1
/
de
12
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
QC/T 850-2011 PDF en anglais (QCT850-2011)
QC/T 850-2011 PDF en anglais (QCT850-2011)
Prix habituel
$175.00 USD
Prix habituel
Prix promotionnel
$175.00 USD
Prix unitaire
/
par
Frais d'expédition calculés à l'étape de paiement.
Impossible de charger la disponibilité du service de retrait
Livraison : 3 secondes. Télécharger le vrai PDF + Facture.
Obtenez un DEVIS en 1 minute : Cliquez sur QC/T 850-2011
Versions historiques : QC/T 850-2011
Aperçu True-PDF (Recharger/Défiler si vide)
QC/T 850-2011 : Mousse de polyuréthane pour sièges de voitures particulières
QC/T 850-2011
CQ
NORME DE L'INDUSTRIE AUTOMOBILE
DE LA RÉPUBLIQUE POPULAIRE DE CHINE
ICS 43.040.60
T 26
Mousse de polyuréthane pour sièges de voitures particulières
PUBLIÉ LE : 18 MAI 2011
Mis en œuvre le : 01 août 2011
Publié par : Ministère de l'Industrie et des Technologies de l'information de la RPC
Table des matières
Annonce ... 3
Avant-propos ... 6
1 Portée ... 7
2 Références normatives ... 7
3 Termes et définitions ... 8
4 Classement ... 8
5 Exigences ... 8
6 Méthodes d'essai ... 10
7 Règles d'inspection ... 14
8 Marquage, emballage, transport et stockage ... 15
Annexe A (normative) Méthodes d'essai pour la performance des matériaux d'intérieur en matière d'émissions .. 16
Annexe B (normative) Essai sur l'odeur de mousse pour sièges de voitures particulières ... 23
Annexe C (normative) Méthode d'essai des caractéristiques de buée des matériaux en mousse pour
sièges de voiture de tourisme ... 26
Mousse de polyuréthane pour sièges de voitures particulières
1 Portée
Cette norme spécifie le classement, les exigences, les méthodes d'essai, les règles d'inspection ainsi que
marquage, emballage, transport et stockage de coussins et dossiers en polyuréthane
mousse pour sièges en mousse (de forme fixe) de voiture de tourisme.
Cette norme s'applique à la mousse de polyuréthane utilisée comme matériau de coussin antichoc et de confort.
pour la fabrication de coussins et de dossiers de sièges de voitures particulières.
2 Références normatives
Les documents référencés suivants sont indispensables à l'application du présent document.
Pour les références datées, seule l'édition citée s'applique. Pour les références non datées, la dernière édition de la
le document référencé (y compris ses éventuelles modifications) s'applique.
GB/T 2918-1998 Plastiques - Atmosphères normalisées pour le conditionnement et les essais (ISO 291 :
(1997, IDT)
GB/T 3730.1-2001 Véhicules à moteur et remorques - Types - Termes et définitions
GB/T 6343-2009 Plastiques et caoutchoucs alvéolaires - Détermination de la masse volumique apparente (ISO
845 : 2006, IDT)
GB/T 6344-2008 Matériaux polymères cellulaires flexibles - Détermination de la résistance à la traction
et l'allongement à la rupture (ISO 1798: 2008, IDT)
GB/T 6669-2008 Matériaux polymères cellulaires flexibles - Détermination de la déformation rémanente après compression
(ISO 1856:2000, IDT)
GB/T 6670-2008 Matériaux polymères cellulaires souples - Détermination de la résilience par bille
rebond (ISO 8307: 2007, MOD)
GB 8410-2006 Inflammabilité des matériaux intérieurs automobiles
GB/T 9640-2008 Matériaux polymères cellulaires souples et rigides - Essais de vieillissement accéléré
(ISO 2440:1997, IDT)
GB/T 10807-2006 Matériaux polymères cellulaires flexibles - Détermination de la dureté
(technique d'indentation) (ISO 2439: 1997, IDT)
GB/T 10808-2006 Matériaux polymères cellulaires souples - Détermination de la résistance à la déchirure (ISO
8067 : 1989, IDT)
GB/T 18941-2003 Matériaux polymères cellulaires flexibles - Détermination de la fatigue par
martelage à charge constante (ISO 3385 : 1989, IDT)
GB/T 18942.1-2003 Matériaux polymères cellulaires flexibles - Détermination des contraintes-déformations
Caractéristiques en compression - Partie 1 : Matériaux à faible densité (ISO
3386-1: 1996, IDT)
5.1.1 Les pièces en mousse pour les sièges doivent être entièrement extrudées au rouleau, à la presse, sous vide ou autre.
méthode d'extrusion sur la ligne de production pour briser la structure cellulaire d'origine et assurer la
caractéristiques de compression et sensation de main des trous, minimisent la perte initiale de roulement
épaisseur lors de la fatigue et assurer la stabilité dimensionnelle de l'ensemble de la pièce.
5.1.2 La force d'adhérence du matériau placé dans le moule de moussage et formant un tout
La partie de la mousse lors du moussage doit être supérieure à celle de la mousse.
5.1.3 L'adhésif utilisé doit être celui qui n'endommage pas la mousse et le collage
L'effet doit être au moins aussi bon que la mousse elle-même. L'adhérence entre les mousses doit répondre aux
exigences d'inflammabilité spécifiées dans la norme GB 8410-2006. L'adhésif doit également répondre aux exigences en matière d'odeur
exigences.
5.1.4 Opérer conformément aux procédures normales d'inspection de production et de qualité.
le produit peut être réparé avec la mousse de réparation ou de correction ayant la même
composant et qualité du produit initial. La mousse correctrice ne doit avoir aucun effet indésirable
sur les performances et la quantité de dimension et de forme modifiées ne dépassent pas les valeurs données
plage de tolérance.
5.1.5 Il ne doit y avoir aucune pellicule détachée sur la surface importante reconnue.
5.1.6 Les produits en mousse de polyuréthane doivent satisfaire aux exigences de test de durabilité des sièges
assemblage et, après le test de durabilité de l'ensemble du siège, les pièces en mousse ne doivent pas nuire
affecter la structure et l’apparence de la couverture.
5.1.7 Aux fins de la présente norme, les matériaux limités par les lois et règlements s’appliquent.
5.1.8 Le produit ne doit pas irriter la peau après avoir été complètement solidifié.
5.1.9 Tous les produits doivent porter une identification telle que le numéro de pièce, la source d'approvisionnement et la production.
date. L'identification doit être positionnée de manière à ne pas affecter l'apparence de
le produit fini (à la surface inférieure du coussin et à la surface arrière du dossier) et
doivent être lisibles et reconnaissables. La hauteur des lettres doit être indiquée sur le dessin du produit.
5.2 Exigences relatives aux propriétés physiques
Le tableau 2 énumère les exigences de propriétés de quatre qualités de mousse de polyuréthane pour les sièges de
voiture de tourisme.
6.1.2 Tous les échantillons d'essai doivent être placés dans des conditions naturelles pendant 72 heures après la production.
le test, les échantillons doivent être conditionnés dans des conditions de test standard pendant 16h, ce qui doit être
exempt de déformation et de distorsion.
6.1.2 Tous les échantillons doivent être découpés dans la zone de contrainte d'indentation du coussin et du dossier de
l'échantillon de mousse pour les sièges de voitures particulières.
6.1.4 Tous les échantillons de mousse doivent être pré-pressurisés deux fois à 70 à 80 % de leur épaisseur avant
conditionnement ou test.
6.1.5 Pour chaque essai, il ne doit pas y avoir moins de 3 échantillons. La moyenne arithmétique de 3 essais
doivent être enregistrés. Les résultats des tests de chaque échantillon doivent satisfaire aux valeurs requises énoncées dans la présente
standard.
6.2 Performances en fatigue par martèlement à charge constante
Il doit être testé conformément à la norme GB/T 18941-2003. Sous une charge constante de 750 N, 80 000
des cycles de pression ininterrompus doivent être effectués pour réaliser l'impact de charge constant
essai de fatigue.
6.3 Dureté par pénétration
6.3.1 La méthode A de la norme GB/T 10807-2006, 7.2 doit être utilisée pour tester la dureté par indentation.
Sauf indication contraire sur le dessin de la pièce, la dureté par indentation doit être testée sur
spécimen entier.
a) Dans l'essai de dureté par indentation, le pénétrateur doit fonctionner à une vitesse constante de (100±20)
mm/min;
b) Mesurer l'épaisseur initiale sous une force de contact de 5
1 N après prépressage ;
c) Sur les pièces longues en mousse pour les sièges arrière, les valeurs de dureté par indentation mesurées à gauche
et les points de mesure corrects ne doivent pas changer de plus de 10 %.
6.3.2 L'échantillon utilisé pour l'essai de dureté par indentation doit être soutenu par une plaque de support rigide
qui doit remplir complètement les dépressions évidentes sur la surface inférieure de la mousse (surface B). Le test
la surface de la mousse supportée par la plaque de support doit être parallèle à la base du testeur en position horizontale
position. La taille minimale de la plaque de support rigide utilisée pour le support doit être de 380 mm × 380 mm.
La position d'essai de la dureté par indentation doit être marquée sur le dessin de la pièce et sur la partie supérieure.
surface d'un échantillon de mousse.
6.4 Performances de combustion
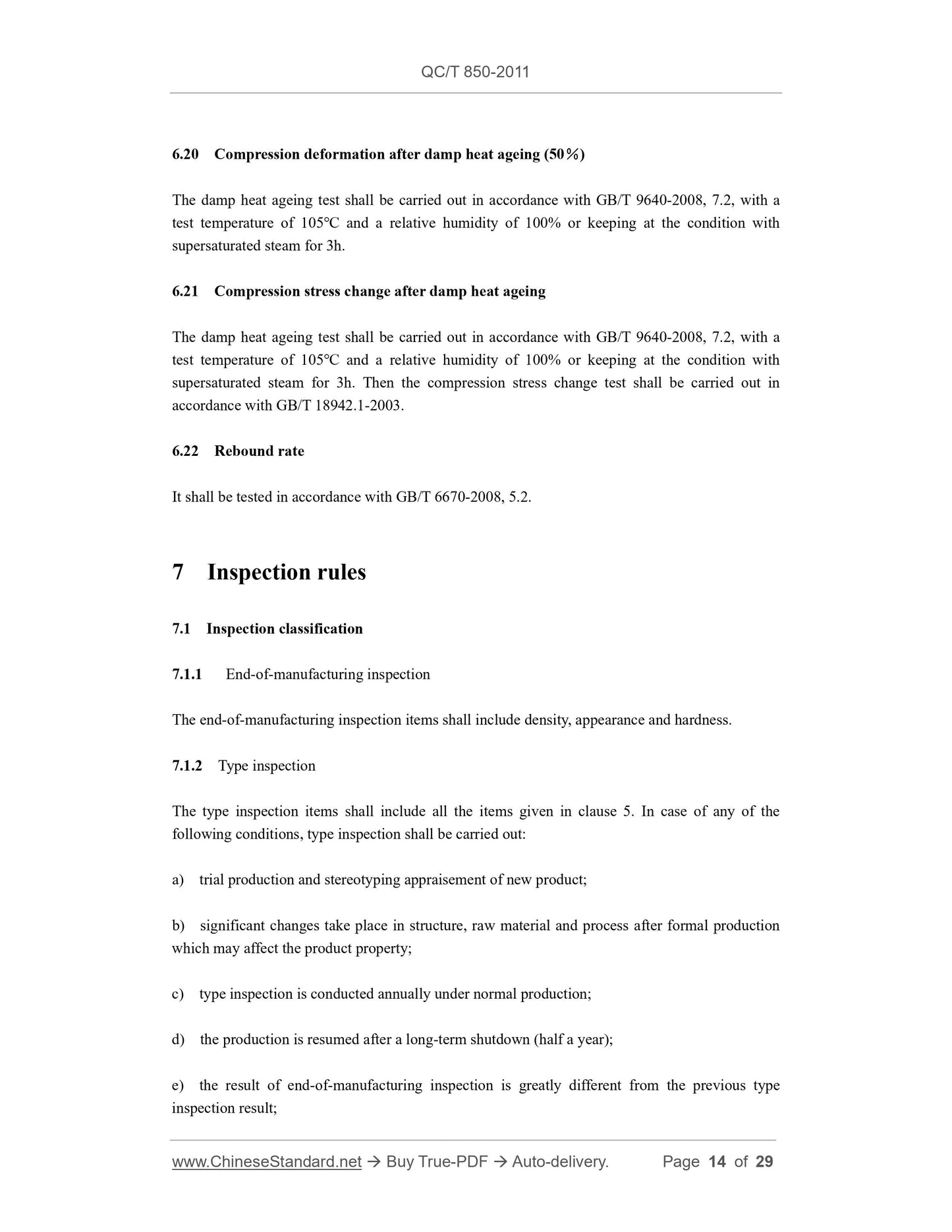
6.20 Déformation par compression après vieillissement à la chaleur humide (50%)
L'essai de vieillissement à la chaleur humide doit être effectué conformément à la norme GB/T 9640-2008, 7.2, avec un
température d'essai de 105℃ et une température relative ...
Obtenez un DEVIS en 1 minute : Cliquez sur QC/T 850-2011
Versions historiques : QC/T 850-2011
Aperçu True-PDF (Recharger/Défiler si vide)
QC/T 850-2011 : Mousse de polyuréthane pour sièges de voitures particulières
QC/T 850-2011
CQ
NORME DE L'INDUSTRIE AUTOMOBILE
DE LA RÉPUBLIQUE POPULAIRE DE CHINE
ICS 43.040.60
T 26
Mousse de polyuréthane pour sièges de voitures particulières
PUBLIÉ LE : 18 MAI 2011
Mis en œuvre le : 01 août 2011
Publié par : Ministère de l'Industrie et des Technologies de l'information de la RPC
Table des matières
Annonce ... 3
Avant-propos ... 6
1 Portée ... 7
2 Références normatives ... 7
3 Termes et définitions ... 8
4 Classement ... 8
5 Exigences ... 8
6 Méthodes d'essai ... 10
7 Règles d'inspection ... 14
8 Marquage, emballage, transport et stockage ... 15
Annexe A (normative) Méthodes d'essai pour la performance des matériaux d'intérieur en matière d'émissions .. 16
Annexe B (normative) Essai sur l'odeur de mousse pour sièges de voitures particulières ... 23
Annexe C (normative) Méthode d'essai des caractéristiques de buée des matériaux en mousse pour
sièges de voiture de tourisme ... 26
Mousse de polyuréthane pour sièges de voitures particulières
1 Portée
Cette norme spécifie le classement, les exigences, les méthodes d'essai, les règles d'inspection ainsi que
marquage, emballage, transport et stockage de coussins et dossiers en polyuréthane
mousse pour sièges en mousse (de forme fixe) de voiture de tourisme.
Cette norme s'applique à la mousse de polyuréthane utilisée comme matériau de coussin antichoc et de confort.
pour la fabrication de coussins et de dossiers de sièges de voitures particulières.
2 Références normatives
Les documents référencés suivants sont indispensables à l'application du présent document.
Pour les références datées, seule l'édition citée s'applique. Pour les références non datées, la dernière édition de la
le document référencé (y compris ses éventuelles modifications) s'applique.
GB/T 2918-1998 Plastiques - Atmosphères normalisées pour le conditionnement et les essais (ISO 291 :
(1997, IDT)
GB/T 3730.1-2001 Véhicules à moteur et remorques - Types - Termes et définitions
GB/T 6343-2009 Plastiques et caoutchoucs alvéolaires - Détermination de la masse volumique apparente (ISO
845 : 2006, IDT)
GB/T 6344-2008 Matériaux polymères cellulaires flexibles - Détermination de la résistance à la traction
et l'allongement à la rupture (ISO 1798: 2008, IDT)
GB/T 6669-2008 Matériaux polymères cellulaires flexibles - Détermination de la déformation rémanente après compression
(ISO 1856:2000, IDT)
GB/T 6670-2008 Matériaux polymères cellulaires souples - Détermination de la résilience par bille
rebond (ISO 8307: 2007, MOD)
GB 8410-2006 Inflammabilité des matériaux intérieurs automobiles
GB/T 9640-2008 Matériaux polymères cellulaires souples et rigides - Essais de vieillissement accéléré
(ISO 2440:1997, IDT)
GB/T 10807-2006 Matériaux polymères cellulaires flexibles - Détermination de la dureté
(technique d'indentation) (ISO 2439: 1997, IDT)
GB/T 10808-2006 Matériaux polymères cellulaires souples - Détermination de la résistance à la déchirure (ISO
8067 : 1989, IDT)
GB/T 18941-2003 Matériaux polymères cellulaires flexibles - Détermination de la fatigue par
martelage à charge constante (ISO 3385 : 1989, IDT)
GB/T 18942.1-2003 Matériaux polymères cellulaires flexibles - Détermination des contraintes-déformations
Caractéristiques en compression - Partie 1 : Matériaux à faible densité (ISO
3386-1: 1996, IDT)
5.1.1 Les pièces en mousse pour les sièges doivent être entièrement extrudées au rouleau, à la presse, sous vide ou autre.
méthode d'extrusion sur la ligne de production pour briser la structure cellulaire d'origine et assurer la
caractéristiques de compression et sensation de main des trous, minimisent la perte initiale de roulement
épaisseur lors de la fatigue et assurer la stabilité dimensionnelle de l'ensemble de la pièce.
5.1.2 La force d'adhérence du matériau placé dans le moule de moussage et formant un tout
La partie de la mousse lors du moussage doit être supérieure à celle de la mousse.
5.1.3 L'adhésif utilisé doit être celui qui n'endommage pas la mousse et le collage
L'effet doit être au moins aussi bon que la mousse elle-même. L'adhérence entre les mousses doit répondre aux
exigences d'inflammabilité spécifiées dans la norme GB 8410-2006. L'adhésif doit également répondre aux exigences en matière d'odeur
exigences.
5.1.4 Opérer conformément aux procédures normales d'inspection de production et de qualité.
le produit peut être réparé avec la mousse de réparation ou de correction ayant la même
composant et qualité du produit initial. La mousse correctrice ne doit avoir aucun effet indésirable
sur les performances et la quantité de dimension et de forme modifiées ne dépassent pas les valeurs données
plage de tolérance.
5.1.5 Il ne doit y avoir aucune pellicule détachée sur la surface importante reconnue.
5.1.6 Les produits en mousse de polyuréthane doivent satisfaire aux exigences de test de durabilité des sièges
assemblage et, après le test de durabilité de l'ensemble du siège, les pièces en mousse ne doivent pas nuire
affecter la structure et l’apparence de la couverture.
5.1.7 Aux fins de la présente norme, les matériaux limités par les lois et règlements s’appliquent.
5.1.8 Le produit ne doit pas irriter la peau après avoir été complètement solidifié.
5.1.9 Tous les produits doivent porter une identification telle que le numéro de pièce, la source d'approvisionnement et la production.
date. L'identification doit être positionnée de manière à ne pas affecter l'apparence de
le produit fini (à la surface inférieure du coussin et à la surface arrière du dossier) et
doivent être lisibles et reconnaissables. La hauteur des lettres doit être indiquée sur le dessin du produit.
5.2 Exigences relatives aux propriétés physiques
Le tableau 2 énumère les exigences de propriétés de quatre qualités de mousse de polyuréthane pour les sièges de
voiture de tourisme.
6.1.2 Tous les échantillons d'essai doivent être placés dans des conditions naturelles pendant 72 heures après la production.
le test, les échantillons doivent être conditionnés dans des conditions de test standard pendant 16h, ce qui doit être
exempt de déformation et de distorsion.
6.1.2 Tous les échantillons doivent être découpés dans la zone de contrainte d'indentation du coussin et du dossier de
l'échantillon de mousse pour les sièges de voitures particulières.
6.1.4 Tous les échantillons de mousse doivent être pré-pressurisés deux fois à 70 à 80 % de leur épaisseur avant
conditionnement ou test.
6.1.5 Pour chaque essai, il ne doit pas y avoir moins de 3 échantillons. La moyenne arithmétique de 3 essais
doivent être enregistrés. Les résultats des tests de chaque échantillon doivent satisfaire aux valeurs requises énoncées dans la présente
standard.
6.2 Performances en fatigue par martèlement à charge constante
Il doit être testé conformément à la norme GB/T 18941-2003. Sous une charge constante de 750 N, 80 000
des cycles de pression ininterrompus doivent être effectués pour réaliser l'impact de charge constant
essai de fatigue.
6.3 Dureté par pénétration
6.3.1 La méthode A de la norme GB/T 10807-2006, 7.2 doit être utilisée pour tester la dureté par indentation.
Sauf indication contraire sur le dessin de la pièce, la dureté par indentation doit être testée sur
spécimen entier.
a) Dans l'essai de dureté par indentation, le pénétrateur doit fonctionner à une vitesse constante de (100±20)
mm/min;
b) Mesurer l'épaisseur initiale sous une force de contact de 5
1 N après prépressage ;
c) Sur les pièces longues en mousse pour les sièges arrière, les valeurs de dureté par indentation mesurées à gauche
et les points de mesure corrects ne doivent pas changer de plus de 10 %.
6.3.2 L'échantillon utilisé pour l'essai de dureté par indentation doit être soutenu par une plaque de support rigide
qui doit remplir complètement les dépressions évidentes sur la surface inférieure de la mousse (surface B). Le test
la surface de la mousse supportée par la plaque de support doit être parallèle à la base du testeur en position horizontale
position. La taille minimale de la plaque de support rigide utilisée pour le support doit être de 380 mm × 380 mm.
La position d'essai de la dureté par indentation doit être marquée sur le dessin de la pièce et sur la partie supérieure.
surface d'un échantillon de mousse.
6.4 Performances de combustion
6.20 Déformation par compression après vieillissement à la chaleur humide (50%)
L'essai de vieillissement à la chaleur humide doit être effectué conformément à la norme GB/T 9640-2008, 7.2, avec un
température d'essai de 105℃ et une température relative ...
Partager