1
/
από
12
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
YY 0076-1992 English PDF (YY0076-1992)
YY 0076-1992 English PDF (YY0076-1992)
Κανονική τιμή
$200.00 USD
Κανονική τιμή
Τιμή έκπτωσης
$200.00 USD
Τιμή μονάδας
/
ανά
Τα έξοδα αποστολής υπολογίζονται κατά την ολοκλήρωση της αγοράς.
Δεν ήταν δυνατή η φόρτωση της διαθεσιμότητας παραλαβής
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click YY 0076-1992
Historical versions: YY 0076-1992
Preview True-PDF (Reload/Scroll if blank)
YY 0076-1992: Coating classifications for metal product Technical conditions
YY/T 0076-1992 (Renamed from YY 0076-92)
YY
PHARMACEUTICALS INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
C 30
YY 0076-92
Replacing WS 2-1-73
Coating classifications for metal product - Technical
conditions
ISSUED ON: JANUARY 20, 1992
IMPLEMENTED ON: JULY 01, 1992
Issued by: State Pharmaceutical Administration
Table of Contents
1 Scope ... 3
2 Normative references ... 3
3 Classification of plating ... 3
4 Technical requirements for plating ... 4
5 Acceptance rules, inspection methods, marking ... 12
Additional Information: ... 15
Coating classifications for metal product - Technical
conditions
1 Scope
This standard specifies the requirements for classification, application scope,
technical requirements, acceptance rules, inspection method, markings of the
electroplating of medical equipment.
This standard is applicable to the single-layer (nickel, chromium, zinc, tin, silver,
gold, cadmium, black nickel) plating and multi-layer (nickel + chromium, nickel
+ nickel + chromium, copper + nickel + chromium, copper-tin alloy + chromium)
plating of the metal articles for protective decoration purpose.
2 Normative references
GB 1031 Surface roughness - Parameters and their values
GB 1238 Designation symbols for metal coatings and chemical treatments
GB 6463 Metallic and other non-organic coatings - Review of methods of
measurement of thickness
3 Classification of plating
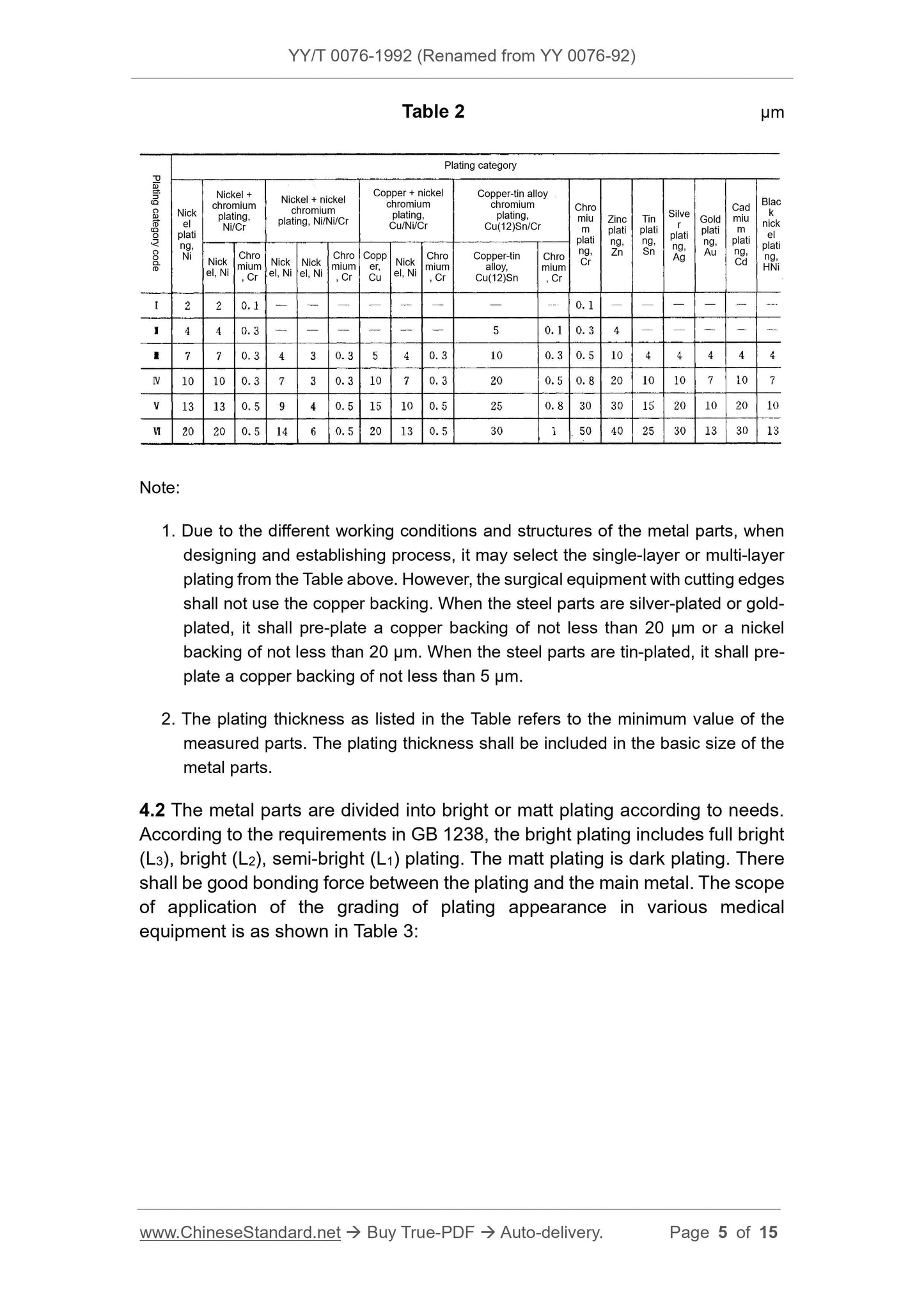
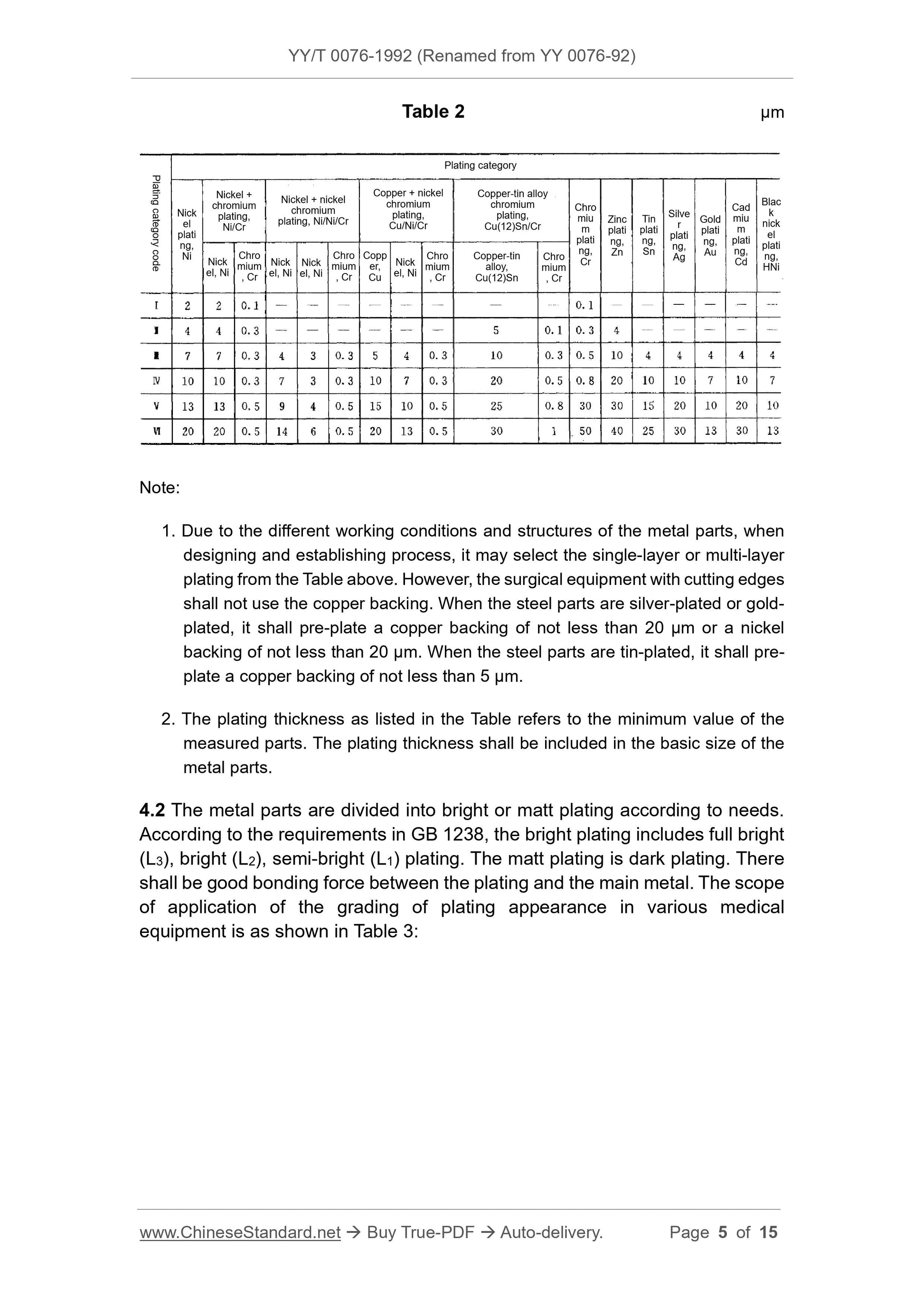
3.1 According to the working conditions and structural requirements of metal
parts, the plating is divided into the following 6 categories.
3.1.1 Category I ~ III plating: Used for metal parts for special structural
requirements.
3.1.2 Category IV plating: Used for metal parts which are used in good working
conditions, such as those used in slight erosive environment.
3.1.3 Category V plating: Used for metal parts which are used in general
working conditions, such as those used in generally erosive environment.
3.1.4 Category VI plating: Used for metal parts which are used in severe
working conditions, such as those used in severely erosive environment.
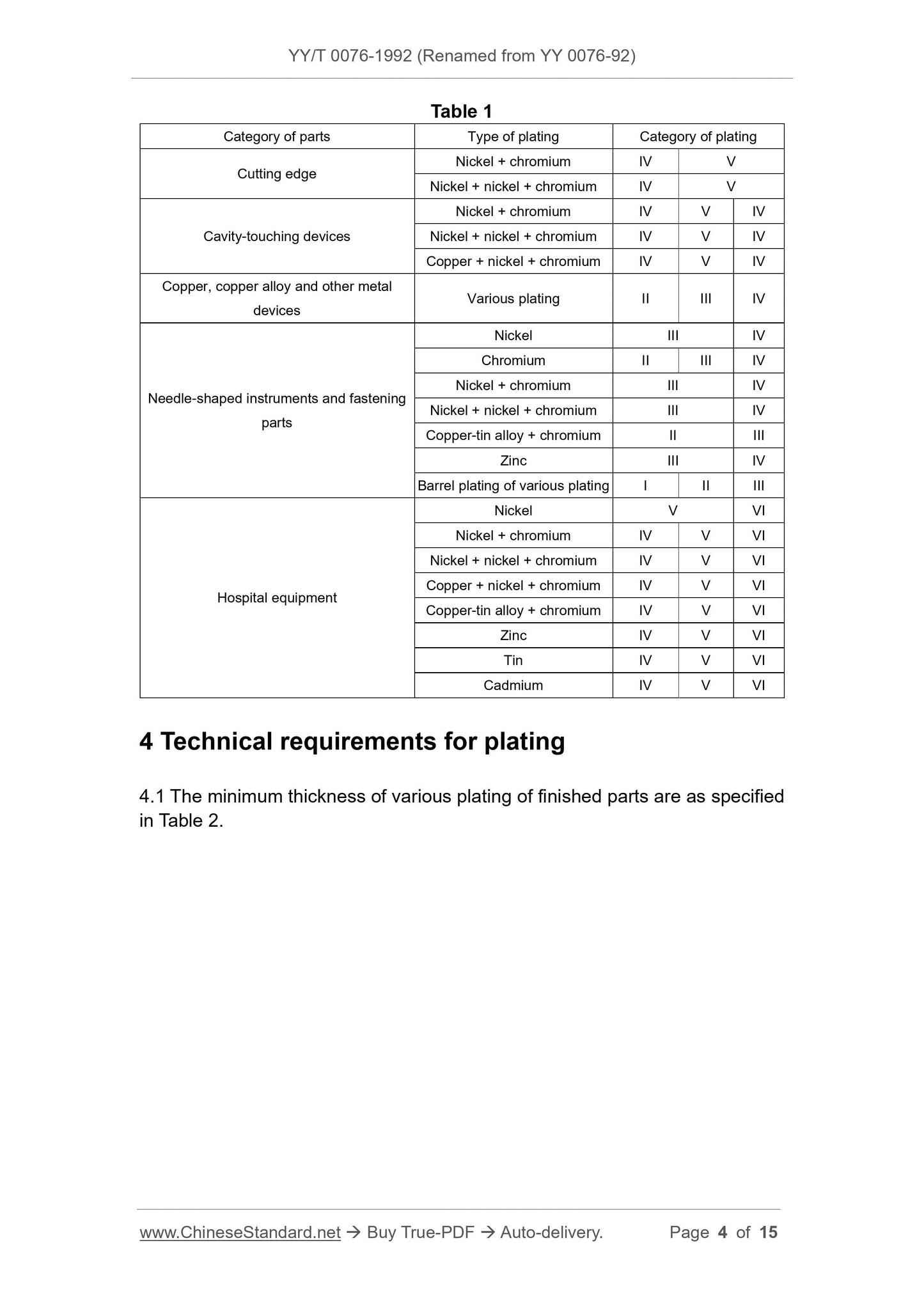
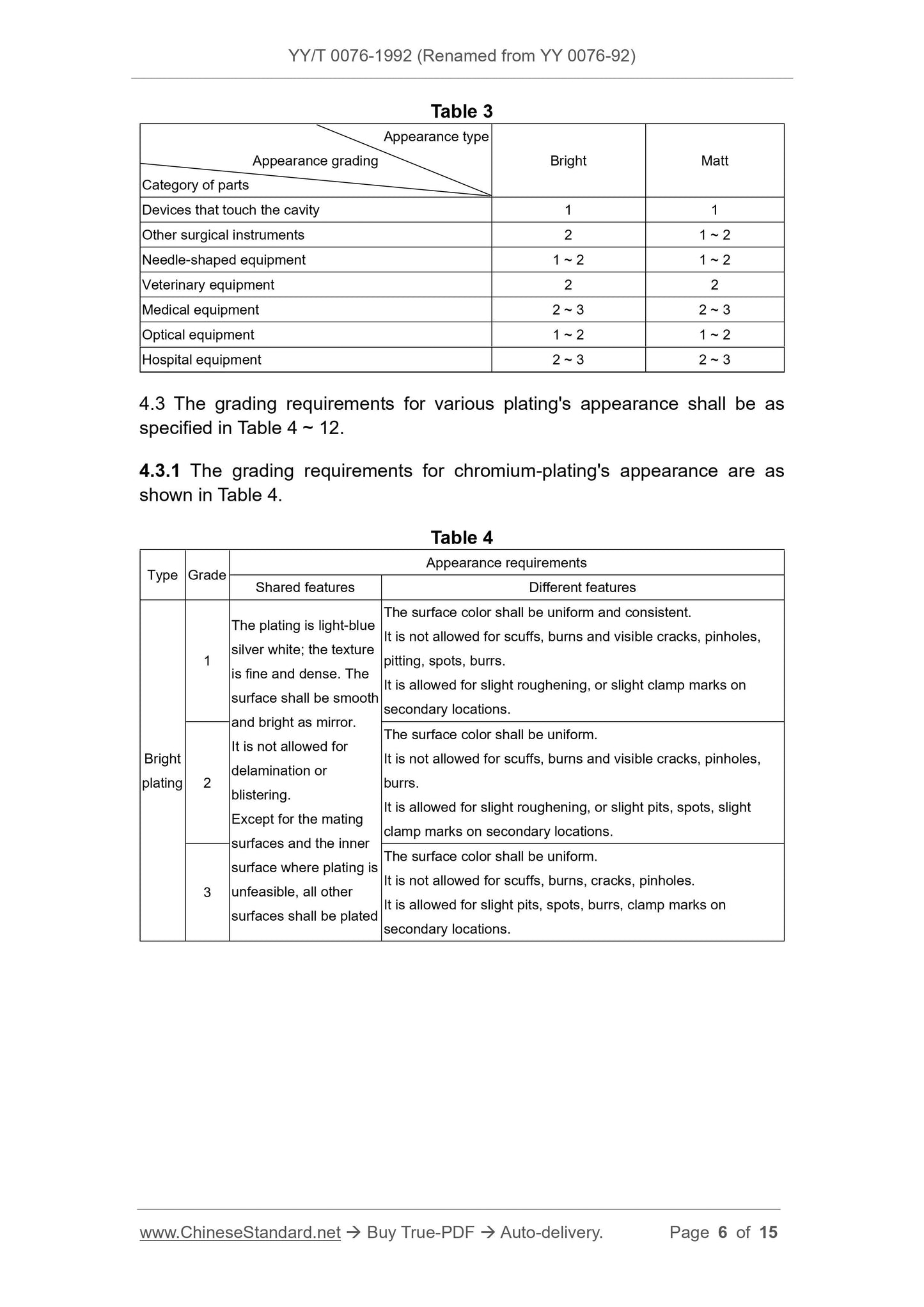
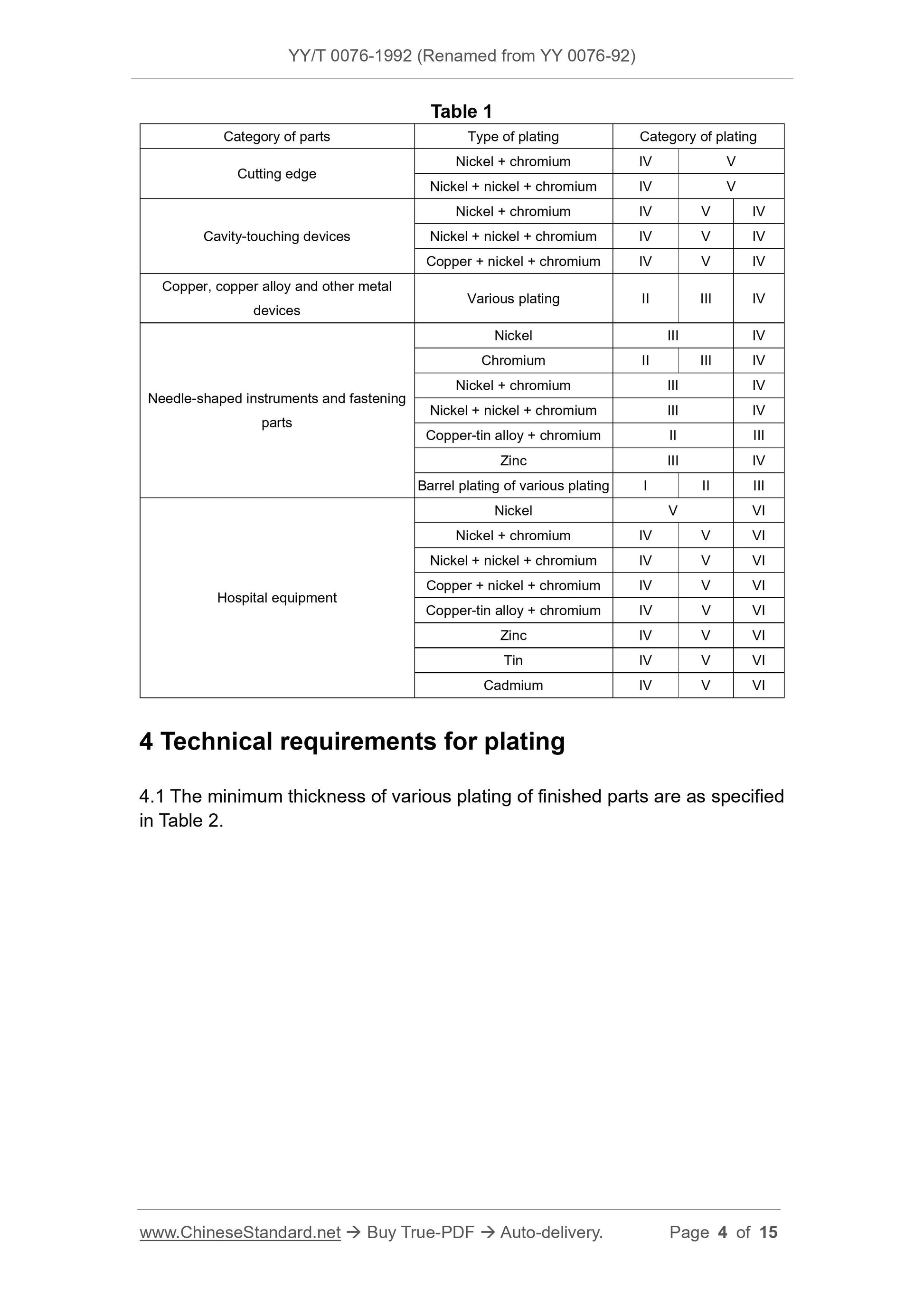
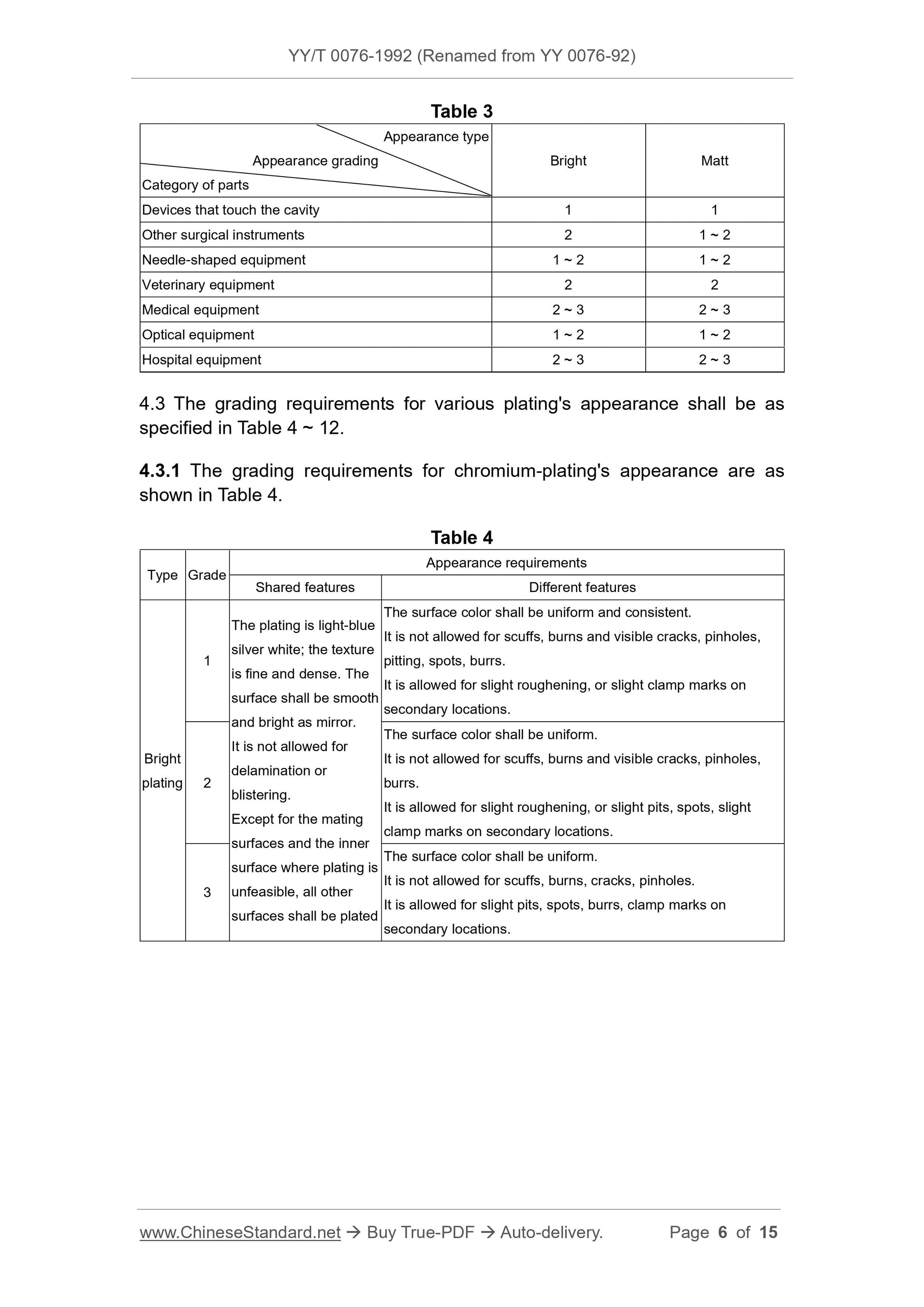
3.2 The scope of application of plating in various medical equipment is as
shown in Table 1.
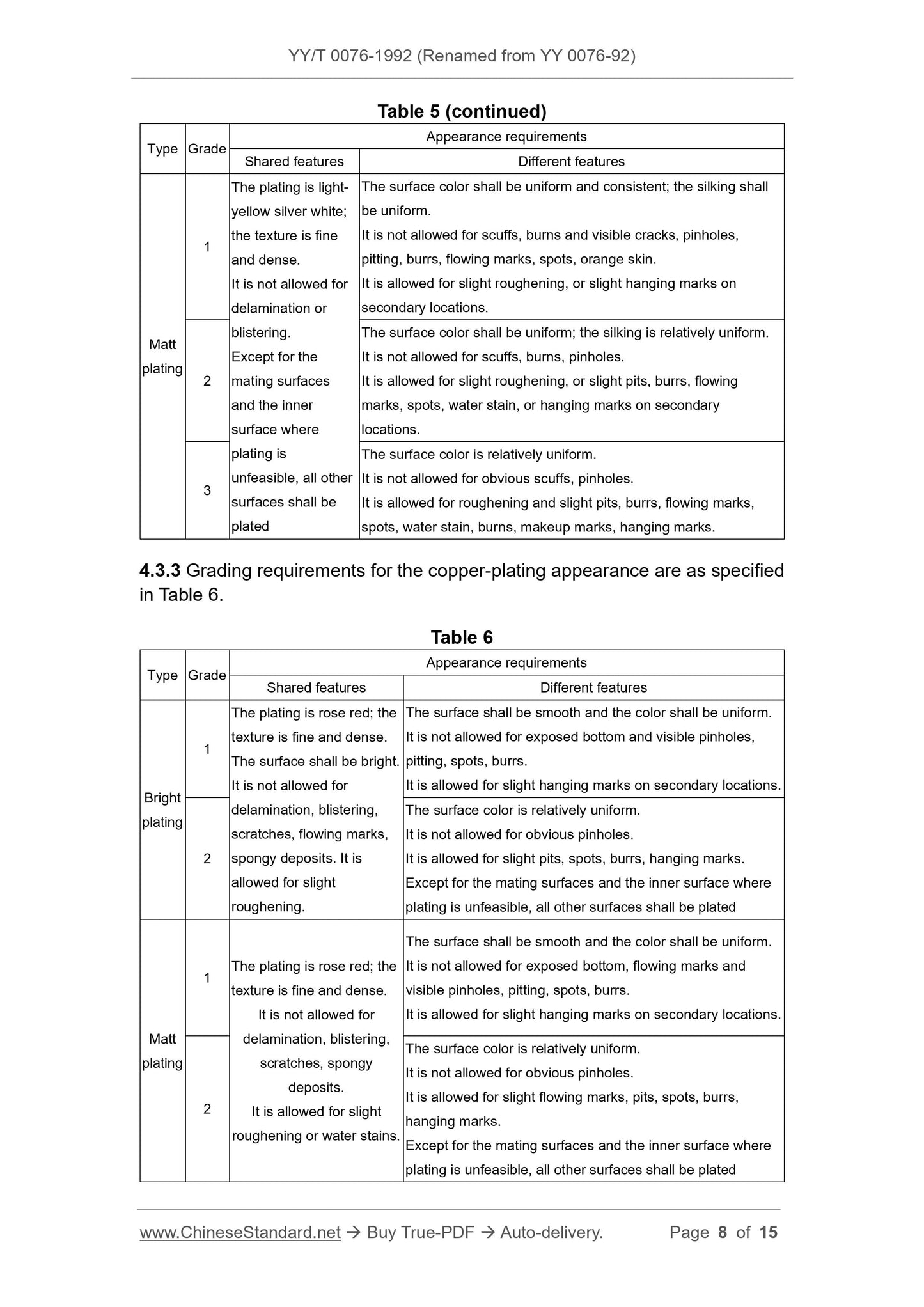
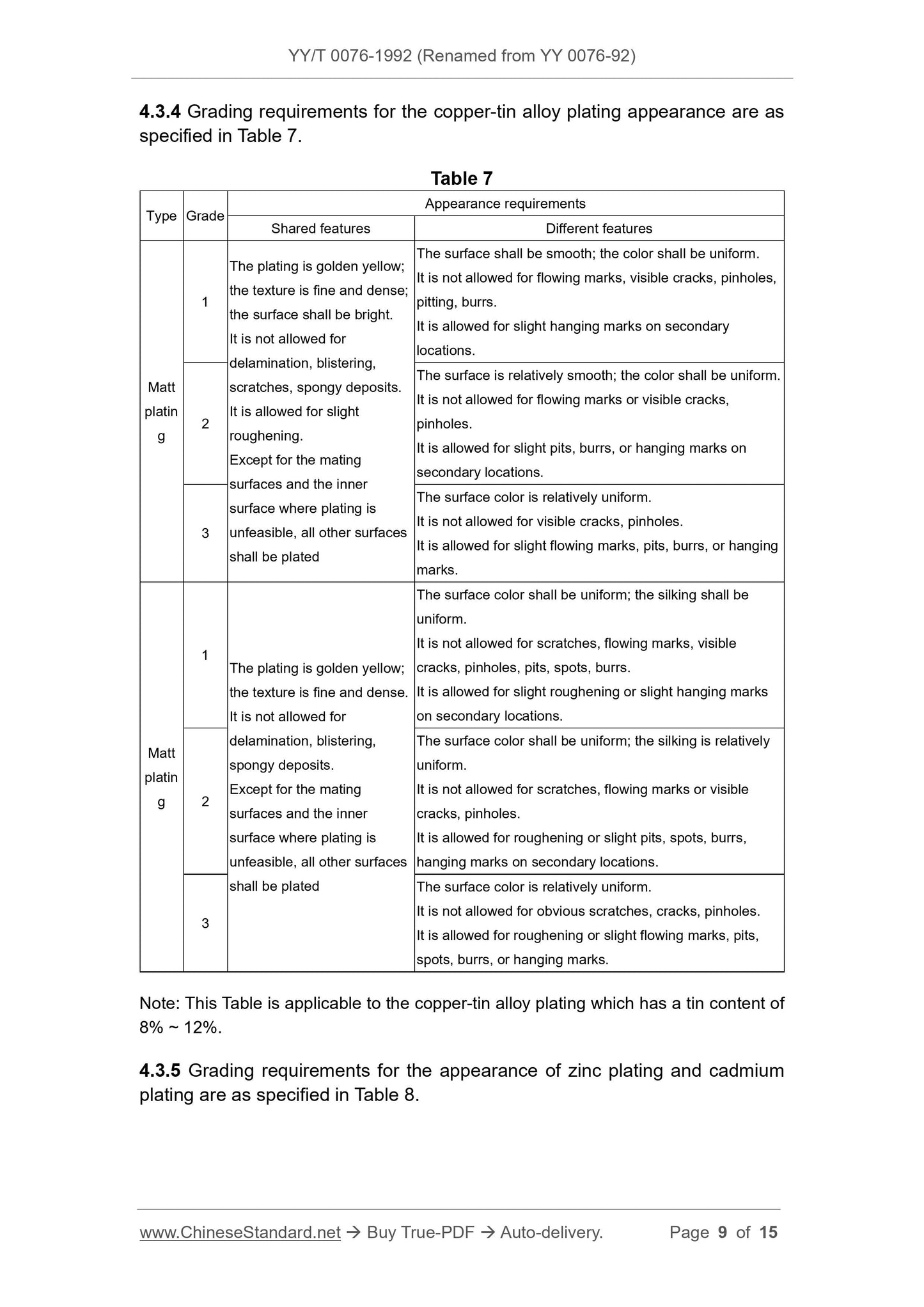
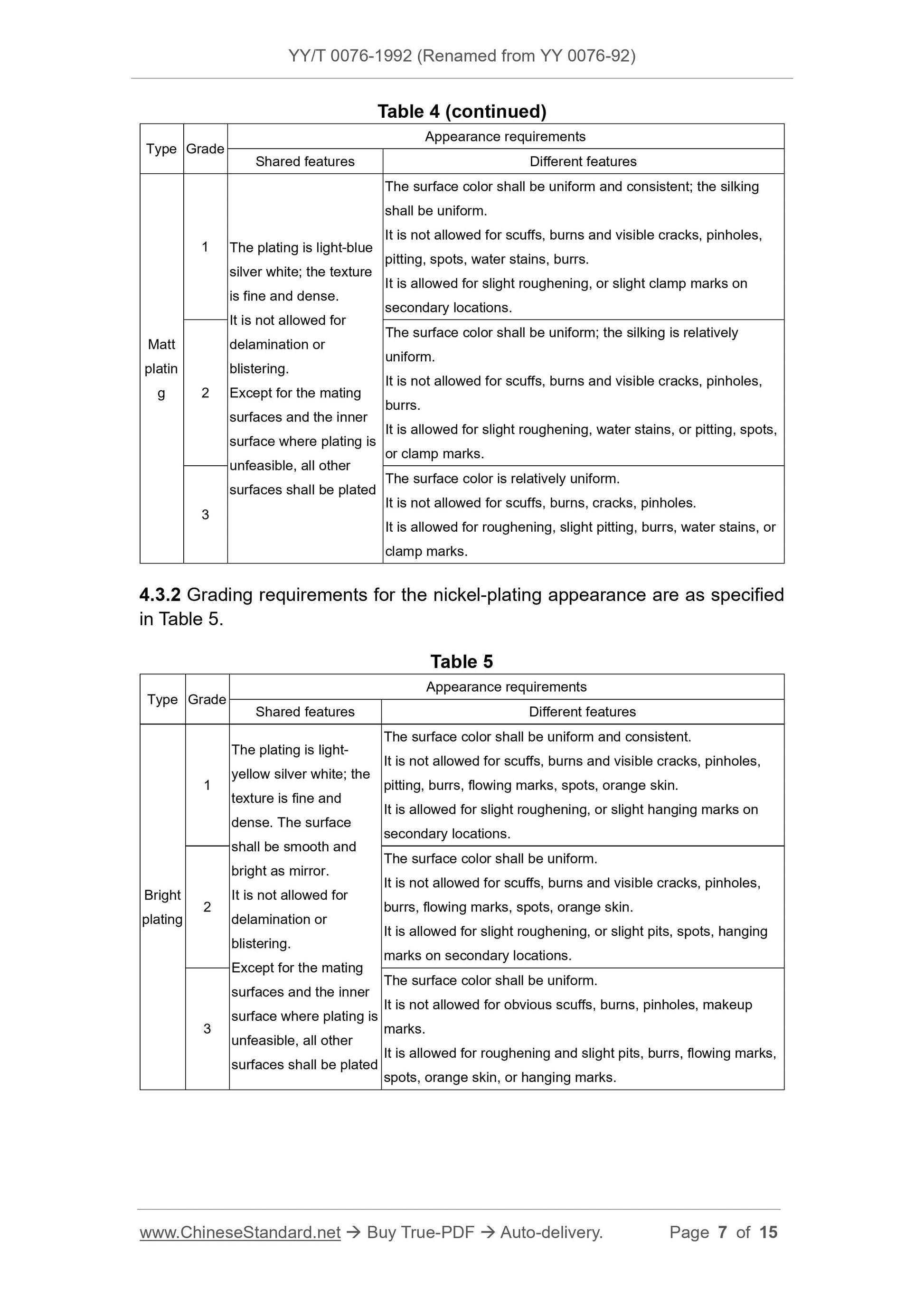
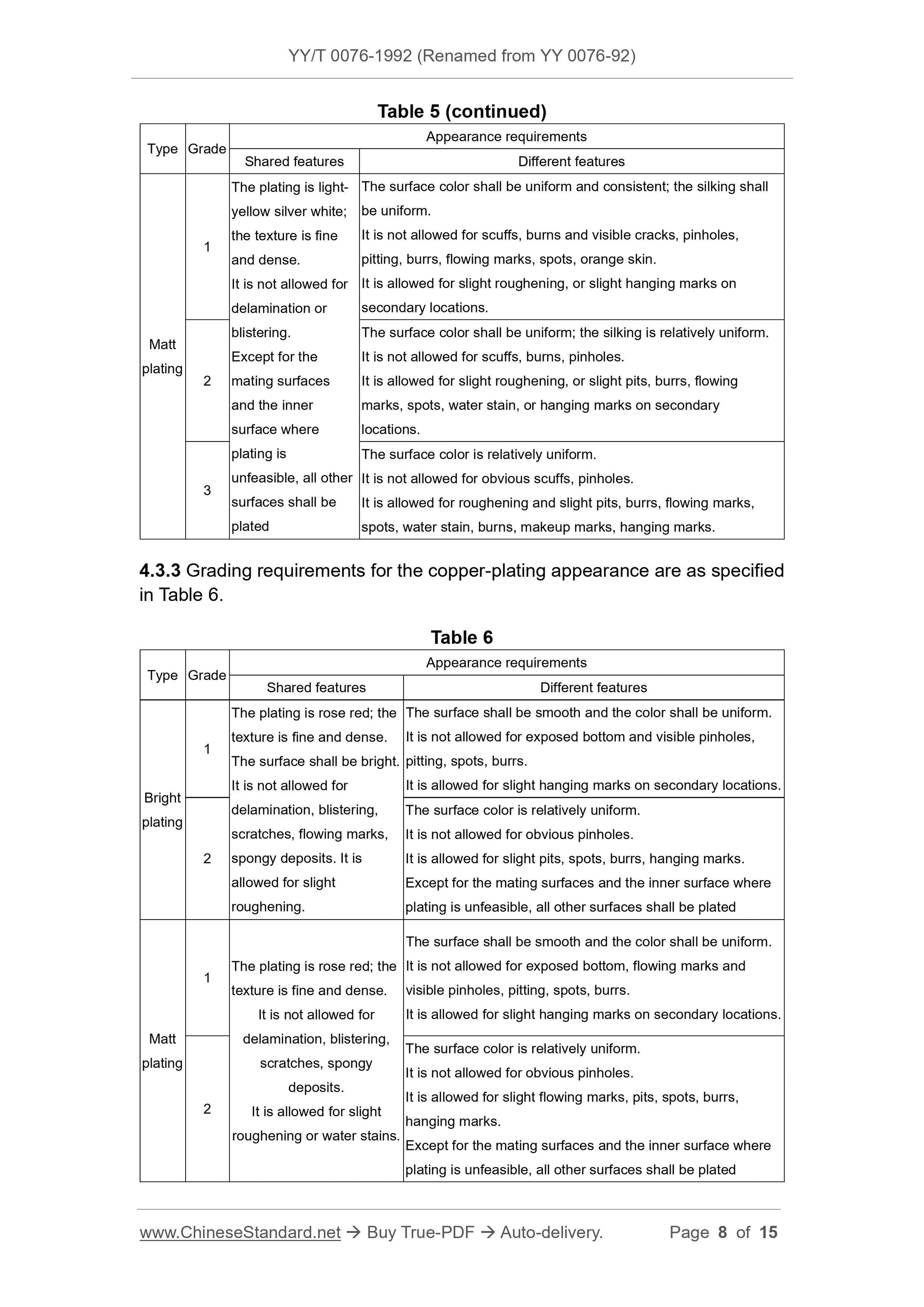
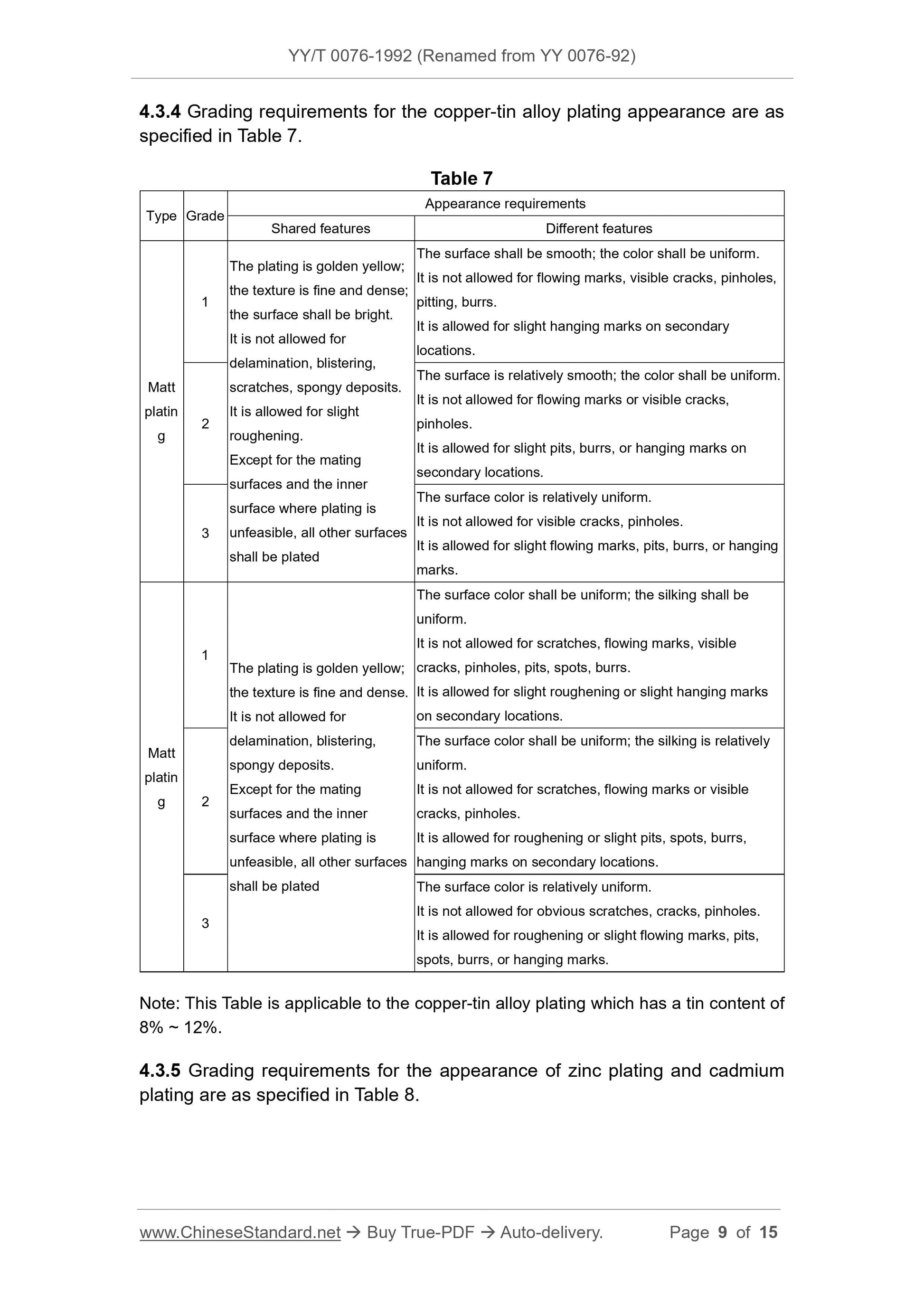
4.3.4 Grading requirements for the copper-tin alloy plating appearance are as
specified in Table 7.
Table 7
Type Grade
Appearance requirements
Shared features Different features
Matt
platin
The plating is golden yellow;
the texture is fine and dense;
the surface shall be bright.
It is not allowed for
delamination, blistering,
scratches, spongy deposits.
It is allowed for slight
roughening.
Except for the mating
surfaces and the inner
surface where plating is
unfeasible, all other surfaces
shall be plated
The surface shall be smooth; the color shall be uniform.
It is not allowed for flowing marks, visible cracks, pinholes,
pitting, burrs.
It is allowed for slight hanging marks on secondary
locations.
The surface is relatively smooth; the color shall be uniform.
It is not allowed for flowing marks or visible cracks,
pinholes.
It is allowed for slight pits, burrs, or hanging marks on
secondary locations.
The surface color is relatively uniform.
It is not allowed for visible cracks, pinholes.
It is allowed for slight flowing marks, pits, burrs, or hanging
marks.
Matt
platin
The plating is golden yellow;
the texture is fine and dense.
It is not allowed for
delamination, blistering,
spongy deposits.
Except for the mating
surfaces and the inner
surface where plating is
unfeasible, all other surfaces
shall be plated
The surface color shall be uniform; the silking shall be
uniform.
It is not allowed for scratches, flowing marks, visible
cracks, pinholes, pits, spots, burrs.
It is allowed for slight roughening or slight hanging marks
on secondary locations.
The surface color shall be uniform; the silking is relatively
uniform.
It is not allowed for scratches, flowing marks or visible
cracks, pinholes.
It is allowed for roughening or slight pits, spots, burrs,
hanging marks on secondary locations.
The surface color is relatively uniform.
It is not allowed for obvious scratches, cracks, pinholes.
It is allowed for roughening or slight flowing marks, pits,
spots, burrs, or hanging marks.
Note: This Table is applicable to the copper-tin alloy plating which has a tin content of
8% ~ 12%.
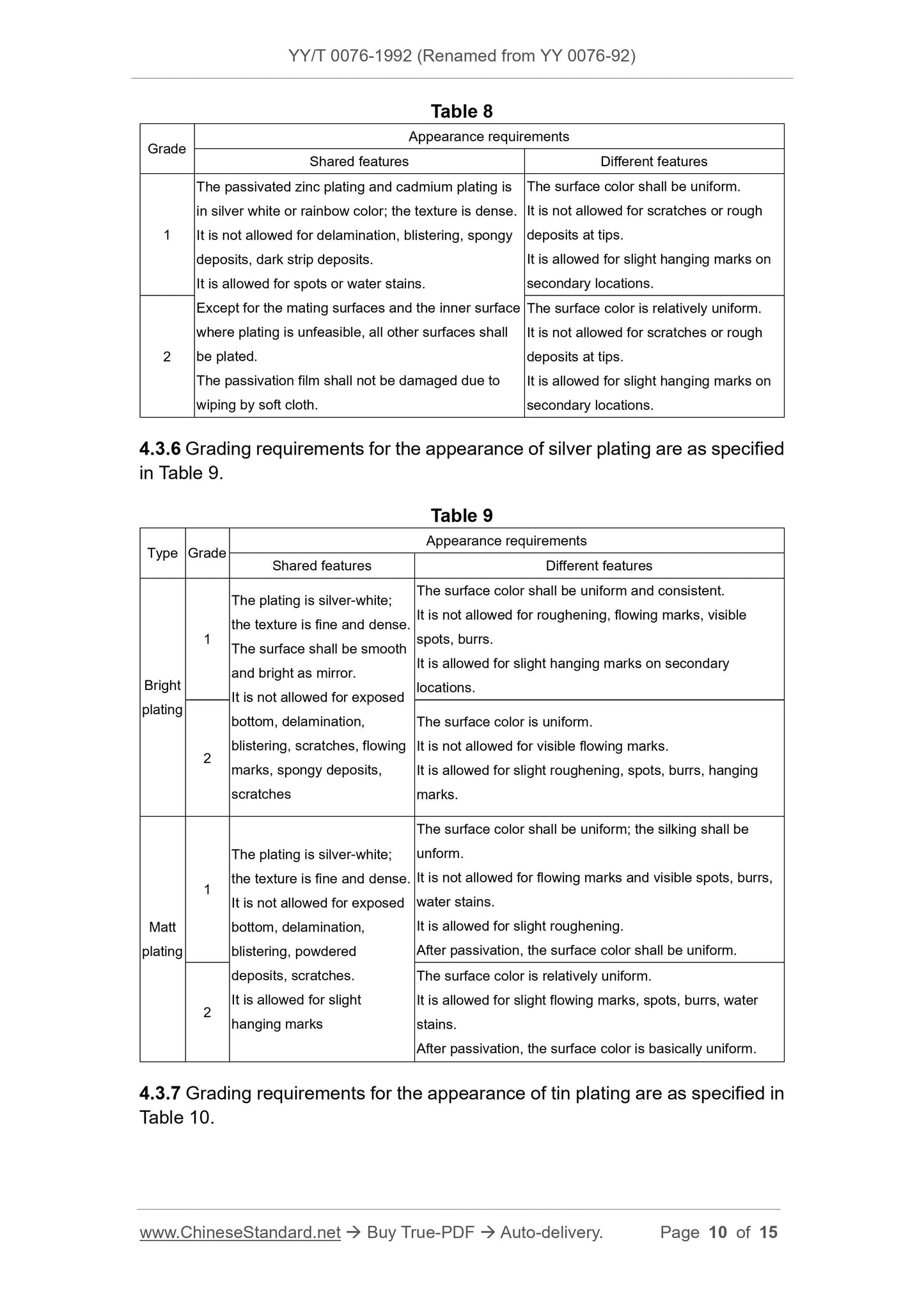
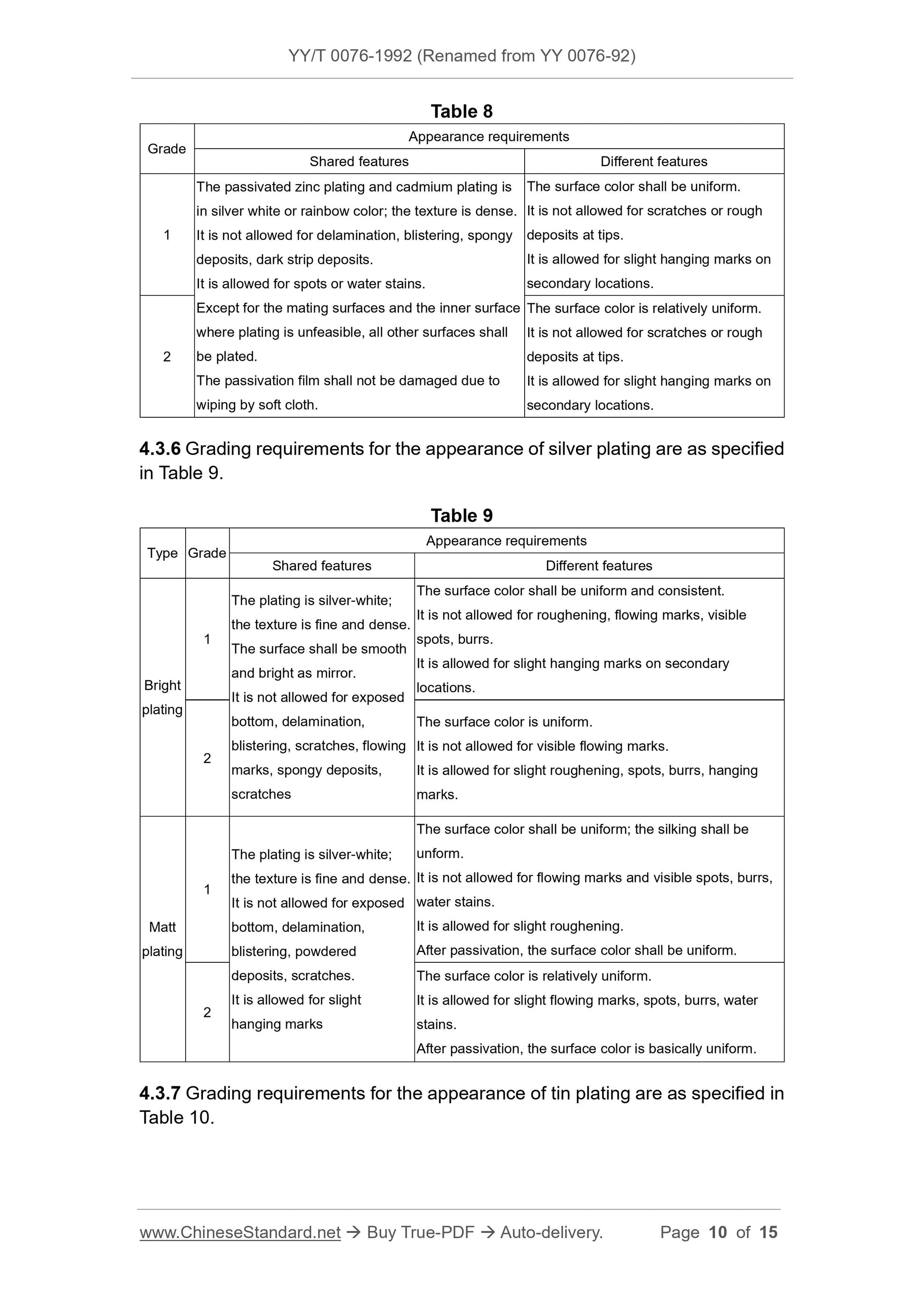
4.3.5 Grading requirements for the appearance of zinc plating and cadmium
plating are as specified in Table 8.
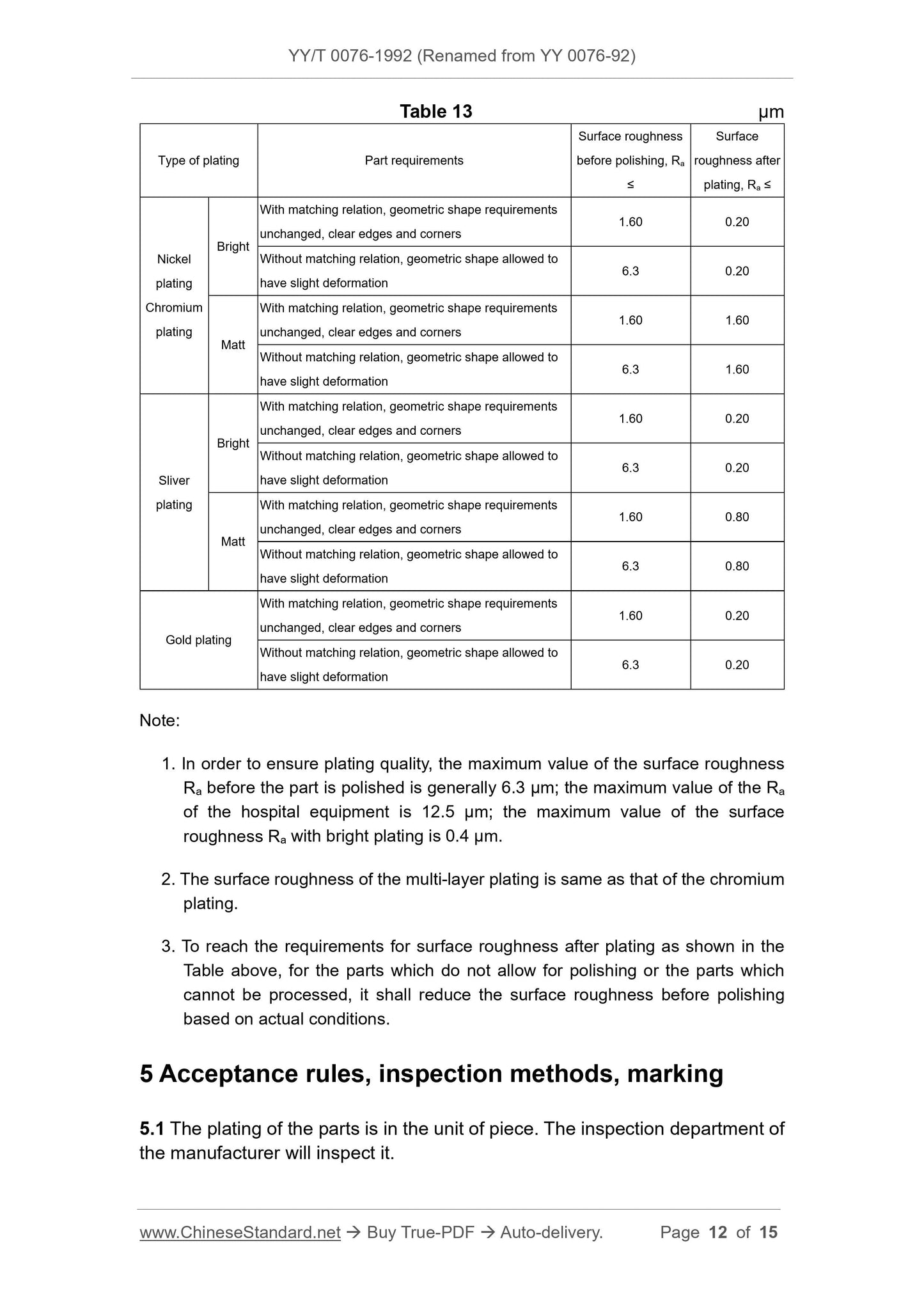
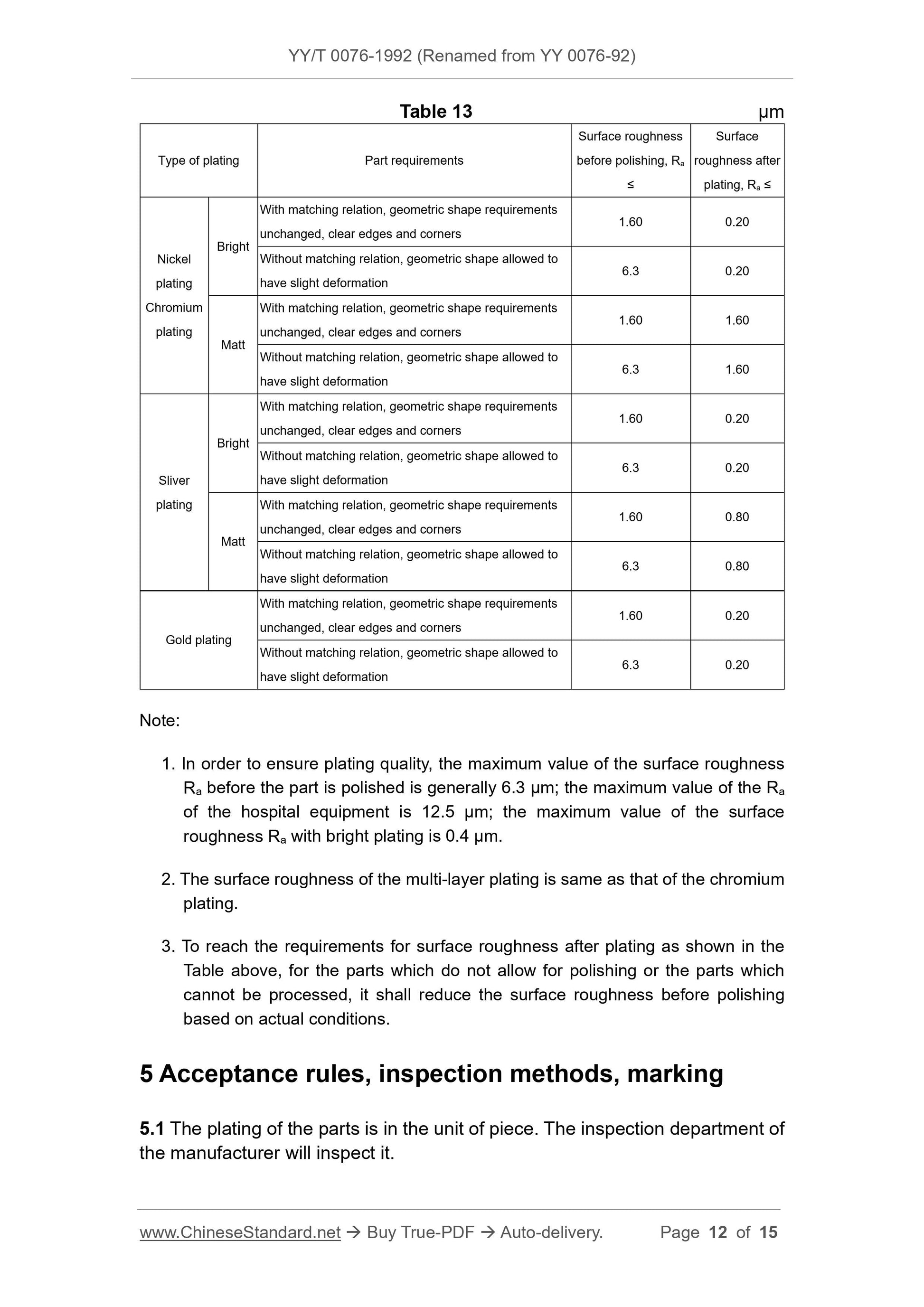
Table 13 µm
Type of plating Part requirements
Surface roughness
before polishing, Ra
Surface
roughness after
plating, Ra ≤
Nickel
plating
Chromium
plating
Bright
With matching relation, geometric shape requirements
unchanged, clear edges and corners
1.60 0.20
Without matching relation, geometric shape allowed to
have slight deformation
6.3 0.20
Matt
With matching relation, geometric shape requirements
unchanged, clear edges and corners
1.60 1.60
Without matching relation, geometric shape allowed to
have slight deformation
6.3 1.60
Sliver
plating
Bright
With matching relation, geometric shape requirements
unchanged, clear edges and corners
1.60 0.20
Without matching relation, geometric shape allowed to
have slight deformation
6.3 0.20
Matt
With matching relation, geometric shape requirements
unchanged, clear edges and corners
1.60 0.80
Without matching relation, geometric shape allowed to
have slight deformation
6.3 0.80
Gold plating
With matching relation, geometric shape requirements
unchanged, clear edges and corners
1.60 0.20
Without matching relation, geometric shape allowed to
have slight deformation
6.3 0.20
Note:
1. In order to ensure plating quality, the maximum value of the surface roughness
Ra before the part is polished is generally 6.3 µm; the maximum value of the Ra
of the hospital equipment is 12.5 µm; the maximum value of the surface
roughness Ra with bright plating is 0.4 µm.
2. The surface roughness of the multi-layer plating is same as that of the chromium
plating.
3. To reach the requirements for surface roughness after plating as shown in the
Table above, for the parts which do not allow for polishing or the parts which
cannot be processed, it shall reduce the surface roughness before polishing
based on actual conditions.
5 Acceptance rules, inspection methods, marking
5.1 The plating of the parts is in the unit of piece. The inspection department of
the manufacturer will inspect it.
5.4.3 The references for the grades of brightness:
Table 14
Grade of brightness Full-bright Bright Semi-bright Matt
Symbols L3 L2 L1 -
Example of
technology
Substrate surface Polished Polished Non-polished Non-polished
Plating surface Polished Non-polished Non-polished Non-polished
Electrolyte Without brightener With brightener With brightener
Without
brightener
Note:
1. When there is no instrument for the measurement of brightness, the technologies
as listed in the Table above are used to represent the brightness concept. These
technologies are not unique methods.
2. The surface roughness before the substrate is plated is specified by each
organization.
5.4.4 The appearance grades after plating are represented by ...
Get QUOTATION in 1-minute: Click YY 0076-1992
Historical versions: YY 0076-1992
Preview True-PDF (Reload/Scroll if blank)
YY 0076-1992: Coating classifications for metal product Technical conditions
YY/T 0076-1992 (Renamed from YY 0076-92)
YY
PHARMACEUTICALS INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
C 30
YY 0076-92
Replacing WS 2-1-73
Coating classifications for metal product - Technical
conditions
ISSUED ON: JANUARY 20, 1992
IMPLEMENTED ON: JULY 01, 1992
Issued by: State Pharmaceutical Administration
Table of Contents
1 Scope ... 3
2 Normative references ... 3
3 Classification of plating ... 3
4 Technical requirements for plating ... 4
5 Acceptance rules, inspection methods, marking ... 12
Additional Information: ... 15
Coating classifications for metal product - Technical
conditions
1 Scope
This standard specifies the requirements for classification, application scope,
technical requirements, acceptance rules, inspection method, markings of the
electroplating of medical equipment.
This standard is applicable to the single-layer (nickel, chromium, zinc, tin, silver,
gold, cadmium, black nickel) plating and multi-layer (nickel + chromium, nickel
+ nickel + chromium, copper + nickel + chromium, copper-tin alloy + chromium)
plating of the metal articles for protective decoration purpose.
2 Normative references
GB 1031 Surface roughness - Parameters and their values
GB 1238 Designation symbols for metal coatings and chemical treatments
GB 6463 Metallic and other non-organic coatings - Review of methods of
measurement of thickness
3 Classification of plating
3.1 According to the working conditions and structural requirements of metal
parts, the plating is divided into the following 6 categories.
3.1.1 Category I ~ III plating: Used for metal parts for special structural
requirements.
3.1.2 Category IV plating: Used for metal parts which are used in good working
conditions, such as those used in slight erosive environment.
3.1.3 Category V plating: Used for metal parts which are used in general
working conditions, such as those used in generally erosive environment.
3.1.4 Category VI plating: Used for metal parts which are used in severe
working conditions, such as those used in severely erosive environment.
3.2 The scope of application of plating in various medical equipment is as
shown in Table 1.
4.3.4 Grading requirements for the copper-tin alloy plating appearance are as
specified in Table 7.
Table 7
Type Grade
Appearance requirements
Shared features Different features
Matt
platin
The plating is golden yellow;
the texture is fine and dense;
the surface shall be bright.
It is not allowed for
delamination, blistering,
scratches, spongy deposits.
It is allowed for slight
roughening.
Except for the mating
surfaces and the inner
surface where plating is
unfeasible, all other surfaces
shall be plated
The surface shall be smooth; the color shall be uniform.
It is not allowed for flowing marks, visible cracks, pinholes,
pitting, burrs.
It is allowed for slight hanging marks on secondary
locations.
The surface is relatively smooth; the color shall be uniform.
It is not allowed for flowing marks or visible cracks,
pinholes.
It is allowed for slight pits, burrs, or hanging marks on
secondary locations.
The surface color is relatively uniform.
It is not allowed for visible cracks, pinholes.
It is allowed for slight flowing marks, pits, burrs, or hanging
marks.
Matt
platin
The plating is golden yellow;
the texture is fine and dense.
It is not allowed for
delamination, blistering,
spongy deposits.
Except for the mating
surfaces and the inner
surface where plating is
unfeasible, all other surfaces
shall be plated
The surface color shall be uniform; the silking shall be
uniform.
It is not allowed for scratches, flowing marks, visible
cracks, pinholes, pits, spots, burrs.
It is allowed for slight roughening or slight hanging marks
on secondary locations.
The surface color shall be uniform; the silking is relatively
uniform.
It is not allowed for scratches, flowing marks or visible
cracks, pinholes.
It is allowed for roughening or slight pits, spots, burrs,
hanging marks on secondary locations.
The surface color is relatively uniform.
It is not allowed for obvious scratches, cracks, pinholes.
It is allowed for roughening or slight flowing marks, pits,
spots, burrs, or hanging marks.
Note: This Table is applicable to the copper-tin alloy plating which has a tin content of
8% ~ 12%.
4.3.5 Grading requirements for the appearance of zinc plating and cadmium
plating are as specified in Table 8.
Table 13 µm
Type of plating Part requirements
Surface roughness
before polishing, Ra
Surface
roughness after
plating, Ra ≤
Nickel
plating
Chromium
plating
Bright
With matching relation, geometric shape requirements
unchanged, clear edges and corners
1.60 0.20
Without matching relation, geometric shape allowed to
have slight deformation
6.3 0.20
Matt
With matching relation, geometric shape requirements
unchanged, clear edges and corners
1.60 1.60
Without matching relation, geometric shape allowed to
have slight deformation
6.3 1.60
Sliver
plating
Bright
With matching relation, geometric shape requirements
unchanged, clear edges and corners
1.60 0.20
Without matching relation, geometric shape allowed to
have slight deformation
6.3 0.20
Matt
With matching relation, geometric shape requirements
unchanged, clear edges and corners
1.60 0.80
Without matching relation, geometric shape allowed to
have slight deformation
6.3 0.80
Gold plating
With matching relation, geometric shape requirements
unchanged, clear edges and corners
1.60 0.20
Without matching relation, geometric shape allowed to
have slight deformation
6.3 0.20
Note:
1. In order to ensure plating quality, the maximum value of the surface roughness
Ra before the part is polished is generally 6.3 µm; the maximum value of the Ra
of the hospital equipment is 12.5 µm; the maximum value of the surface
roughness Ra with bright plating is 0.4 µm.
2. The surface roughness of the multi-layer plating is same as that of the chromium
plating.
3. To reach the requirements for surface roughness after plating as shown in the
Table above, for the parts which do not allow for polishing or the parts which
cannot be processed, it shall reduce the surface roughness before polishing
based on actual conditions.
5 Acceptance rules, inspection methods, marking
5.1 The plating of the parts is in the unit of piece. The inspection department of
the manufacturer will inspect it.
5.4.3 The references for the grades of brightness:
Table 14
Grade of brightness Full-bright Bright Semi-bright Matt
Symbols L3 L2 L1 -
Example of
technology
Substrate surface Polished Polished Non-polished Non-polished
Plating surface Polished Non-polished Non-polished Non-polished
Electrolyte Without brightener With brightener With brightener
Without
brightener
Note:
1. When there is no instrument for the measurement of brightness, the technologies
as listed in the Table above are used to represent the brightness concept. These
technologies are not unique methods.
2. The surface roughness before the substrate is plated is specified by each
organization.
5.4.4 The appearance grades after plating are represented by ...
Share