1
/
trong số
7
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
SY/T 5164-2016 English PDF (SYT5164-2016)
SY/T 5164-2016 English PDF (SYT5164-2016)
Giá thông thường
$150.00 USD
Giá thông thường
Giá ưu đãi
$150.00 USD
Đơn giá
/
trên
Phí vận chuyển được tính khi thanh toán.
Không thể tải khả năng nhận hàng tại cửa hàng
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click SY/T 5164-2016
Historical versions: SY/T 5164-2016
Preview True-PDF (Reload/Scroll if blank)
SY/T 5164-2016: Roller cone drill bits
SY/T 5164-2016
SY
OIL-GAS INDUSTRY STANDARD OF
THE PEOPLE’S REPUBLIC OF CHINA
ICS 75.180.10
E 92
Registration number. 57610-2017
Replacing SY/T 5164-2008
Roller cone drill bits
牙轮钻头
ISSUED ON. DECEMBER 05, 2016
IMPLEMENTED ON. MAY 01, 2017
Issued by. National Energy Administration
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative references ... 5
3 Terms and definitions ... 5
4 Classification, model and basic size ... 8
5 Requirements ... 12
6 Test methods ... 13
7 Inspection rules ... 17
8 Marking, packaging, transport and storage ... 18
Appendix A (Normative) Drill bit diameter measurement ... 20
Appendix B (Normative) Drill bit type test index ... 21
References ... 22
Foreword
This standard was drafted in accordance with the rules given in GB/T 1.1-2009
“Directives for standardization - Part 1. Structure and drafting of standards”.
This standard replaces SY/T 5164-2008 “Tricone bits”.
Compared with SY/T 5164-2008, the main changes of this standard are as
follows.
- MODIFY the standard name into “Roller cone drill bit”;
- MODIFY the scope;
- MODIFY the normative references;
- MODIFY some terms and definitions, ADD terms and definitions.
- MODIFY the drill bit classification, ADD the schematic diagram of the
structure of the single cone bit;
- ADD the drill bit diameter and tolerances;
- MODIFY the requirements for the roller cone drill bit and bit leg material;
- DELETE the tungsten carbide insert requirements and test methods;
- DELETE the cleaning requirements for the drill bit parts and the total mass
table of the internal residue of the sealed drill bit, DELETE the test method
and detection method for the internal cleanliness of the sealed drill bit.
- DELETE the requirement for the welding of the drill bit to the welding rod;
- ADD the weld surface mass requirements and test methods;
- ADD the vacuum indicators and vacuum detection methods;
- MODIFY the bearing life test conversion data formula;
- MODIFY the drill bit inspection item;
- MODIFY the type inspection judgment and reinspection rules.
- MODIFY the safe use period of the drill bit;
- MODIFY the bearing working life table for the drill type test;
- ADD the method for detecting the diameter of the single cone bit, MODIFY
the diameter measurement ring chart;
Roller cone drill bits
1 Scope
This standard specifies the classification, model and basic dimensions,
requirements, test methods, inspection rules, marking, packaging,
transportation and storage of roller cone drill bit.
This standard is applicable to roller cone drill bits for oil and gas drilling, it is
also suitable for roller cone drill bits for drilling in geology, mining, hydrology,
salt, geothermal and other industries.
2 Normative references
The following documents are essential to the application of this document. For
the dated documents, only the versions with the dates indicated are applicable
to this document; for the undated documents, only the latest version (including
all the amendments) are applicable to this standard.
GB/T 228.1 Metallic materials - Tensile testing - Part 1. Method of test at
room temperature (GB/T 228.1-2010, ISO 68921.2009, MOD)
GB/T 229 Metallic materials - Charpy pendulum impact test method (GB/T
229-2007, ISO 1481.2006, MOD)
GB/T 2828.1 Sampling procedures for inspection by attributes - Part 1.
Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot
inspection (GB/T 2828.1-2012, ISO 2859-1.1999, IDT)
GB/T 22512.2 Petroleum and natural gas industries - Rotary drilling
equipment - Part 2. Threading and gauging of rotary shouldered thread
connections (GB/T 22512.2-2008, ISO 10424-2.2007, MOD)
NB/T 47016 Mechanical property tests of product welded test coupons for
pressure equipment
3 Terms and definitions
The following terms and definitions apply to this document.
3.1
A rolling pair consisting of a roller and a bit leg journal surface and a cone
inner bore surface.
3.9
Journal bearing
A sliding pair consisting of the bit leg axial surface and the cone inner bore
surface.
3.10
Tungsten carbide insert
A variety of differently shaped cutting elements made of tungsten carbide.
3.11
Diamond enhanced insert
The cutting element is made of tungsten carbide as the base and the
diamond covering layer as the working surface.
3.12
Jet system
A system for increasing the jetting speed of a drilling fluid, consisting of a
nozzle, a nozzle holder, a retaining ring and a sealing ring.
3.13
Lubricant compensate system
A system that stores, replenishes grease and balances the pressure in the
bearing cavity, consisting of a gland, a pressure compensation membrane
and a protective cup.
3.14
Leg back
The part of the bit leg near the well wall.
3.15
Shirttail
The interface between the bit leg journal surface and the leg back.
6.2 Welding joint tensile strength test
It is tested in accordance with NB/T 47016.
6.3 Weld surface quality inspection
Use the visual inspection method for the detection.
6.4 Connecting thread detection
It is detected in accordance with the provisions of GB/T 22512.2.
6.5 Weld and flow channel system sealing performance test
Seal the nozzle hole and the connecting thread end face, to make the flow
channel a confined space, lead in compressed air with a pressure not less than
0.6 MPa, stabilize the pressure for more than 30 s.
6.6 Bearing cavity and lubricant compensate system vacuum detection
Install the lubricant compensate system parts, to make the bearing cavity and
the lubricant compensate system a confined space, pump the vacuum to the
specified value of 5.6, stabilize the pressure for more than 10 s.
6.7 Drill bit diameter measurement
It is measured in accordance with the method specified in Appendix A.
6.8 Drill bit radial runout measurement
Use the connecting thread axis as the reference, measure the runout value at
the peak point of the back cone surface of each cone for the tungsten carbide
insert bit, measure the runout value at the peak point of the intersecting circle
between each cone bottom plane and the back cone surface for the steel tooth
bit.
6.9 Cone height difference measurement
Use the connecting thread shoulder surface as the reference, measure the
highest point of the outer row of teeth of each cone for the tungsten carbide
insert bit, measure the highest point of the intersecting circle between each
cone bottom plane and the back cone surface for the steel tooth bit, the
difference between the maximum value and the minimum value is the cone
height difference.
6.10 Inspection of cone rotation
Use hand or special tools to rotate each cone in turn, check the rotation of the
cone bearing, check the collision between the cone and other parts.
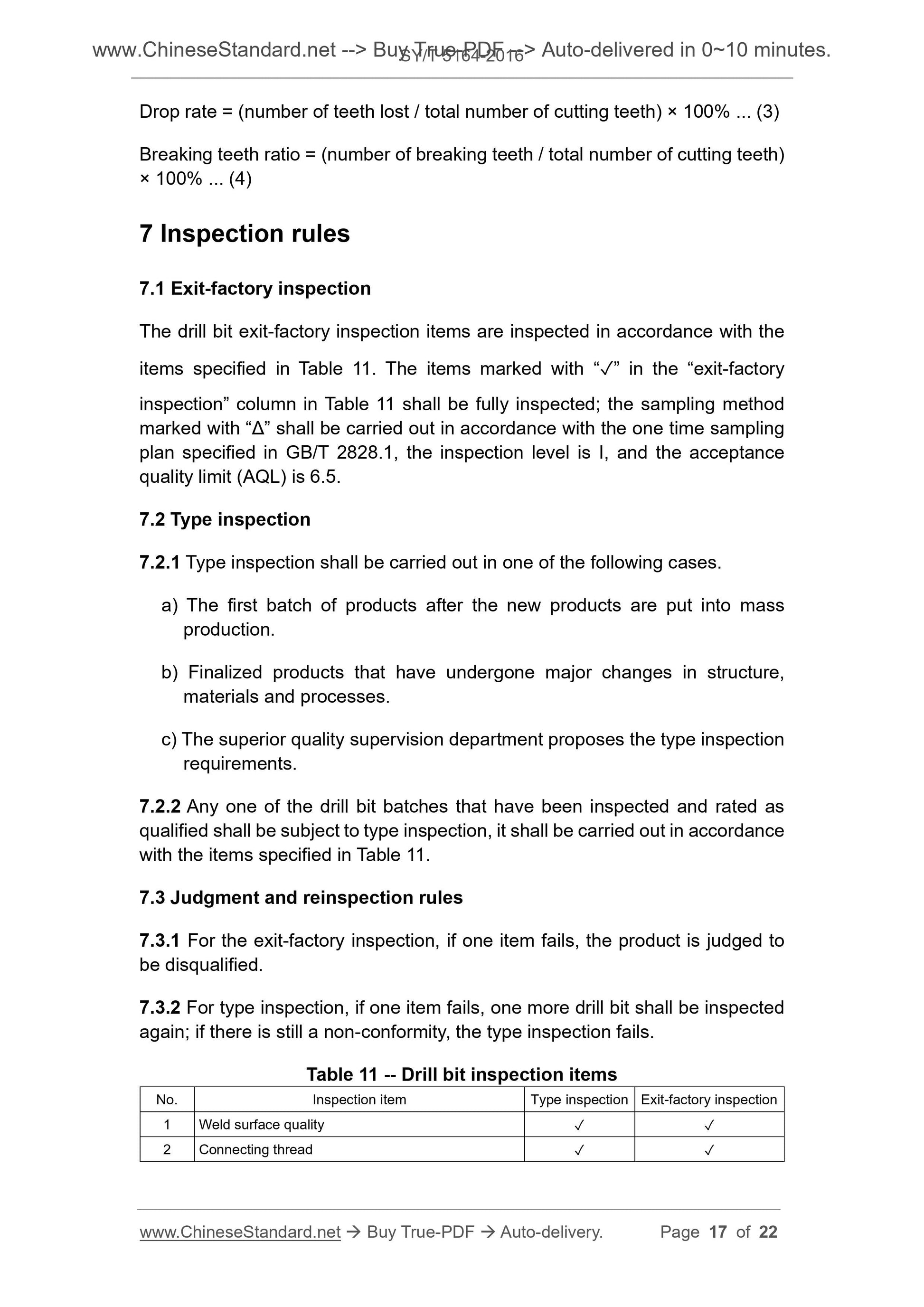
Drop rate = (number of teeth lost/total number of cutting teeth) × 100% ... (3)
Breaking teeth ratio = (number of breaking teeth/total number of cutting teeth)
× 100% ... (4)
7 Inspection rules
7.1 Exit-factory inspection
The drill bit exit-factory inspection items are inspected in accordance with the
items specified in Table 11. The items marked with “✓” in the “exit-factory
inspection” column in Table 11 shall be fully inspected; the sampling method
marked with “Δ” shall be carried out in accordance with the one time sampling
plan specified in GB/T 2828.1, the inspect...
Get QUOTATION in 1-minute: Click SY/T 5164-2016
Historical versions: SY/T 5164-2016
Preview True-PDF (Reload/Scroll if blank)
SY/T 5164-2016: Roller cone drill bits
SY/T 5164-2016
SY
OIL-GAS INDUSTRY STANDARD OF
THE PEOPLE’S REPUBLIC OF CHINA
ICS 75.180.10
E 92
Registration number. 57610-2017
Replacing SY/T 5164-2008
Roller cone drill bits
牙轮钻头
ISSUED ON. DECEMBER 05, 2016
IMPLEMENTED ON. MAY 01, 2017
Issued by. National Energy Administration
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative references ... 5
3 Terms and definitions ... 5
4 Classification, model and basic size ... 8
5 Requirements ... 12
6 Test methods ... 13
7 Inspection rules ... 17
8 Marking, packaging, transport and storage ... 18
Appendix A (Normative) Drill bit diameter measurement ... 20
Appendix B (Normative) Drill bit type test index ... 21
References ... 22
Foreword
This standard was drafted in accordance with the rules given in GB/T 1.1-2009
“Directives for standardization - Part 1. Structure and drafting of standards”.
This standard replaces SY/T 5164-2008 “Tricone bits”.
Compared with SY/T 5164-2008, the main changes of this standard are as
follows.
- MODIFY the standard name into “Roller cone drill bit”;
- MODIFY the scope;
- MODIFY the normative references;
- MODIFY some terms and definitions, ADD terms and definitions.
- MODIFY the drill bit classification, ADD the schematic diagram of the
structure of the single cone bit;
- ADD the drill bit diameter and tolerances;
- MODIFY the requirements for the roller cone drill bit and bit leg material;
- DELETE the tungsten carbide insert requirements and test methods;
- DELETE the cleaning requirements for the drill bit parts and the total mass
table of the internal residue of the sealed drill bit, DELETE the test method
and detection method for the internal cleanliness of the sealed drill bit.
- DELETE the requirement for the welding of the drill bit to the welding rod;
- ADD the weld surface mass requirements and test methods;
- ADD the vacuum indicators and vacuum detection methods;
- MODIFY the bearing life test conversion data formula;
- MODIFY the drill bit inspection item;
- MODIFY the type inspection judgment and reinspection rules.
- MODIFY the safe use period of the drill bit;
- MODIFY the bearing working life table for the drill type test;
- ADD the method for detecting the diameter of the single cone bit, MODIFY
the diameter measurement ring chart;
Roller cone drill bits
1 Scope
This standard specifies the classification, model and basic dimensions,
requirements, test methods, inspection rules, marking, packaging,
transportation and storage of roller cone drill bit.
This standard is applicable to roller cone drill bits for oil and gas drilling, it is
also suitable for roller cone drill bits for drilling in geology, mining, hydrology,
salt, geothermal and other industries.
2 Normative references
The following documents are essential to the application of this document. For
the dated documents, only the versions with the dates indicated are applicable
to this document; for the undated documents, only the latest version (including
all the amendments) are applicable to this standard.
GB/T 228.1 Metallic materials - Tensile testing - Part 1. Method of test at
room temperature (GB/T 228.1-2010, ISO 68921.2009, MOD)
GB/T 229 Metallic materials - Charpy pendulum impact test method (GB/T
229-2007, ISO 1481.2006, MOD)
GB/T 2828.1 Sampling procedures for inspection by attributes - Part 1.
Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot
inspection (GB/T 2828.1-2012, ISO 2859-1.1999, IDT)
GB/T 22512.2 Petroleum and natural gas industries - Rotary drilling
equipment - Part 2. Threading and gauging of rotary shouldered thread
connections (GB/T 22512.2-2008, ISO 10424-2.2007, MOD)
NB/T 47016 Mechanical property tests of product welded test coupons for
pressure equipment
3 Terms and definitions
The following terms and definitions apply to this document.
3.1
A rolling pair consisting of a roller and a bit leg journal surface and a cone
inner bore surface.
3.9
Journal bearing
A sliding pair consisting of the bit leg axial surface and the cone inner bore
surface.
3.10
Tungsten carbide insert
A variety of differently shaped cutting elements made of tungsten carbide.
3.11
Diamond enhanced insert
The cutting element is made of tungsten carbide as the base and the
diamond covering layer as the working surface.
3.12
Jet system
A system for increasing the jetting speed of a drilling fluid, consisting of a
nozzle, a nozzle holder, a retaining ring and a sealing ring.
3.13
Lubricant compensate system
A system that stores, replenishes grease and balances the pressure in the
bearing cavity, consisting of a gland, a pressure compensation membrane
and a protective cup.
3.14
Leg back
The part of the bit leg near the well wall.
3.15
Shirttail
The interface between the bit leg journal surface and the leg back.
6.2 Welding joint tensile strength test
It is tested in accordance with NB/T 47016.
6.3 Weld surface quality inspection
Use the visual inspection method for the detection.
6.4 Connecting thread detection
It is detected in accordance with the provisions of GB/T 22512.2.
6.5 Weld and flow channel system sealing performance test
Seal the nozzle hole and the connecting thread end face, to make the flow
channel a confined space, lead in compressed air with a pressure not less than
0.6 MPa, stabilize the pressure for more than 30 s.
6.6 Bearing cavity and lubricant compensate system vacuum detection
Install the lubricant compensate system parts, to make the bearing cavity and
the lubricant compensate system a confined space, pump the vacuum to the
specified value of 5.6, stabilize the pressure for more than 10 s.
6.7 Drill bit diameter measurement
It is measured in accordance with the method specified in Appendix A.
6.8 Drill bit radial runout measurement
Use the connecting thread axis as the reference, measure the runout value at
the peak point of the back cone surface of each cone for the tungsten carbide
insert bit, measure the runout value at the peak point of the intersecting circle
between each cone bottom plane and the back cone surface for the steel tooth
bit.
6.9 Cone height difference measurement
Use the connecting thread shoulder surface as the reference, measure the
highest point of the outer row of teeth of each cone for the tungsten carbide
insert bit, measure the highest point of the intersecting circle between each
cone bottom plane and the back cone surface for the steel tooth bit, the
difference between the maximum value and the minimum value is the cone
height difference.
6.10 Inspection of cone rotation
Use hand or special tools to rotate each cone in turn, check the rotation of the
cone bearing, check the collision between the cone and other parts.
Drop rate = (number of teeth lost/total number of cutting teeth) × 100% ... (3)
Breaking teeth ratio = (number of breaking teeth/total number of cutting teeth)
× 100% ... (4)
7 Inspection rules
7.1 Exit-factory inspection
The drill bit exit-factory inspection items are inspected in accordance with the
items specified in Table 11. The items marked with “✓” in the “exit-factory
inspection” column in Table 11 shall be fully inspected; the sampling method
marked with “Δ” shall be carried out in accordance with the one time sampling
plan specified in GB/T 2828.1, the inspect...
Share