1
/
of
9
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
JB/T 6057-1992 English PDF (JBT6057-1992)
JB/T 6057-1992 English PDF (JBT6057-1992)
Regular price
$105.00 USD
Regular price
Sale price
$105.00 USD
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click JB/T 6057-1992
Historical versions: JB/T 6057-1992
Preview True-PDF (Reload/Scroll if blank)
JB/T 6057-1992: Steel intended to be used in the moulding part of die for plastics and its heat treatment - Technical conditions
JB/T 6057-92
JB
INDUSTRY STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
J 46
Steel intended to be used in the moulding part of die for
plastics and its heat treatment - Technical conditions
ISSUED ON. MAY 05, 1992
IMPLEMENTED ON. JULY 01, 1993
Issued by. Ministry of Machinery and Electronics Industry
Table of Contents
1 Subject content and scope ... 3
2 Normative references ... 3
3 Technical requirements for steel intended to be used in the moulding of die
for plastics ... 4
4 Acceptance methods and inspection rules ... 8
5 Packaging, marking and quality certificate ... 9
Appendix A ... 10
Appendix B ... 15
Additional Information... 16
Steel intended to be used in the moulding part of die for
plastics and its heat treatment - Technical conditions
1 Subject content and scope
This Standard specifies the technical requirements and technical conditions of heat
treatment of steel intended to be used in the moulding part of die for plastics.
This Standard applies to the mould cavity part of injection mould, compression mould
and pressure injection mould for plastic products.
2 Normative references
GB 222 Method of sampling steel for determination of chemical composition and
permissible variations for product analysis
GB 223 Methods of chemical analysis of iron, steel and alloy
GB 224 Determination of depth of decarburization of steels
GB 226 Etch test for macrostructure and defect of steels
GB 230 Metallic materials - Rockwell hardness test
GB 231 Metallic materials - Brinell hardness test
GB 702 Hot-rolled round and square steel bars - Dimension, shape, weight and
tolerance
GB 1220 Stainless steel bars
GB 1814 Inspection method for steel work fractures
GB 1979 Standard diagrams for macrostructure and defect of structural steels
GB 2101 General requirement of acceptance packaging marking and certification
for section steel
GB 9452 Testing method for working zone of heat treatment furnace
GB 10561 Steel - Determination of content of non-metallic inclusion - Micrographic
method using standard diagrams
GB 11880 Specification of large die-blocks used for die-forging hammer and
mechanical forging press
JB 3814 Normalizing steel processing and containment of fire
JB 3877 Quenched and tempered steel processing
3 Technical requirements for steel intended to be used
in the moulding of die for plastics
3.1 Classification of steels
The using properties of steel intended to be used in the mould cavity part of die for
plastics can be divided into carburizing, hardening, pre-hardening, and
corrosion-resistant type; see Table 1.
3.2 Chemical compositions and smelting methods
3.2.1 Steels can be produced by adopting smelting methods such as. open-hearth
furnace, electric furnace, converter, electroslag remelting, and secondary refining; the
purchaser may select the steel designation and smelting method according to the
mould’s performances and requirements.
3.2.2 Supplier shall analyse the chemical compositions of every smelting furnace No.;
its results shall comply with Table 1. Chemical compositions of other steels shall be
decided by both supplier and purchaser, and accepted according to relevant
standards.
3.7.6 All the heat treatment equipment and quenching medium shall be tested and
analysed regularly to guarantee the accuracy and performance of equipment and to
save the relevant records.
3.7.7 Technical staffs shall determine the specific heat treatment technique; it may
refer to Appendix A (supplement) and the standards related to steels. Normalizing and
annealing of steel shall comply with JB 3814. Quenching and tempering of steel shall
comply with JB 3877.
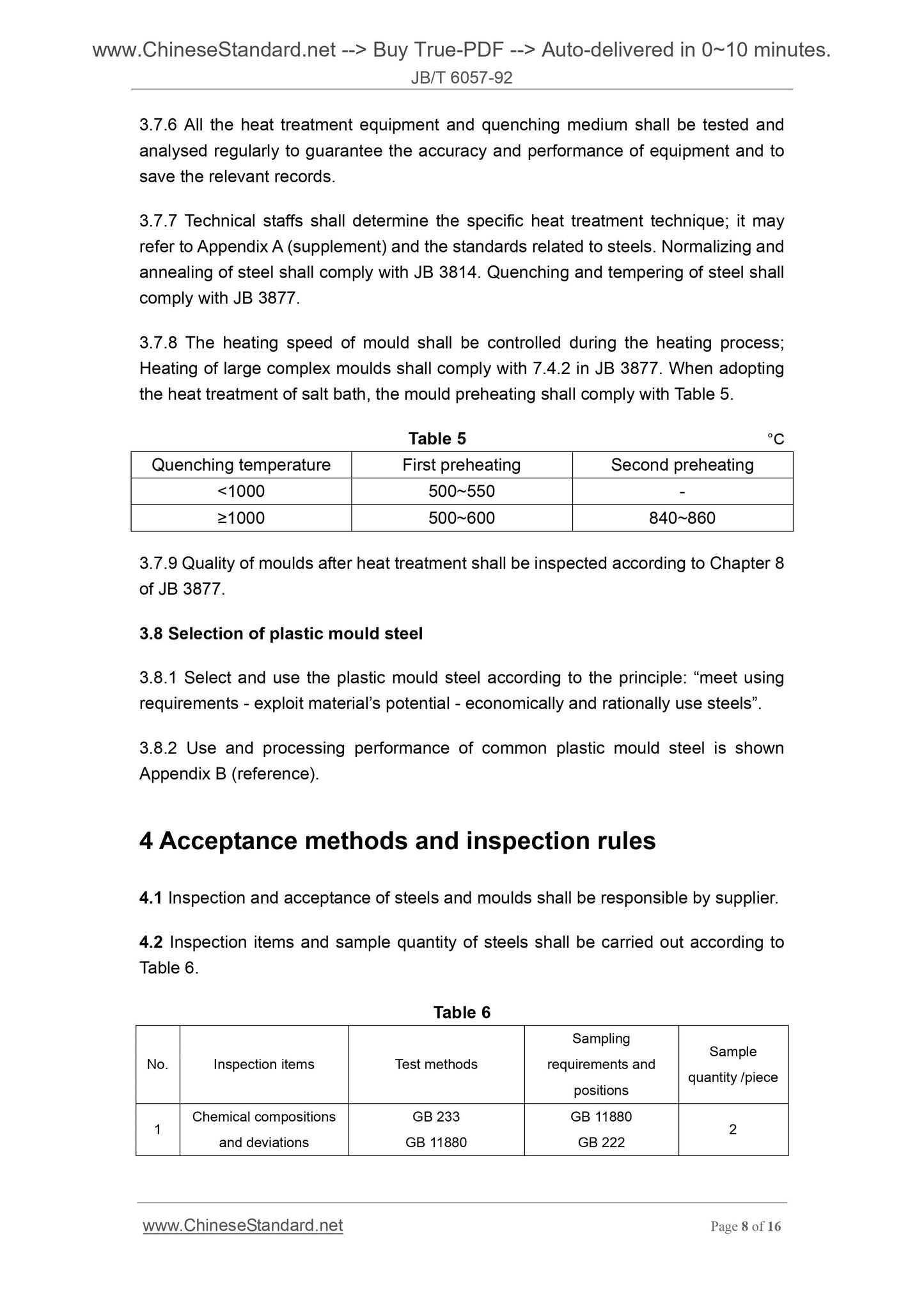
3.7.8 The heating speed of mould shall be controlled during the heating process;
Heating of large complex moulds shall comply with 7.4.2 in JB 3877. When adopting
the heat treatment of salt bath, the mould preheating shall comply with Table 5.
Table 5 °C
Quenching temperature First preheating Second preheating
< 1000 500~550 -
≥1000 500~600 840~860
3.7.9 Quality of moulds after heat treatment shall be inspected according to Chapter 8
of JB 3877.
3.8 Selection of plastic mould steel
3.8.1 Select and use the plastic mould steel according to the principle. “meet using
requirements - exploit material’s potential - economically and rationally use steels”.
3.8.2 Use and processing performance of common plastic mould steel is shown
Appendix B (reference).
4 Acceptance methods and inspection rules
4.1 Inspection and acceptance of steels and moulds shall be responsible by supplier.
4.2 Inspection items and sample quantity of steels shall be carried out according to
Table 6.
Table 6
No. Inspection items Test methods
Sampling
requirements and
positions
Sample
quantity /piece
1 Chemical compositions and deviations
GB 233
GB 11880
GB 11880
GB 222 2
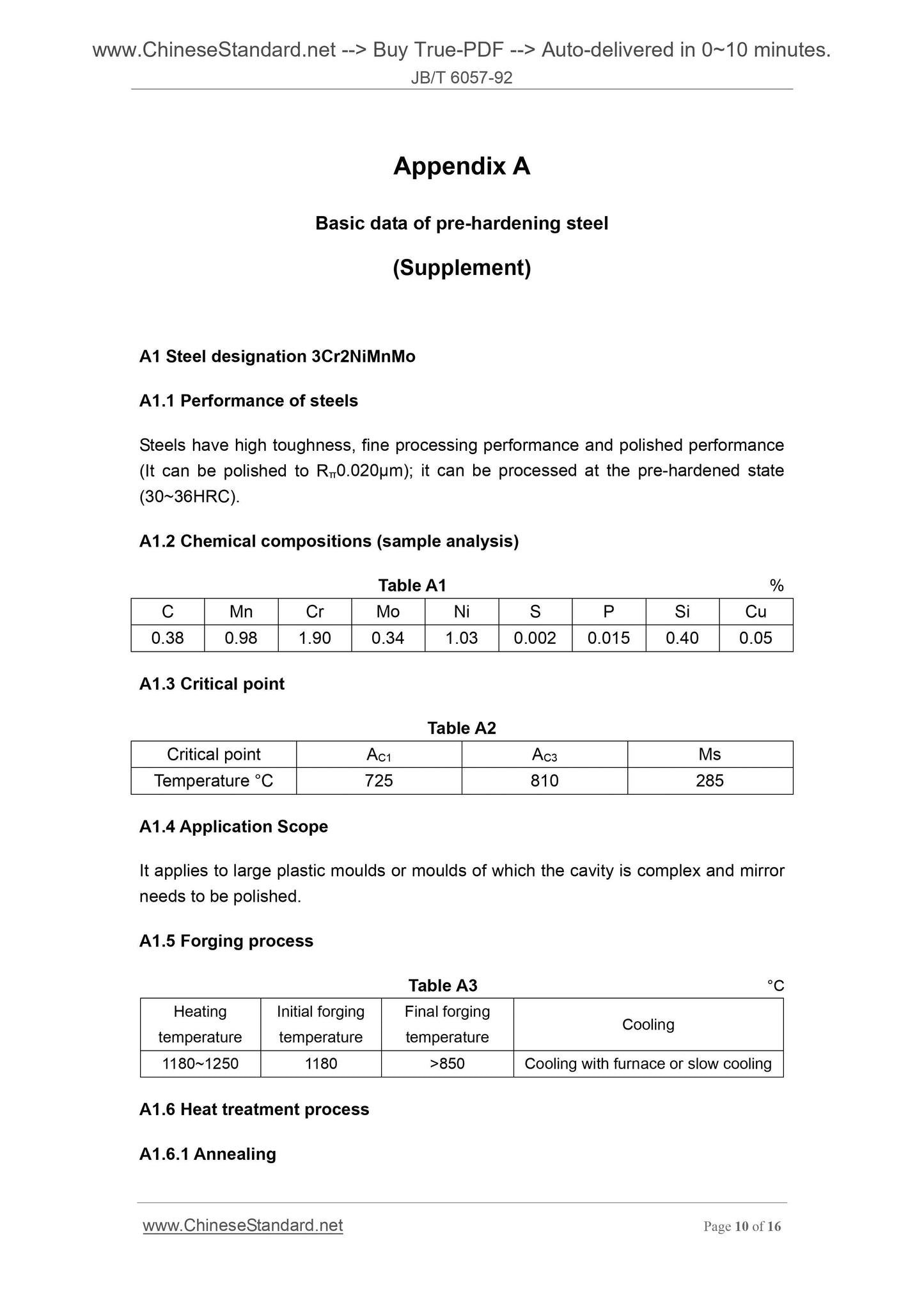
Appendix A
Basic data of pre-hardening steel
(Supplement)
A1 Steel designation 3Cr2NiMnMo
A1.1 Performance of steels
Steels have high toughness, fine processing performance and polished performance
(It can be polished to Rπ0.020µm); it can be processed at the pre-hardened state
(30~36HRC).
A1.2 Chemical compositions (sample analysis)
Table A1 %
C Mn Cr Mo Ni S P Si Cu
0.38 0.98 1.90 0.34 1.03 0.002 0.015 0.40 0.05
A1.3 Critical point
Table A2
Critical point AC1 AC3 Ms
Temperature °C 725 810 285
A1.4 Application Scope
It applies to large plastic moulds or moulds of which the cavity is complex and mirror
needs to be polished.
A1.5 Forging process
Table A3 °C
Heating
temperature
Initial forging
temperature
Final forging
temperature Cooling
1180~1250 1180 >850 Cooling with furnace or slow cooling
A1.6 Heat treatment process
A1.6.1 Annealing
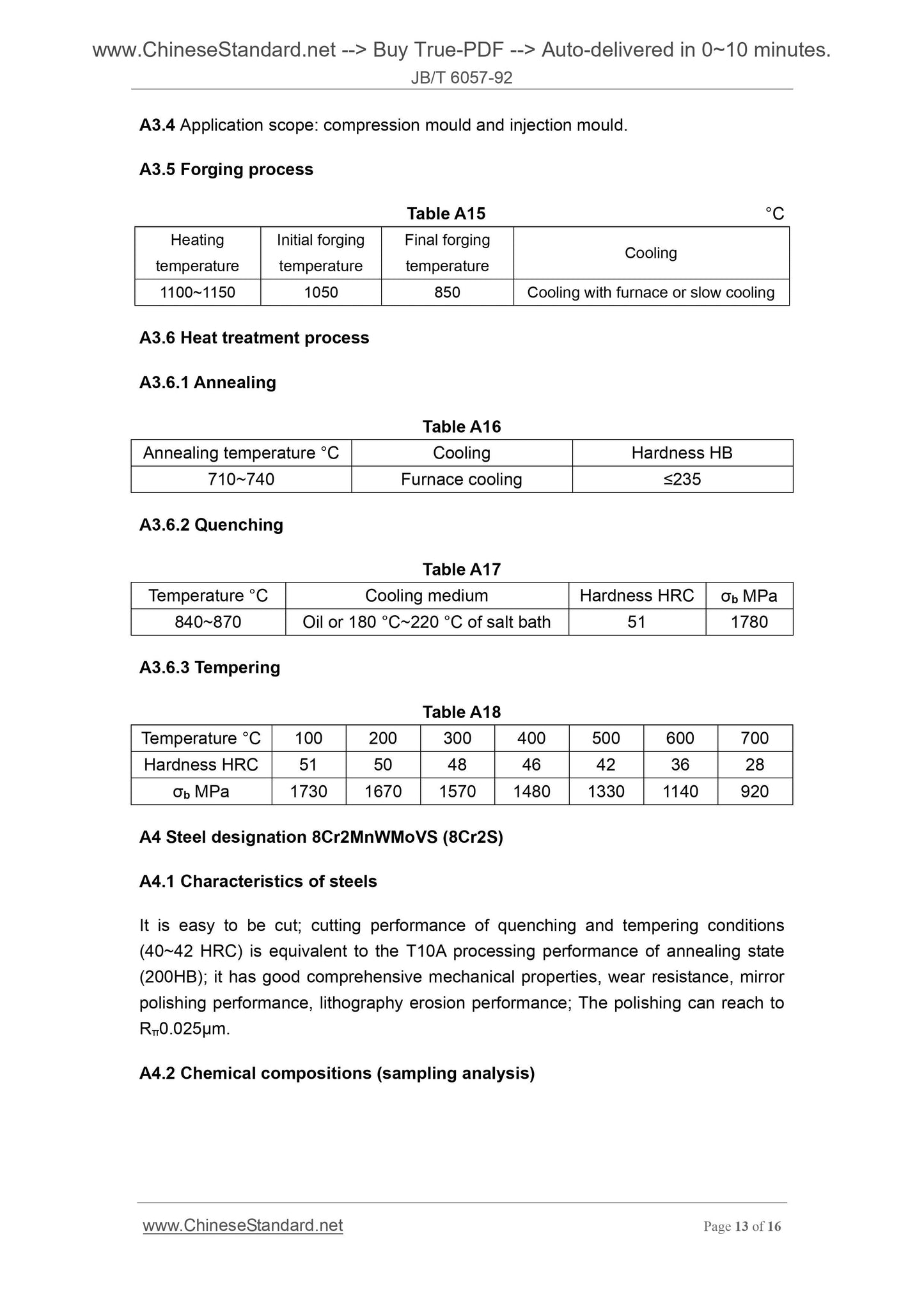
A3.4 Application scope. compression mould and injection mould.
A3.5 Forging process
Table A15 °C
Heating
temperature
Initial forging
temperature
Final forging
temperature Cooling
1100~1150 1050 850 Cooling with furnace or slow cooling
A3.6 Heat treatment process
A3.6.1 Annealing
Table A16
Annealing temperature °C Cooling Hardness HB
710~740 Furnace cooling ≤235
A3.6.2 Quenching
Table A17
Temperature °C Cooling medium Hardness HRC σb MPa
840~870 Oil or 180 °C~220 °C of salt bath 51 1780
A3.6.3 Tempering
Table A18
Temperature °C 100 200 300 400 500 600 700
Hardness HRC 51 50 48 46 42 36 28
σb MPa 1730 1670 1570 1480 1330 1140 920
A4 Steel designation 8Cr2MnWMoVS (8Cr2S)
A4.1 Characteristics of steels
It is easy to be cut; cutting performance of quenching and tempering conditions
(40~42 HRC) is equivalent to the T10A processing performance of annealing state
(200HB); it has good comprehensive mechanical properties, wear resistance, mirror
polishing performance, lithography erosion performance; The polishing can reach to
Rπ0.025µm.
A4.2 Chemical compositions (sampling analysis)
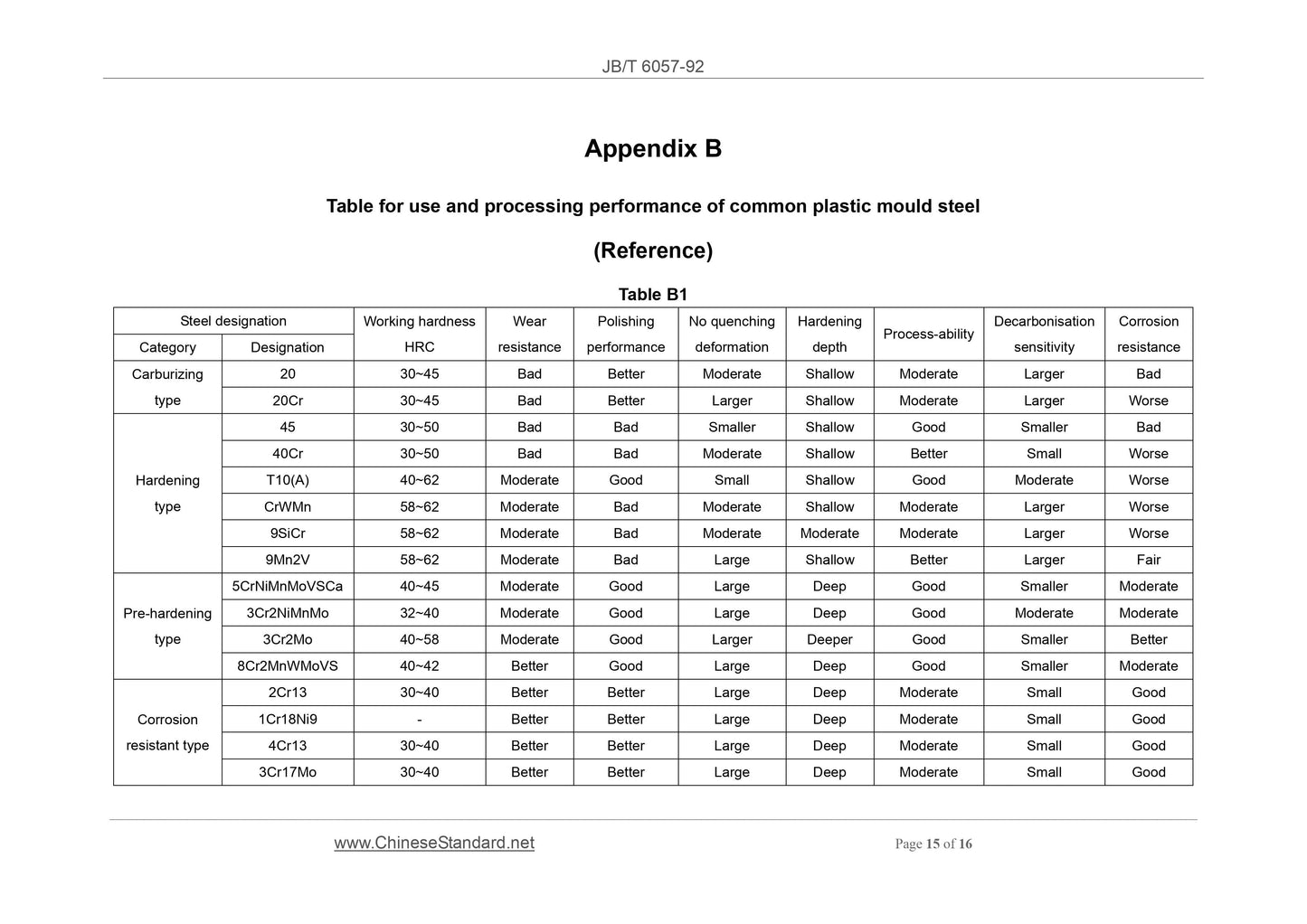
Appendix B
Table for use and processing performance of common plastic mould steel
(Reference)
Table B1
Steel designation Working hardness
HRC
Wear
resistance
Polishing
performance
No quenching
deformation
Hardening
depth Process-ability
Decarbonisation
sensitivity
Corrosion
resistance Category Designation
Carburizing
type
20 30~45 Bad Better Moderate Shallow Moderate Lar...
Get QUOTATION in 1-minute: Click JB/T 6057-1992
Historical versions: JB/T 6057-1992
Preview True-PDF (Reload/Scroll if blank)
JB/T 6057-1992: Steel intended to be used in the moulding part of die for plastics and its heat treatment - Technical conditions
JB/T 6057-92
JB
INDUSTRY STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
J 46
Steel intended to be used in the moulding part of die for
plastics and its heat treatment - Technical conditions
ISSUED ON. MAY 05, 1992
IMPLEMENTED ON. JULY 01, 1993
Issued by. Ministry of Machinery and Electronics Industry
Table of Contents
1 Subject content and scope ... 3
2 Normative references ... 3
3 Technical requirements for steel intended to be used in the moulding of die
for plastics ... 4
4 Acceptance methods and inspection rules ... 8
5 Packaging, marking and quality certificate ... 9
Appendix A ... 10
Appendix B ... 15
Additional Information... 16
Steel intended to be used in the moulding part of die for
plastics and its heat treatment - Technical conditions
1 Subject content and scope
This Standard specifies the technical requirements and technical conditions of heat
treatment of steel intended to be used in the moulding part of die for plastics.
This Standard applies to the mould cavity part of injection mould, compression mould
and pressure injection mould for plastic products.
2 Normative references
GB 222 Method of sampling steel for determination of chemical composition and
permissible variations for product analysis
GB 223 Methods of chemical analysis of iron, steel and alloy
GB 224 Determination of depth of decarburization of steels
GB 226 Etch test for macrostructure and defect of steels
GB 230 Metallic materials - Rockwell hardness test
GB 231 Metallic materials - Brinell hardness test
GB 702 Hot-rolled round and square steel bars - Dimension, shape, weight and
tolerance
GB 1220 Stainless steel bars
GB 1814 Inspection method for steel work fractures
GB 1979 Standard diagrams for macrostructure and defect of structural steels
GB 2101 General requirement of acceptance packaging marking and certification
for section steel
GB 9452 Testing method for working zone of heat treatment furnace
GB 10561 Steel - Determination of content of non-metallic inclusion - Micrographic
method using standard diagrams
GB 11880 Specification of large die-blocks used for die-forging hammer and
mechanical forging press
JB 3814 Normalizing steel processing and containment of fire
JB 3877 Quenched and tempered steel processing
3 Technical requirements for steel intended to be used
in the moulding of die for plastics
3.1 Classification of steels
The using properties of steel intended to be used in the mould cavity part of die for
plastics can be divided into carburizing, hardening, pre-hardening, and
corrosion-resistant type; see Table 1.
3.2 Chemical compositions and smelting methods
3.2.1 Steels can be produced by adopting smelting methods such as. open-hearth
furnace, electric furnace, converter, electroslag remelting, and secondary refining; the
purchaser may select the steel designation and smelting method according to the
mould’s performances and requirements.
3.2.2 Supplier shall analyse the chemical compositions of every smelting furnace No.;
its results shall comply with Table 1. Chemical compositions of other steels shall be
decided by both supplier and purchaser, and accepted according to relevant
standards.
3.7.6 All the heat treatment equipment and quenching medium shall be tested and
analysed regularly to guarantee the accuracy and performance of equipment and to
save the relevant records.
3.7.7 Technical staffs shall determine the specific heat treatment technique; it may
refer to Appendix A (supplement) and the standards related to steels. Normalizing and
annealing of steel shall comply with JB 3814. Quenching and tempering of steel shall
comply with JB 3877.
3.7.8 The heating speed of mould shall be controlled during the heating process;
Heating of large complex moulds shall comply with 7.4.2 in JB 3877. When adopting
the heat treatment of salt bath, the mould preheating shall comply with Table 5.
Table 5 °C
Quenching temperature First preheating Second preheating
< 1000 500~550 -
≥1000 500~600 840~860
3.7.9 Quality of moulds after heat treatment shall be inspected according to Chapter 8
of JB 3877.
3.8 Selection of plastic mould steel
3.8.1 Select and use the plastic mould steel according to the principle. “meet using
requirements - exploit material’s potential - economically and rationally use steels”.
3.8.2 Use and processing performance of common plastic mould steel is shown
Appendix B (reference).
4 Acceptance methods and inspection rules
4.1 Inspection and acceptance of steels and moulds shall be responsible by supplier.
4.2 Inspection items and sample quantity of steels shall be carried out according to
Table 6.
Table 6
No. Inspection items Test methods
Sampling
requirements and
positions
Sample
quantity /piece
1 Chemical compositions and deviations
GB 233
GB 11880
GB 11880
GB 222 2
Appendix A
Basic data of pre-hardening steel
(Supplement)
A1 Steel designation 3Cr2NiMnMo
A1.1 Performance of steels
Steels have high toughness, fine processing performance and polished performance
(It can be polished to Rπ0.020µm); it can be processed at the pre-hardened state
(30~36HRC).
A1.2 Chemical compositions (sample analysis)
Table A1 %
C Mn Cr Mo Ni S P Si Cu
0.38 0.98 1.90 0.34 1.03 0.002 0.015 0.40 0.05
A1.3 Critical point
Table A2
Critical point AC1 AC3 Ms
Temperature °C 725 810 285
A1.4 Application Scope
It applies to large plastic moulds or moulds of which the cavity is complex and mirror
needs to be polished.
A1.5 Forging process
Table A3 °C
Heating
temperature
Initial forging
temperature
Final forging
temperature Cooling
1180~1250 1180 >850 Cooling with furnace or slow cooling
A1.6 Heat treatment process
A1.6.1 Annealing
A3.4 Application scope. compression mould and injection mould.
A3.5 Forging process
Table A15 °C
Heating
temperature
Initial forging
temperature
Final forging
temperature Cooling
1100~1150 1050 850 Cooling with furnace or slow cooling
A3.6 Heat treatment process
A3.6.1 Annealing
Table A16
Annealing temperature °C Cooling Hardness HB
710~740 Furnace cooling ≤235
A3.6.2 Quenching
Table A17
Temperature °C Cooling medium Hardness HRC σb MPa
840~870 Oil or 180 °C~220 °C of salt bath 51 1780
A3.6.3 Tempering
Table A18
Temperature °C 100 200 300 400 500 600 700
Hardness HRC 51 50 48 46 42 36 28
σb MPa 1730 1670 1570 1480 1330 1140 920
A4 Steel designation 8Cr2MnWMoVS (8Cr2S)
A4.1 Characteristics of steels
It is easy to be cut; cutting performance of quenching and tempering conditions
(40~42 HRC) is equivalent to the T10A processing performance of annealing state
(200HB); it has good comprehensive mechanical properties, wear resistance, mirror
polishing performance, lithography erosion performance; The polishing can reach to
Rπ0.025µm.
A4.2 Chemical compositions (sampling analysis)
Appendix B
Table for use and processing performance of common plastic mould steel
(Reference)
Table B1
Steel designation Working hardness
HRC
Wear
resistance
Polishing
performance
No quenching
deformation
Hardening
depth Process-ability
Decarbonisation
sensitivity
Corrosion
resistance Category Designation
Carburizing
type
20 30~45 Bad Better Moderate Shallow Moderate Lar...
Share