1
/
de
12
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
YY 1001.1-2004 Anglais PDF (YY1001.1-2004)
YY 1001.1-2004 Anglais PDF (YY1001.1-2004)
Prix habituel
$120.00 USD
Prix habituel
Prix promotionnel
$120.00 USD
Prix unitaire
/
par
Frais d'expédition calculés à l'étape de paiement.
Impossible de charger la disponibilité du service de retrait
Livraison : 3 secondes. Télécharger le vrai PDF + Facture.
Obtenez un DEVIS en 1 minute : Cliquez sur YY 1001.1-2004
Versions historiques : YY 1001.1-2004
Aperçu True-PDF (Recharger/Défiler si vide)
YY 1001.1-2004 : Seringues en verre - Partie 1 : Seringues entièrement en verre
Année civile 1001.1-2004
Oui
ICS 11.040.20
C 31
NORME DE L'INDUSTRIE
DE LA RÉPUBLIQUE POPULAIRE DE CHINE
Remplacement de YY/T 91001-1999
Seringues en verre - Partie 1. Seringues entièrement en verre
PUBLIÉ LE 10 OCTOBRE 2004
EN VIGUEUR LE 1ER SEPTEMBRE 2005
Publié par l'Administration nationale des aliments et des médicaments
Table des matières
Avant-propos ... 3
1 Portée ... 5
2 Références normatives ... 5
3 Termes et définitions ... 5
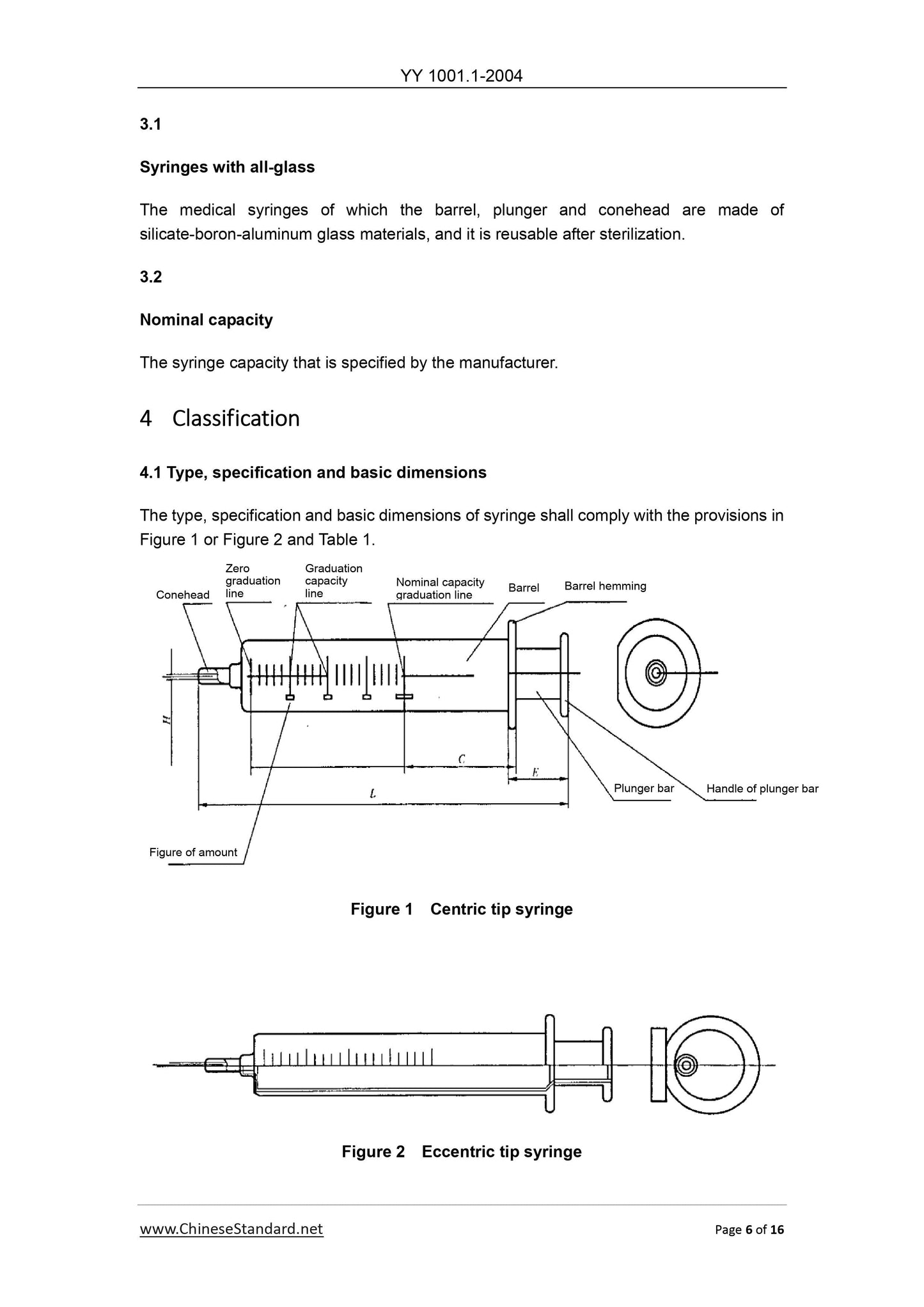
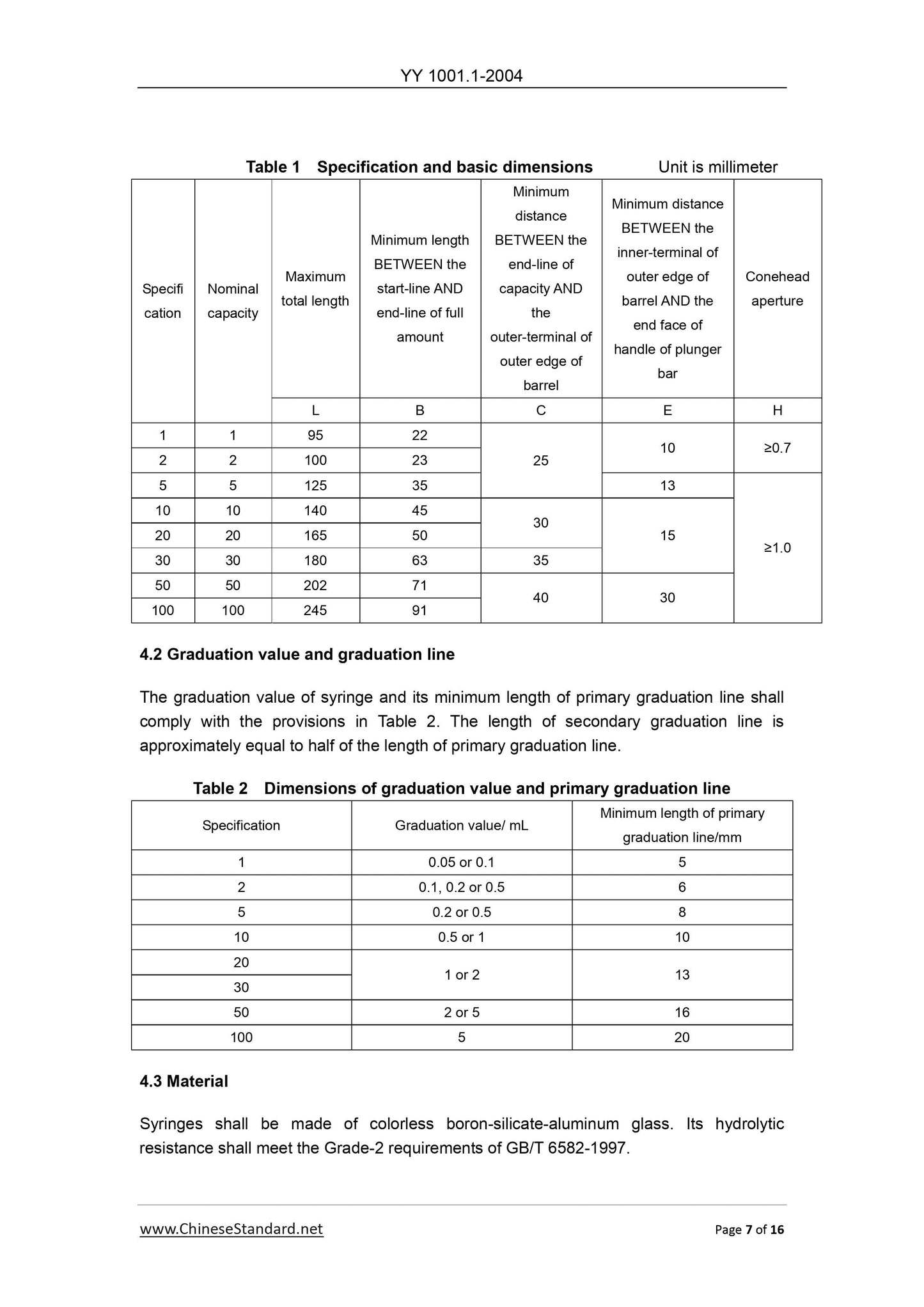
4 Classement ... 6
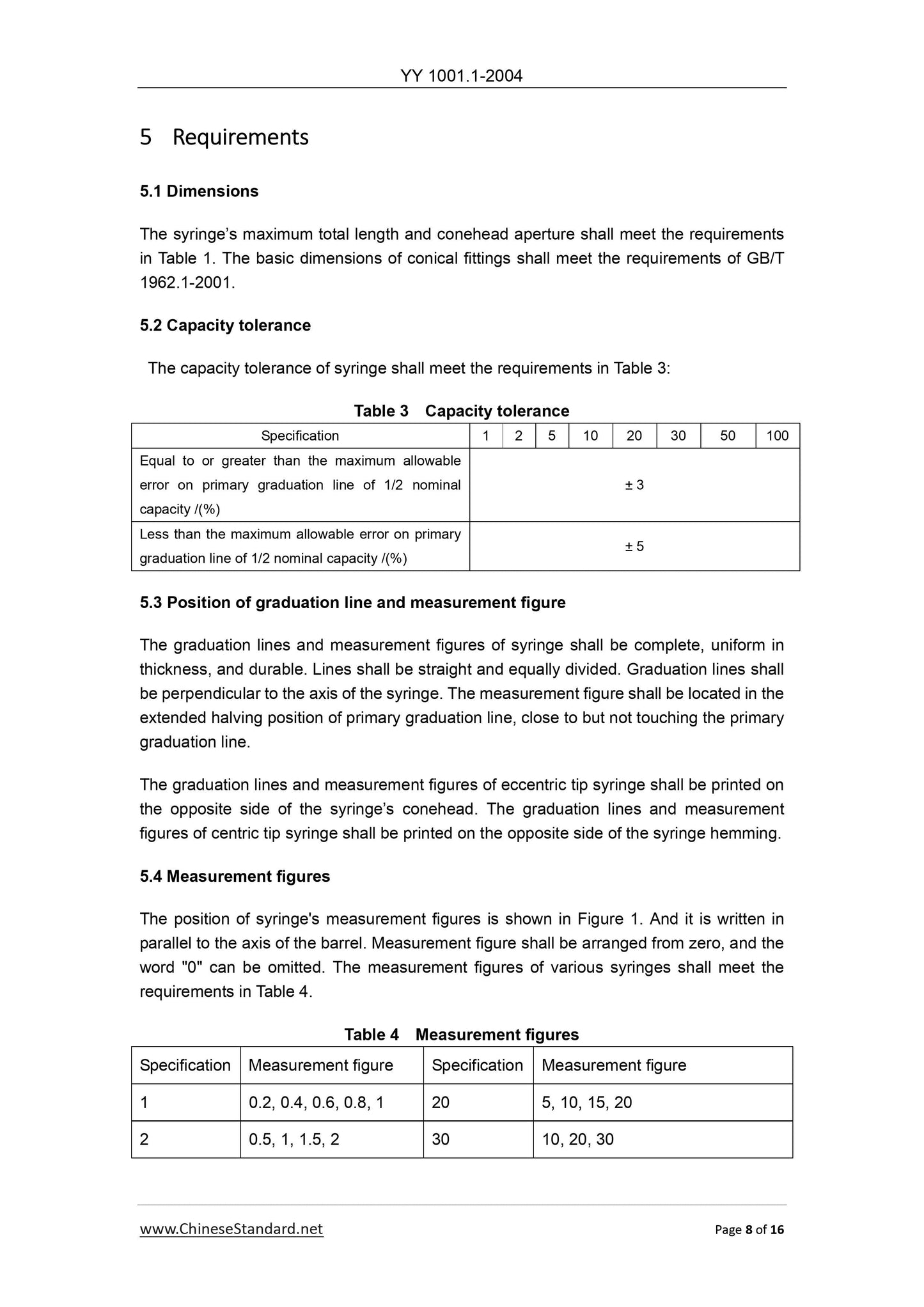
5 Exigences ... 8
6 Méthodes d'essai ... 10
7 Règles d'inspection ... 12
8 Marques et instructions ... 13
9 Emballage, transport et stockage ... 15
Avant-propos
Les seringues en verre YY1001 sont composées de 2 parties ci-dessous.
— Partie 1. Seringues entièrement en verre ;
— Partie 2. Seringues bleues entièrement en verre.
Ceci est la partie 1 de YY 1001.
Cette partie n'est pas équivalente à la norme ISO 595-1.1986 « Verres réutilisables tout verre ou verre et métal ».
Seringues à usage médical. Partie 1. Dimensions" et ISO 595-2.1987 "Seringues réutilisables entièrement en verre ou
Seringues en métal et en verre à usage médical. Partie 2. Structure, exigences de performance
et Tests" (version anglaise).
Les principales différences techniques entre cette partie et la norme ISO non équivalente
sont les suivantes.
— L'indicateur de tolérance de capacité de la seringue et l'indicateur d'étanchéité entre le corps
et le piston dans cette partie sont plus élevés que les dispositions partielles de l'ISO.
— Par rapport à la norme ISO, cette partie ajoute l'indicateur de fermeté de fusion entre
seringue et tête conique, et indicateur de la quantité de liquide résiduel.
Cette partie est la version révisée de YY91001-1999. Les principales différences techniques entre
cette partie et YY 91001-1999 sont les suivantes.
— Cette partie précise explicitement que les seringues entièrement en verre sont fabriquées en silicium-bore
aluminium et spécifie l'indicateur de résistance hydrolytique. YY91001-1999 uniquement
spécifie les indicateurs de résistance aux acides, aux alcalis et à l'hydrolyse.
— Cette pièce nécessite un test de choc thermique unique. YY 91001-1999 nécessite 5 tests de choc thermique
tests de choc.
— La longueur de la tête conique et la taille de l'ouverture dans YY 91001-1999 sont divisées en 3 types -
grande, moyenne et petite. La tête conique de la seringue dans cette pièce doit être conforme à la norme GB/T
1962.1-2001 « Les raccords coniques avec une conicité de 6 % (Luer) pour seringues, aiguilles et
Certains autres équipements médicaux - Partie 1. Exigences générales
— Dans la norme YY 91001-1999, la profondeur de pénétration d'impression adopte une méthode de mesure ; dans ce cas
partie, il adopte un test de gravure sur verre.
— Cette partie supprime l’inspection lot par lot et spécifie l’inspection périodique.
— Cette partie révise le supplément aux défauts d'apparence mineurs dans YY 91001-1999, et
ajoute directement des exigences aux conditions standard.
— Cette partie supprime les indicateurs de niveau de qualité de conformité de l'inspection individuelle
articles.
— Cette partie supprime les indicateurs de classification.
Cette partie remplace YY91001-1999 à compter de la date de mise en œuvre et YY 91001-1999
sera abolie simultanément.
Cette partie a été proposée par la State Food and Drug Administration.
Cette partie relève de la compétence du Comité technique national sur les injecteurs
Objectif médical de l'Administration de normalisation de Chine.
Organisations de rédaction de cette partie. Usine de seringues pour la paix de Ningbo et Shanghai Testing and
Institut d'inspection des dispositifs médicaux.
Principaux rédacteurs de cette partie : Zhao Cuidi, Jiang Juling et Weng Bingnai.
Les parties historiques remplacées par cette partie sont.
— GB 1959-1959, GB 1959-1980, GB 1959-1988 ;
— GBn 208-1983.
Seringues en verre - Partie 1. Seringues entièrement en verre
1 Portée
La présente partie de la norme YY 1001 spécifie la classification, la terminologie, les exigences, les méthodes d'essai,
règles d'inspection, panneaux, instructions et exigences en matière d'emballage, de transport et
stockage de seringues tout en verre.
La présente partie s'applique aux seringues entièrement en verre (ci-après dénommées seringues).
le produit est destiné à l'injection sous-cutanée, intramusculaire et intraveineuse de liquide et
extraction de liquide, etc. après l'installation de l'aiguille d'injection.
2 Références normatives
Les articles contenus dans les documents suivants font désormais partie de cette partie lorsqu'ils
sont cités ici. Pour les documents datés ainsi cités, toutes les modifications (à l'exclusion
corrections) ou les révisions apportées ultérieurement ne s'appliquent pas à la présente partie.
documents non datés ainsi cités, les dernières éditions seront applicables à cette partie.
GB/T 191-2000 Emballage - Marquage pictural pour la manutention des marchandises
GB/T1962.1-2001 Raccords coniques avec une conicité de 6 % (Luer) pour seringues, aiguilles
et certains autres équipements médicaux Partie 1. Exigences générales
GB/T 2829-2002 Procédures d'échantillonnage et tableaux pour l'inspection périodique par
Attributs (s'appliquent à l'inspection de la stabilité du processus)
GB/T 6582-1997 Verre - Résistance hydrolytique des grains de verre à 98 ℃ - Méthode de
Essai et classification
GB/T 9969.1-1998 Principes généraux pour la préparation des instructions d'utilisation
Produits industriels
YY 91017 Méthode d'essai de fuite entre le cylindre et le piston du verre médical
Seringues
3 Termes et définitions
Les termes et définitions suivants s’appliquent à cette partie de YY 1001.
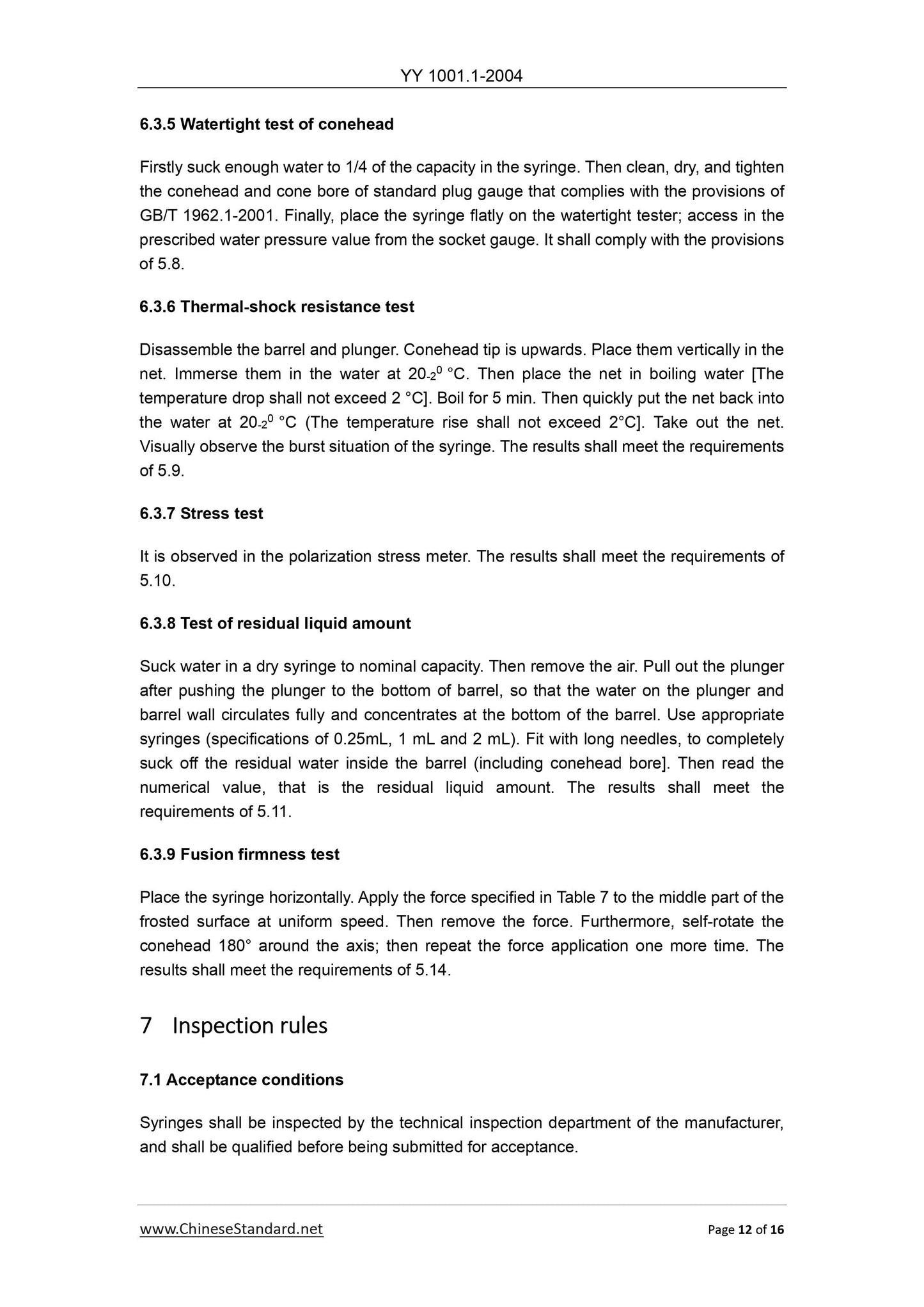
6.3.5 Essai d'étanchéité de la tête conique
Commencez par aspirer suffisamment d'eau pour atteindre 1/4 de la capacité de la seringue. Ensuite, nettoyez, séchez et serrez
la tête conique et l'alésage conique de la jauge à bouchon standard qui est conforme aux dispositions de
GB/T 1962.1-2001. Enfin, placez la seringue à plat sur le testeur d'étanchéité ; accédez à l'
valeur de pression d'eau prescrite à partir du manomètre à douille. Elle doit être conforme aux dispositions
de 5,8.
6.3.6 Essai de résistance aux chocs thermiques
Démontez le canon et le piston. La pointe conique est vers le haut. Placez-les verticalement dans le
filet. Plongez-les dans l'eau à 20-20 °C. Placez ensuite le filet dans l'eau bouillante [Le
la chute de température ne doit pas dépasser 2 °C]. Faire bouillir pendant 5 min. Puis remettre rapidement le filet dans
l'eau à 20-20 °C (La montée en température ne doit pas dépasser 2°C]. Sortez le filet.
Observer visuellement la situation d'éclatement de la seringue. Les résultats doivent être conformes aux exigences
de 5,9.
6.3.7 Test de résistance
On l'observe dans le mesureur de contrainte de polarisation. Les résultats doivent répondre aux exigences de
5.10.
6.3.8 Test de la quantité de liquide résiduel
Aspirez de l'eau dans une seringue sèche jusqu'à la capacité nominale. Puis éliminez l'air. Retirez le piston
après avoir poussé le piston jusqu'au fond du barillet, de sorte que l'eau sur le piston et
la paroi du baril circule entièrement et se concentre au fond du baril. Utilisez des
seringues (spécifications de 0,25 ml, 1 ml et 2 ml). Adaptées aux aiguilles longues, pour un remplissage complet
aspirer l'eau résiduelle à l'intérieur du canon (y compris l'alésage conique]. Lisez ensuite le
valeur numérique, c'est-à-dire la quantité de liquide résiduel. Les résultats doivent être conformes aux
exigences de la norme 5.11.
6.3.9 Test de fermeté de fusion
Placez la seringue horizontalement. Appliquez la force spécifiée dans le tableau 7 sur la partie centrale de la seringue.
surface givrée à vitesse uniforme. Ensuite, supprimez la force. De plus, faites tourner automatiquement le
tête conique à 180° autour de l'axe ; puis répétez l'application de la force une fois de plus.
les résultats doivent satisfaire aux exigences de 5.14.
7 Règles d'inspection
7.1 Conditions d'acceptation
Les seringues doivent être inspectées par le service de contrôle technique du fabricant,
et doivent être qualifiés avant d’être soumis à l’acceptation.
8.1.1 Chaque seringue doit être marquée de la marque du fabricant.
8.1.2 Les boîtes d’emballage de taille moyenne et petite doivent être marquées avec les marques suivantes.
a) Nom, marque et adresse du fabricant ;
b) Nom du produit;
c) Spécification;
d) Quantité ;
e) Numéro de norme du produit ;
Obtenez un DEVIS en 1 minute : Cliquez sur YY 1001.1-2004
Versions historiques : YY 1001.1-2004
Aperçu True-PDF (Recharger/Défiler si vide)
YY 1001.1-2004 : Seringues en verre - Partie 1 : Seringues entièrement en verre
Année civile 1001.1-2004
Oui
ICS 11.040.20
C 31
NORME DE L'INDUSTRIE
DE LA RÉPUBLIQUE POPULAIRE DE CHINE
Remplacement de YY/T 91001-1999
Seringues en verre - Partie 1. Seringues entièrement en verre
PUBLIÉ LE 10 OCTOBRE 2004
EN VIGUEUR LE 1ER SEPTEMBRE 2005
Publié par l'Administration nationale des aliments et des médicaments
Table des matières
Avant-propos ... 3
1 Portée ... 5
2 Références normatives ... 5
3 Termes et définitions ... 5
4 Classement ... 6
5 Exigences ... 8
6 Méthodes d'essai ... 10
7 Règles d'inspection ... 12
8 Marques et instructions ... 13
9 Emballage, transport et stockage ... 15
Avant-propos
Les seringues en verre YY1001 sont composées de 2 parties ci-dessous.
— Partie 1. Seringues entièrement en verre ;
— Partie 2. Seringues bleues entièrement en verre.
Ceci est la partie 1 de YY 1001.
Cette partie n'est pas équivalente à la norme ISO 595-1.1986 « Verres réutilisables tout verre ou verre et métal ».
Seringues à usage médical. Partie 1. Dimensions" et ISO 595-2.1987 "Seringues réutilisables entièrement en verre ou
Seringues en métal et en verre à usage médical. Partie 2. Structure, exigences de performance
et Tests" (version anglaise).
Les principales différences techniques entre cette partie et la norme ISO non équivalente
sont les suivantes.
— L'indicateur de tolérance de capacité de la seringue et l'indicateur d'étanchéité entre le corps
et le piston dans cette partie sont plus élevés que les dispositions partielles de l'ISO.
— Par rapport à la norme ISO, cette partie ajoute l'indicateur de fermeté de fusion entre
seringue et tête conique, et indicateur de la quantité de liquide résiduel.
Cette partie est la version révisée de YY91001-1999. Les principales différences techniques entre
cette partie et YY 91001-1999 sont les suivantes.
— Cette partie précise explicitement que les seringues entièrement en verre sont fabriquées en silicium-bore
aluminium et spécifie l'indicateur de résistance hydrolytique. YY91001-1999 uniquement
spécifie les indicateurs de résistance aux acides, aux alcalis et à l'hydrolyse.
— Cette pièce nécessite un test de choc thermique unique. YY 91001-1999 nécessite 5 tests de choc thermique
tests de choc.
— La longueur de la tête conique et la taille de l'ouverture dans YY 91001-1999 sont divisées en 3 types -
grande, moyenne et petite. La tête conique de la seringue dans cette pièce doit être conforme à la norme GB/T
1962.1-2001 « Les raccords coniques avec une conicité de 6 % (Luer) pour seringues, aiguilles et
Certains autres équipements médicaux - Partie 1. Exigences générales
— Dans la norme YY 91001-1999, la profondeur de pénétration d'impression adopte une méthode de mesure ; dans ce cas
partie, il adopte un test de gravure sur verre.
— Cette partie supprime l’inspection lot par lot et spécifie l’inspection périodique.
— Cette partie révise le supplément aux défauts d'apparence mineurs dans YY 91001-1999, et
ajoute directement des exigences aux conditions standard.
— Cette partie supprime les indicateurs de niveau de qualité de conformité de l'inspection individuelle
articles.
— Cette partie supprime les indicateurs de classification.
Cette partie remplace YY91001-1999 à compter de la date de mise en œuvre et YY 91001-1999
sera abolie simultanément.
Cette partie a été proposée par la State Food and Drug Administration.
Cette partie relève de la compétence du Comité technique national sur les injecteurs
Objectif médical de l'Administration de normalisation de Chine.
Organisations de rédaction de cette partie. Usine de seringues pour la paix de Ningbo et Shanghai Testing and
Institut d'inspection des dispositifs médicaux.
Principaux rédacteurs de cette partie : Zhao Cuidi, Jiang Juling et Weng Bingnai.
Les parties historiques remplacées par cette partie sont.
— GB 1959-1959, GB 1959-1980, GB 1959-1988 ;
— GBn 208-1983.
Seringues en verre - Partie 1. Seringues entièrement en verre
1 Portée
La présente partie de la norme YY 1001 spécifie la classification, la terminologie, les exigences, les méthodes d'essai,
règles d'inspection, panneaux, instructions et exigences en matière d'emballage, de transport et
stockage de seringues tout en verre.
La présente partie s'applique aux seringues entièrement en verre (ci-après dénommées seringues).
le produit est destiné à l'injection sous-cutanée, intramusculaire et intraveineuse de liquide et
extraction de liquide, etc. après l'installation de l'aiguille d'injection.
2 Références normatives
Les articles contenus dans les documents suivants font désormais partie de cette partie lorsqu'ils
sont cités ici. Pour les documents datés ainsi cités, toutes les modifications (à l'exclusion
corrections) ou les révisions apportées ultérieurement ne s'appliquent pas à la présente partie.
documents non datés ainsi cités, les dernières éditions seront applicables à cette partie.
GB/T 191-2000 Emballage - Marquage pictural pour la manutention des marchandises
GB/T1962.1-2001 Raccords coniques avec une conicité de 6 % (Luer) pour seringues, aiguilles
et certains autres équipements médicaux Partie 1. Exigences générales
GB/T 2829-2002 Procédures d'échantillonnage et tableaux pour l'inspection périodique par
Attributs (s'appliquent à l'inspection de la stabilité du processus)
GB/T 6582-1997 Verre - Résistance hydrolytique des grains de verre à 98 ℃ - Méthode de
Essai et classification
GB/T 9969.1-1998 Principes généraux pour la préparation des instructions d'utilisation
Produits industriels
YY 91017 Méthode d'essai de fuite entre le cylindre et le piston du verre médical
Seringues
3 Termes et définitions
Les termes et définitions suivants s’appliquent à cette partie de YY 1001.
6.3.5 Essai d'étanchéité de la tête conique
Commencez par aspirer suffisamment d'eau pour atteindre 1/4 de la capacité de la seringue. Ensuite, nettoyez, séchez et serrez
la tête conique et l'alésage conique de la jauge à bouchon standard qui est conforme aux dispositions de
GB/T 1962.1-2001. Enfin, placez la seringue à plat sur le testeur d'étanchéité ; accédez à l'
valeur de pression d'eau prescrite à partir du manomètre à douille. Elle doit être conforme aux dispositions
de 5,8.
6.3.6 Essai de résistance aux chocs thermiques
Démontez le canon et le piston. La pointe conique est vers le haut. Placez-les verticalement dans le
filet. Plongez-les dans l'eau à 20-20 °C. Placez ensuite le filet dans l'eau bouillante [Le
la chute de température ne doit pas dépasser 2 °C]. Faire bouillir pendant 5 min. Puis remettre rapidement le filet dans
l'eau à 20-20 °C (La montée en température ne doit pas dépasser 2°C]. Sortez le filet.
Observer visuellement la situation d'éclatement de la seringue. Les résultats doivent être conformes aux exigences
de 5,9.
6.3.7 Test de résistance
On l'observe dans le mesureur de contrainte de polarisation. Les résultats doivent répondre aux exigences de
5.10.
6.3.8 Test de la quantité de liquide résiduel
Aspirez de l'eau dans une seringue sèche jusqu'à la capacité nominale. Puis éliminez l'air. Retirez le piston
après avoir poussé le piston jusqu'au fond du barillet, de sorte que l'eau sur le piston et
la paroi du baril circule entièrement et se concentre au fond du baril. Utilisez des
seringues (spécifications de 0,25 ml, 1 ml et 2 ml). Adaptées aux aiguilles longues, pour un remplissage complet
aspirer l'eau résiduelle à l'intérieur du canon (y compris l'alésage conique]. Lisez ensuite le
valeur numérique, c'est-à-dire la quantité de liquide résiduel. Les résultats doivent être conformes aux
exigences de la norme 5.11.
6.3.9 Test de fermeté de fusion
Placez la seringue horizontalement. Appliquez la force spécifiée dans le tableau 7 sur la partie centrale de la seringue.
surface givrée à vitesse uniforme. Ensuite, supprimez la force. De plus, faites tourner automatiquement le
tête conique à 180° autour de l'axe ; puis répétez l'application de la force une fois de plus.
les résultats doivent satisfaire aux exigences de 5.14.
7 Règles d'inspection
7.1 Conditions d'acceptation
Les seringues doivent être inspectées par le service de contrôle technique du fabricant,
et doivent être qualifiés avant d’être soumis à l’acceptation.
8.1.1 Chaque seringue doit être marquée de la marque du fabricant.
8.1.2 Les boîtes d’emballage de taille moyenne et petite doivent être marquées avec les marques suivantes.
a) Nom, marque et adresse du fabricant ;
b) Nom du produit;
c) Spécification;
d) Quantité ;
e) Numéro de norme du produit ;
Partager