plug with
150% of the installation torque, respectively. The applied torque sh...
Delivery: 9 seconds. Download (& Email) true-PDF + Invoice.
Get Quotation: Click GB/T 17926-2022 (Self-service in 1-minute)
Historical versions (Master-website): GB/T 17926-2022
Preview True-PDF (Reload/Scroll-down if blank)
GB/T 17926-2022
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 23.020.30
CCS J 74
Replacing GB/T 17926-2009
Compressed natural gas cylinder valve for vehicle
ISSUED ON: MARCH 09, 2022
IMPLEMENTED ON: OCTOBER 01, 2022
Issued by: State Administration for Market Regulation;
Standardization Administration of the People's Republic of China.
Table of Contents
Foreword ... 3
1 Scope ... 6
2 Normative references ... 6
3 Terms and definitions... 7
4 Basic types ... 7
5 Technical requirements ... 8
5.1 Design requirements ... 8
5.2 Material requirements ... 9
5.3 Process requirements ... 10
5.4 Performance requirements ... 10
6 Inspection and test methods ... 15
6.1 Test conditions ... 15
6.2 Mechanical properties test and chemical composition analysis of metal parts materials .. 16
6.3 Material performance test of non-metallic seals ... 16
6.4 Valve body appearance inspection ... 17
6.5 Inlet and outlet thread inspection ... 17
6.6 Valve performance test ... 17
6.7 Safety pressure relief device performance test ... 22
6.8 Excess flow device performance test ... 25
7 Inspection rules ... 27
7.1 Enter-factory inspection of materials and parts ... 27
7.2 Enter-factory inspection ... 27
7.3 Type test ... 28
8 Marks, packaging and storage ... 32
8.1 Marks ... 32
8.2 Packaging ... 33
8.3 Storage ... 34
Compressed natural gas cylinder valve for vehicle
1 Scope
This Standard specifies the basic types, technical requirements, inspection and test
methods, inspection rules and signs, packaging, storage and transportation of
compressed natural gas cylinder valves for vehicles.
This Standard is applicable to the compressed natural gas cylinder valve for vehicles
(hereinafter referred to as the valve) whose working environment temperature is -
40℃~+85℃ and whose nominal working pressure is not more than 25MPa.
2 Normative references
The following referenced documents are indispensable for the application of this
document. For dated references, only the edition cited applies. For undated references,
the latest edition of the referenced document (including any amendments) applies.
GB/T 197, General purpose metric screw threads - Tolerances
GB/T 228.1, Metallic materials - Tensile testing - Part 1: Method of test at room
temperature
GB/T 1173, Casting aluminium alloys
GB/T 3512, Rubber, vulcanized or thermoplastic - Accelerated ageing and heat
resistance tests - Air-oven method
GB/T 3934, Specification of gauges for general purpose screw threads
GB/T 4423, Copper and copper alloy cold-drawn rod and bar
GB/T 5121.1, Methods for chemical analysis of copper – Part 1: The electrolytic
method for the determination of copper content
GB/T 5121.3, Methods for chemical analysis of copper and copper alloys - Part 3:
Determination of lead content
GB/T 5121.9, Methods for chemical analysis of copper and copper alloys - Part 9:
Determination of iron content
GB/T 5231, Designation and chemical composition of wrought copper and copper
alloys
5.2 Material requirements
5.2.1 Metal part material
5.2.1.1 The main metal parts of the valve (valve body, valve stem, valve, pressure cap,
safety cap) shall be made of HPb59-1 bar. Its mechanical properties and chemical
composition shall meet the requirements of GB/T 4423 and GB/T 5231. If other
materials are used, their mechanical properties shall not be lower than those specified
in HPb59-1.
5.2.1.2 The handwheel material shall be ZL 102, which shall meet the requirements of
GB/T 1173.
5.2.1.3 The bursting disc material shall comply with the provisions of GB/T 16918.
5.2.1.4 Fusible alloy materials shall comply with the provisions of GB/T 8337.
5.2.2 Non-metallic seal material
5.2.2.1 Oxygen aging resistance
The non-metallic seals shall be kept for 96h continuously in oxygen with a temperature
of 70℃±5℃, a test pressure of 2MPa and a purity of ≥99.5%, and there shall be no
visible cracks and damages.
5.2.2.2 Ozone aging resistance
Under the elongation of 20%, the rubber seal material shall be placed in the air at a
temperature of 40℃ ± 2℃ and an ozone concentration of (50 ± 5) × 10-8 for 72 hours,
and there shall be no cracks.
5.2.2.3 Dry heat resistance
After the rubber seal material is placed in the air at a temperature of 85℃ for 168 hours,
the change in tensile strength shall not exceed 25%, and the change in elongation shall
range from -30% to +10%.
5.2.2.4 Medium compatibility
5.2.2.4.1 After the non-metallic seals are soaked in natural gas of not less than 0.95
times the nominal working pressure for 70h, there shall be no tearing or cracking. Its
volume expansion rate shall not exceed 25% or shrinkage rate shall not exceed 1%. The
mass loss rate does not exceed 10%.
5.2.2.4.2 Immerse non-metallic seals in n-pentane at a temperature of 23℃±2℃ for 72
hours. The volume change rate shall not exceed 20%. Then place in the air at 40℃ for
48 hours. The mass loss rate shall not exceed 5%.
and 1.2 times the nominal working pressure respectively, and there shall be no air
bubbles.
5.4.1.5 Vibration resistance
At the nominal working pressure, the valve is subjected to vibration tests for 30 minutes
each at the resonance frequency or 500 Hz along the three orthogonal axes. After the
test, there shall be no damage and no loosening of the threaded connection, and shall
meet the requirements of 5.4.1.4.1, 5.4.2.2, 5.4.2.1, 5.4.2.7c) and 5.4.1.6.
5.4.1.6 Pressure resistance
When the valve is kept at 2.5 times the nominal working pressure for 3 minutes, there
shall be no leakage and other abnormal phenomena.
5.4.1.7 Stress corrosion resistance
The valve shall have no cracks after ammonia fumigation in the container box of
ammonia water-air mixture at a temperature of 34℃±2℃ and a time of 240h.
5.4.1.8 Salt spray corrosion resistance
The valve is placed in a salt spray chamber with a temperature of 33℃~36℃. The valve
must be subjected to a 500h salt spray test, which shall comply with 5.4.1.4.1, 5.4.2.1,
5.4.2.2, 5.4.2.7c) and 5.4.1.6.
5.4.1.9 Surface liquid resistance
Immerse the valve in the following three liquids for 24h. There shall be no cracks,
softening or expansion and other damage and phenomena to affect its performance. It
shall meet the requirements of 5.4.1.4.1, 5.4.2.2, 5.4.2.1 and 5.4.1.6.
Liquid used in the test:
a) Sulfuric acid aqueous solution: a solution of sulfuric acid and water with a volume
ratio of 19:81;
b) Ethanol/gasoline: E10 fuel with a volume ratio of 10:90 that meets the
requirements of GB 18351;
c) Windshield washer fluid: a 1:1 volume ratio of methanol and water washer fluid.
5.4.1.10 Durability
The valve shall comply with the provisions of 5.4.1.4.1, 5.4.1.1 and 5.4.1.6 under the
following conditions:
a) When the temperature is 15°C~30°C and it is the nominal working pressure, the
full stroke can be opened and closed 1920 times;
b) When the temperature is 85°C and it is the nominal working pressure, the full
stroke can be opened and closed 40 times;
c) When the temperature is -40°C and it is the nominal working pressure, the full
stroke is opened and closed 40 times.
5.4.2 Safety pressure relief device performance
5.4.2.1 Extrusion resistance
After holding the pressure for 30 minutes at 1.2 times the nominal working pressure,
increase the pressure to 2.25 times the nominal working pressure at a rate of 0.5MPa/s,
and the fusible alloy of PRD shall not be extruded.
5.4.2.2 Air tightness
PRD shall be free of bubbles under the following conditions. If bubbles are found, the
leak rate needs to be measured by an appropriate method. The leakage rate shall be less
than 2cm3/h (under standard conditions):
a) Under the condition of -40°C, the test pressure of PRD shall be maintained for at
least 2min at 0.75 times the nominal working pressure;
b) Under the condition of 85°C, the test pressure of PRD shall be maintained for at
least 2min at 1.3 times the nominal working pressure.
5.4.2.3 Durability
PRD shall meet the requirements of 5.4.2.2 and 5.4.2.7c) under the following conditions:
a) Under the high temperature condition of 85°C, cycle 2000 times within the range
of 10%~100% nominal working pressure;
b) Under the condition of 57℃±2℃, cycle 18000 times within the range of 10%~100%
of the nominal working pressure.
5.4.2.4 Accelerated life
PRD accelerated life shall meet the following requirements:
a) Under the conditions of maximum burst pressure and fusible alloy flow
temperature, PRD operates within 10 hours;
b) Under the conditions of nominal working pressure and accelerated life test
temperature (TL), PRD does not operate within 500h.
Accelerated life test temperature (TL), is expressed as:
Where: Tf is the flow temperature in degrees Celsius (°C).
5.4.2.5 Temperature cycle
PRD temperature cycling shall meet the following requirements:
a) Incubate at -40°C and 85°C for at least 2h each and complete 15 temperature
cycles;
b) Incubate at -40°C for at least 2h. Complete another 100 pressure cycles under the
(10%~100%) nominal working pressure, which meets the requirements of 5.4.2.2
and 5.4.2.7c).
5.4.2.6 Condensation corrosion resistance
Under the temperature condition of 21℃±2℃, soak PRD in the prepared test solution
for 100h and then take it out. When it is heated to 85℃, place for 100h, which shall
meet the requirements of 5.4.2.2 and 5.4.2.7c).
5.4.2.7 Pressure relief
PRD pressure relief shall meet the following requirements:
a) The burst pressure of PRD is the hydraulic test pressure of the matching gas
cylinder, and the allowable deviation is ;
b) The flow temperature of fusible alloy is 110℃±5℃;
c) After PRD is tested for durability, temperature cycling, condensation corrosion
resistance, salt spray corrosion resistance and vibration resistance respectively,
under the condition of 11℃±1℃ above the flow temperature of fusible alloy, the
operating pressure is within the range of 75% to 105% of the PRD reference
operating pressure.
NOTE: The reference operating pressure of PRD is the average value of burst pressure measured
in a).
5.4.2.8 Flowability
Under the pressure state of 0.8MPa~0.9MPa, the difference between the maximum flow
rate and the minimum flow rate of PRD shall be within 10% of the maximum flow rate.
5.4.3 Performance of excess flow device
5.4.3.1 Durability
6.2 Mechanical properties test and chemical composition analysis of metal parts
materials
The test methods for material mechanical properties of main metal parts of the valve
(valve body, valve stem, valve, pressure cap, safety cap) are according to the provisions
of GB/T 228.1. The chemical composition analysis method shall comply with the
provisions of GB/T 5121.1, GB/T 5121.3, GB/T 5121.9 and the provisions of 5.2.1.1.
NOTE: In the case of non-arbitration, the chemical composition analysis methods of metal materials
can choose electrolysis method, atomic absorption method, volume method and spectroscopic
method.
6.3 Material performance test of non-metallic seals
6.3.1 Oxygen aging resistance test
Place 3 non-metallic seal test pieces in the aging test device. Remove air from the device.
Fill with oxygen with a purity of ≥99.5%. Make the pressure reach 2MPa. Warm up to
70℃±5℃. Keep 96h and take out. Visually inspect its changes, which shall meet the
requirements of 5.2.2.1.
6.3.2 Ozone aging resistance test
According to the test method specified in GB/T 13642, put 3 rubber seal material test
pieces at 20% elongation. Put them in an air ozone box with a temperature of 40℃ ±
2℃ and an ozone concentration of (50±5) ×10-8. Keep it for 72h and take it out. Check
its changes with a 25x magnifying glass, which shall meet the requirements of 5.2.2.2.
6.3.3 Dry heat resistance test
According to the test method specified in GB/T 3512, place 3 rubber seal material test
pieces in an air box with a temperature of 85℃ for 168h dry heat resistance test, which
shall meet the requirements of 5.2.2.3.
6.3.4 Medium compatibility test
6.3.4.1 The medium used in this test is compressed natural gas for vehicles. Carry out
at room temperature. Use three samples for each test. Each sample shall be placed on a
small diameter wire loop. Determination of its volume: first weigh in air (M1) and then
in water (M2). Dry the sample. Place it in a test device for compressed natural gas for
vehicles with a working pressure of not less than 0.95 times the nominal working
pressure. After 70h, the samples shall be taken out of the device one by one without
cracks and weighed in the air on the same wire ring (M3). This mass shall be weighed
within 3 minutes after it leaves the test medium. Determine the final mass in water
immediately afterwards (M4). Each sample shall be immersed in ethanol and then in
6.6.1.1 Opening-closing test at room temperature
Install the valve on the test special device. Keep the valve closed. Charge the air source
from the valve air inlet to the nominal working pressure. Block the air outlet. Open the
valve according to the torque specified in Table 1. The valve shall be able to open fully.
Then close the valve according to the torque specified in Table 1. The valve shall be
able to close and comply with the provisions of 5.4.1.1.
6.6.1.2 Opening-closing test at low temperature
Install the valve on the test special device. Place in a temperature-controlled box at -
40°C. Keep the valve closed. Charge the air source from the valve air inlet to the
nominal working pressure. Block the air outlet. Open the valve according to the torque
specified in Table 1. The valve shall be able to open fully. Then close the valve
according to the torque specified in Table 1. The valve shall be able to close and comply
with the provisions of 5.4.1.1.
6.6.2 Excess torque resistance test
Use a nut or plug to screw the air outlet of the valve. Then tighten the nut or plug with
150% of the installation torque, respectively. The applied torque sh...
Share