1
/
de
10
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
YY 0117.2-2005 English PDF (YY0117.2-2005)
YY 0117.2-2005 English PDF (YY0117.2-2005)
Prix habituel
$110.00 USD
Prix habituel
Prix promotionnel
$110.00 USD
Prix unitaire
/
par
Frais d'expédition calculés à l'étape de paiement.
Impossible de charger la disponibilité du service de retrait
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click YY 0117.2-2005
Historical versions: YY 0117.2-2005
Preview True-PDF (Reload/Scroll if blank)
YY 0117.2-2005: Implants for surgery. Forgings, castings for bone joint prostheses. ZTi6A14V titanium alloy castings
YY 0117.2-2005
YY
PHARMACEUTICALS INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
ICS 11.040.40
C 35
Replacing YY 0117.2-1993
Implants for surgery - Forgings, castings for bone joint
prostheses - ZTi6Al4V titanium alloy castings
ISSUED ON: DECEMBER 07, 2005
IMPLEMENTED ON: DECEMBER 01, 2006
Issued by: National Medical Products Administration
Table of Contents
Foreword ... 3
1 Scope ... 4
2 Normative references ... 4
3 Requirements ... 4
4 Test method ... 7
5 Inspection rules ... 7
6 Quality certificate ... 9
7 Marking, packaging, transportation, storage ... 9
Appendix A (Normative) Special requirements for defect repair, repair welding and
correction of surgical implants - ZTi6Al4V titanium alloy castings for bone joint
prostheses ... 10
Implants for surgery - Forgings, castings for bone joint
prostheses - ZTi6Al4V titanium alloy castings
1 Scope
This Part of YY 0117 specifies the requirements, test methods, inspection rules, quality
certification, marking and packaging of implants for surgery - forgings, castings for
bone joint prostheses - ZTi6Al4V titanium alloy castings.
This Part applies to the production and acceptance of ZTi6Al4V titanium alloy castings
for bone joint prosthesis.
2 Normative references
The provisions in following documents become the provisions of this Part through
reference in this Part of YY 0117. For the dated references, the subsequent amendments
(excluding corrections) or revisions do not apply to this Part; however, parties who
reach an agreement based on this Part are encouraged to study if the latest versions of
these documents are applicable. For undated references, the latest edition of the
referenced document applies.
GB/T 228 Metallic materials - Tensile testing at ambient temperature (GB/T 228-
2000, eqv ISO 6892:1998)
GB/T 4698 Chemical analysis methods for titanium and titanium alloys
YY 0341 General technological requirements for non-active metallic surgical
implants for osteosynthesis
HB/Z 60 X-ray radiographic inspection
HB 5448 Titanium and titanium alloy investment castings
HB 6103 Dimensional tolerances of castings
HB 6573 Standard reference radiographs for investment steel castings
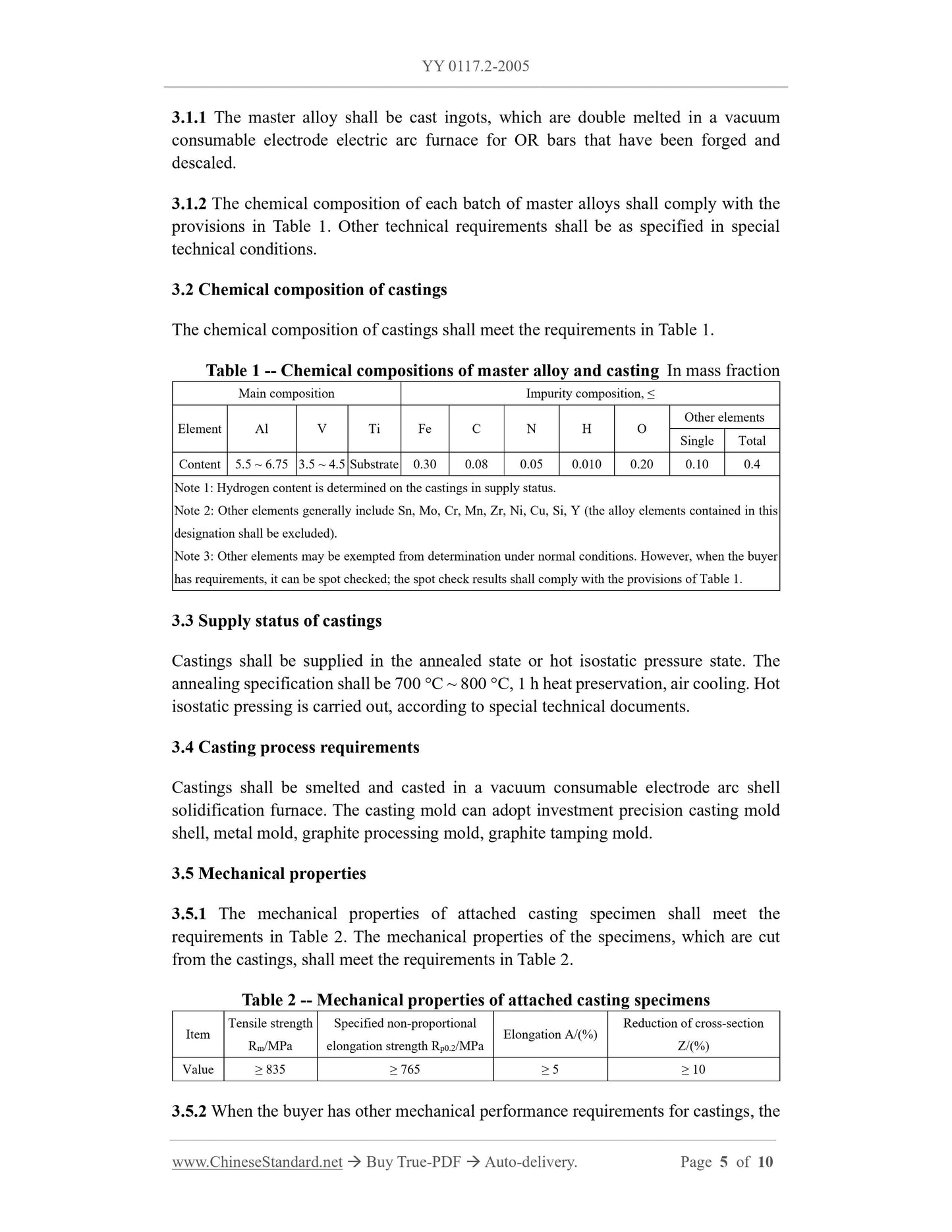
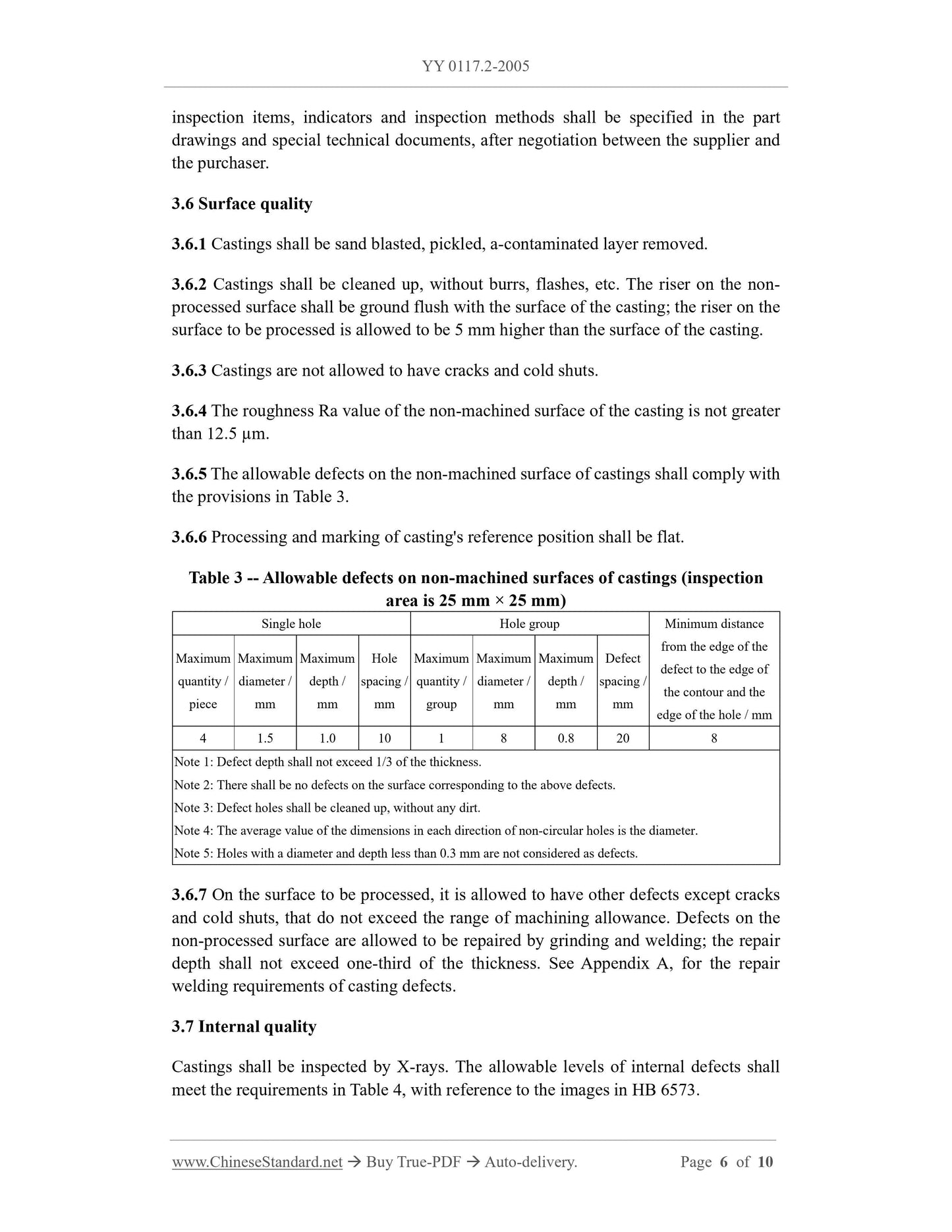
3 Requirements
3.1 Master alloy
process for not more than 10 smelting furnaces.
5.2 Chemical analysis
5.2.1 Specimens can be cut from cast test bars, casting systems or castings.
5.2.2 Take a specimen from each batch of castings for analysis. When the analysis result
is unqualified, it is allowed to retake the specimen, from the test bar, casting system or
casting that is sampled for the first time, to retest the unqualified elements. If the re-test
results are still unqualified, samples shall be taken from furnace one by one for analysis
of all items. The castings of unqualified furnace numbers shall be disqualified.
5.3 Mechanical properties
5.3.1 The mechanical properties of castings can be tested, by using the attached casting
specimens OR cutting specimens from castings. It shall be inspected according to the
requirements of 3.5.
5.3.2 Take two tensile specimens from each furnace batch of castings; inspect them
according to the requirements in Table 2.
5.3.3 When one specimen is unqualified in the test results, it is allowed to take double
quantity of specimens from the same batch of castings for re-inspection. If the re-
inspection result still has one disqualified piece, it is allowed to take specimen from
each furnace for test. The castings from unqualified furnaces are disqualified.
5.3.4 Tensile specimens for mechanical performance testing shall, according to the
provisions of GB/T 228, select a proportioned specimen, which has a diameter of Φ5
mm and a gauge length of 25 mm.
5.4 Surface quality
Castings shall be 100% inspected for surface quality, according to the requirements of
3.6.
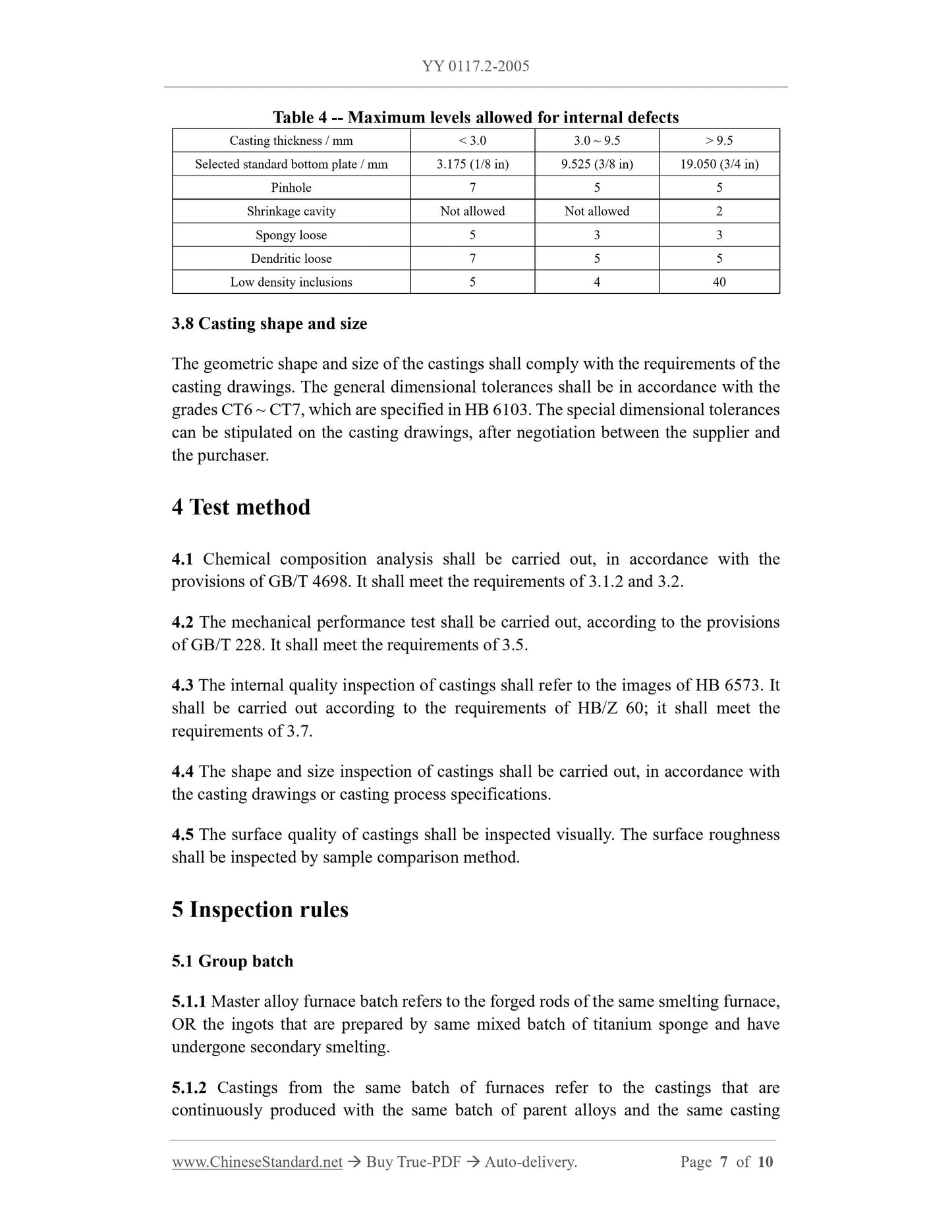
5.5 Internal quality
5.5.1 Castings shall be 100% X-ray inspected, according to the requirements in Table
4.
5.5.2 When the buyer requires metallographic inspection, the inspection shall be carried
out, according to the special technical documents as negotiated by the supplier and the
buyer.
5.6 Casting shape and size
The shape and size of castings are 100% inspected, according to the requirements of
3.8.
5.7 Correction and repair welding
See Appendix A, for the correction and repair welding inspection requirements of
casting defects. It is carried out, according to the special technical documents, as
negotiated between the supplier and the purchaser.
6 Quality certificate
Each batch (number) of castings shall be accompanied by a quality inspection report.
The report shall state the following: supplier name, casting name (code), alloy
designation, furnace batch number of castings, supply status of castings, quantity of
castings, inspection results of casting numbers, this standard number, date of exit-
factory, etc.
7 Marking, packaging, transportation, storage
7.1 Marking
Steel stamps are not allowed on the castings; however, the steel number (referring to
the casting number) can be printed on the gate or riser of the casting.
7.2 Packaging, transportation, storage
7.2.1 Castings shall be packed well. The same batch of castings shall be packaged in
the same package, to prevent mechanical damage, surface pollution, deformation and
other influences, during transportation. The package shall indicate the making
organization, address, zip code, casting name, material designation, furnace batch
number, casting quantity, etc.
7.2.2 The requirements for preventing mechanical damage shall be indicated during the
transportation of castings.
7.2.3 Pollution, corrosion and rust shall be prevented during the storage of castings; it
shall be stored in a neat and orderly manner.
Get QUOTATION in 1-minute: Click YY 0117.2-2005
Historical versions: YY 0117.2-2005
Preview True-PDF (Reload/Scroll if blank)
YY 0117.2-2005: Implants for surgery. Forgings, castings for bone joint prostheses. ZTi6A14V titanium alloy castings
YY 0117.2-2005
YY
PHARMACEUTICALS INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
ICS 11.040.40
C 35
Replacing YY 0117.2-1993
Implants for surgery - Forgings, castings for bone joint
prostheses - ZTi6Al4V titanium alloy castings
ISSUED ON: DECEMBER 07, 2005
IMPLEMENTED ON: DECEMBER 01, 2006
Issued by: National Medical Products Administration
Table of Contents
Foreword ... 3
1 Scope ... 4
2 Normative references ... 4
3 Requirements ... 4
4 Test method ... 7
5 Inspection rules ... 7
6 Quality certificate ... 9
7 Marking, packaging, transportation, storage ... 9
Appendix A (Normative) Special requirements for defect repair, repair welding and
correction of surgical implants - ZTi6Al4V titanium alloy castings for bone joint
prostheses ... 10
Implants for surgery - Forgings, castings for bone joint
prostheses - ZTi6Al4V titanium alloy castings
1 Scope
This Part of YY 0117 specifies the requirements, test methods, inspection rules, quality
certification, marking and packaging of implants for surgery - forgings, castings for
bone joint prostheses - ZTi6Al4V titanium alloy castings.
This Part applies to the production and acceptance of ZTi6Al4V titanium alloy castings
for bone joint prosthesis.
2 Normative references
The provisions in following documents become the provisions of this Part through
reference in this Part of YY 0117. For the dated references, the subsequent amendments
(excluding corrections) or revisions do not apply to this Part; however, parties who
reach an agreement based on this Part are encouraged to study if the latest versions of
these documents are applicable. For undated references, the latest edition of the
referenced document applies.
GB/T 228 Metallic materials - Tensile testing at ambient temperature (GB/T 228-
2000, eqv ISO 6892:1998)
GB/T 4698 Chemical analysis methods for titanium and titanium alloys
YY 0341 General technological requirements for non-active metallic surgical
implants for osteosynthesis
HB/Z 60 X-ray radiographic inspection
HB 5448 Titanium and titanium alloy investment castings
HB 6103 Dimensional tolerances of castings
HB 6573 Standard reference radiographs for investment steel castings
3 Requirements
3.1 Master alloy
process for not more than 10 smelting furnaces.
5.2 Chemical analysis
5.2.1 Specimens can be cut from cast test bars, casting systems or castings.
5.2.2 Take a specimen from each batch of castings for analysis. When the analysis result
is unqualified, it is allowed to retake the specimen, from the test bar, casting system or
casting that is sampled for the first time, to retest the unqualified elements. If the re-test
results are still unqualified, samples shall be taken from furnace one by one for analysis
of all items. The castings of unqualified furnace numbers shall be disqualified.
5.3 Mechanical properties
5.3.1 The mechanical properties of castings can be tested, by using the attached casting
specimens OR cutting specimens from castings. It shall be inspected according to the
requirements of 3.5.
5.3.2 Take two tensile specimens from each furnace batch of castings; inspect them
according to the requirements in Table 2.
5.3.3 When one specimen is unqualified in the test results, it is allowed to take double
quantity of specimens from the same batch of castings for re-inspection. If the re-
inspection result still has one disqualified piece, it is allowed to take specimen from
each furnace for test. The castings from unqualified furnaces are disqualified.
5.3.4 Tensile specimens for mechanical performance testing shall, according to the
provisions of GB/T 228, select a proportioned specimen, which has a diameter of Φ5
mm and a gauge length of 25 mm.
5.4 Surface quality
Castings shall be 100% inspected for surface quality, according to the requirements of
3.6.
5.5 Internal quality
5.5.1 Castings shall be 100% X-ray inspected, according to the requirements in Table
4.
5.5.2 When the buyer requires metallographic inspection, the inspection shall be carried
out, according to the special technical documents as negotiated by the supplier and the
buyer.
5.6 Casting shape and size
The shape and size of castings are 100% inspected, according to the requirements of
3.8.
5.7 Correction and repair welding
See Appendix A, for the correction and repair welding inspection requirements of
casting defects. It is carried out, according to the special technical documents, as
negotiated between the supplier and the purchaser.
6 Quality certificate
Each batch (number) of castings shall be accompanied by a quality inspection report.
The report shall state the following: supplier name, casting name (code), alloy
designation, furnace batch number of castings, supply status of castings, quantity of
castings, inspection results of casting numbers, this standard number, date of exit-
factory, etc.
7 Marking, packaging, transportation, storage
7.1 Marking
Steel stamps are not allowed on the castings; however, the steel number (referring to
the casting number) can be printed on the gate or riser of the casting.
7.2 Packaging, transportation, storage
7.2.1 Castings shall be packed well. The same batch of castings shall be packaged in
the same package, to prevent mechanical damage, surface pollution, deformation and
other influences, during transportation. The package shall indicate the making
organization, address, zip code, casting name, material designation, furnace batch
number, casting quantity, etc.
7.2.2 The requirements for preventing mechanical damage shall be indicated during the
transportation of castings.
7.2.3 Pollution, corrosion and rust shall be prevented during the storage of castings; it
shall be stored in a neat and orderly manner.
Share