1
/
dari
6
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
Q/BQB 402-2009 English PDF
Q/BQB 402-2009 English PDF
Harga reguler
$70.00 USD
Harga reguler
Harga obral
$70.00 USD
Harga satuan
/
per
Biaya pengiriman dihitung saat checkout.
Tidak dapat memuat ketersediaan pengambilan
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click Q/BQB 402-2009
Historical versions: Q/BQB 402-2009
Preview True-PDF (Reload/Scroll if blank)
Q/BQB 402-2009: Cold-rolled carbon steel and steel strip
Q/BQB 402-2009
BQB
ENTERPRISE STANDARD OF
BAOSHAN IRON AND STEEL CO., LTD
Replacing Q/BQB 402-2003, BZJ 491-2004
Continuously-cold-rolled carbon steel sheets and
strips
Table of Contents
1 Scope ... 3
2 Normative references ... 3
3 Classification and code ... 4
4 Information required for ordering ... 5
5 Dimension, shape, weight and allowable deviation ... 6
6 Technical requirements ... 6
7 Inspection and test ... 10
8 Packaging, marking and inspection documents ... 11
9 Numerical rounding rules ... 11
10 Approximate comparison of designation ... 11
Appendix A (Informative) Approximate comparison between the designations of
this standard and domestic and foreign standard ... 12
Additional information: ... 12
Continuously-cold-rolled carbon steel sheets and
strips
1 Scope
This standard specifies the classification and code, size, shape, weight,
technical requirements, inspection and test, packaging, marking and inspection
documents of continuously-cold-rolled carbon steel sheets and strips.
This standard applies to the continuously-cold-rolled carbon steel sheets and
strips (hereinafter referred to as steel sheets and strips) which have a thickness
of 0.17 mm ~ 3.5 mm as produced by Baoshan Iron and Steel Co., Ltd.
2 Normative references
The provisions in following documents become the provisions of this Standard
through reference in this Standard. For the dated references, the subsequent
amendments (excluding corrections) or revisions do not apply to this Standard;
however, parties who reach an agreement based on this Standard are
encouraged to study if the latest versions of these documents are applicable.
For undated references, the latest edition of the referenced document applies.
GB/T 222-2006 Permissible tolerances for chemical composition of steel
products
GB/T 223 Methods for chemical analysis of steel and alloys
GB/T 228-2002 Metallic materials - Tensile testing at ambient temperature
GB/T 230.1-2004 Metallic Rockwell hardness test - Part 1: Test method
(scales A, B, C, D, E, F, G, H, K, N, T)
GB/T 232-1999 Metallic materials - Bend test
GB/T 2523-2008 Measuring method of surface roughness and peak count
for cold-rolled metal sheet (strip)
GB/T 2975-1998 Steel and steel products - Location and preparation of test
pieces for mechanical testing
GB/T 4336-2002 Standard test method for spark discharge atomic emission
spectrometric analysis of carbon and low-alloy steel (routine method)
The steel used for steel sheets and steel strips is smelted by the use of an
oxygen converter.
6.3 Delivery status
6.3.1 Steel sheets and steel strips are supplied by heat treatment after
continuously-cold-rolling. The type of heat treatment shall meet the
requirements in Table 4.
6.3.2 Steel sheets and steel strips are usually supplied after coating oil. The
applied oil film shall be able to be removed by alkaline aqueous solution. Under
normal packaging, transportation, loading and unloading, and storage
conditions, the supplier shall ensure that the surface of the steel sheet and strip
does not rust within 6 months from the date of completion of manufacture.
According to the requirements of the purchaser, through negotiation between
the supplier and the purchaser, as indicated in the contract, it may also be
supplied without oil.
6.4 Mechanical properties
6.4.1 The mechanical properties of annealed and flattened steel sheets and
strips shall meet the requirements of Table 6.
6.4.2 Due to the effects of aging, the mechanical properties of steel sheets and
strips will deteriorate with the increase of storage time, such as the increase in
yield strength and tensile strength, the decrease in elongation at breaking, the
deterioration of formability, the occurrence of tensile strain marks, etc., so it is
recommended for the users to use it as soon as possible
Super-advanced
finished surface FD
The better side of the two sides of the product shall not have defects that affect
the appearance quality after painting or the appearance quality after plating; the
other side shall at least meet the requirements of FB.
6.7.3 For steel strips, because there is no opportunity to cut off the defective
part, the steel strip is allowed to be delivered with defects, but the defective part
must not exceed 6% of the total length of each roll.
6.8 Surface structure
When the surface structure is pitted (D), the average roughness Ra is controlled
by 0.6 µm < Ra ≤ 1.9 µm; when the surface structure is bright surface (B), the
average roughness Ra is controlled by Ra ≤ 0.9 µm.
7 Inspection and test
7.1 The appearance of steel sheets and strips shall be visually inspected.
7.2 The dimensions and shapes of steel sheets and strips shall be measured
by suitable measuring tools.
7.3 The r value is calculated at 15% strain. When the uniform elongation is less
than 15%, it is calculated based on the strain value at the end of the uniform
elongation.
7.4 Steel sheets and strips shall be inspected and accepted in batches. Each
inspection batch shall consist of steel sheets and strips of the same designation,
same specification, same processing state, same heat treatment system which
does not exceed 30 tons.
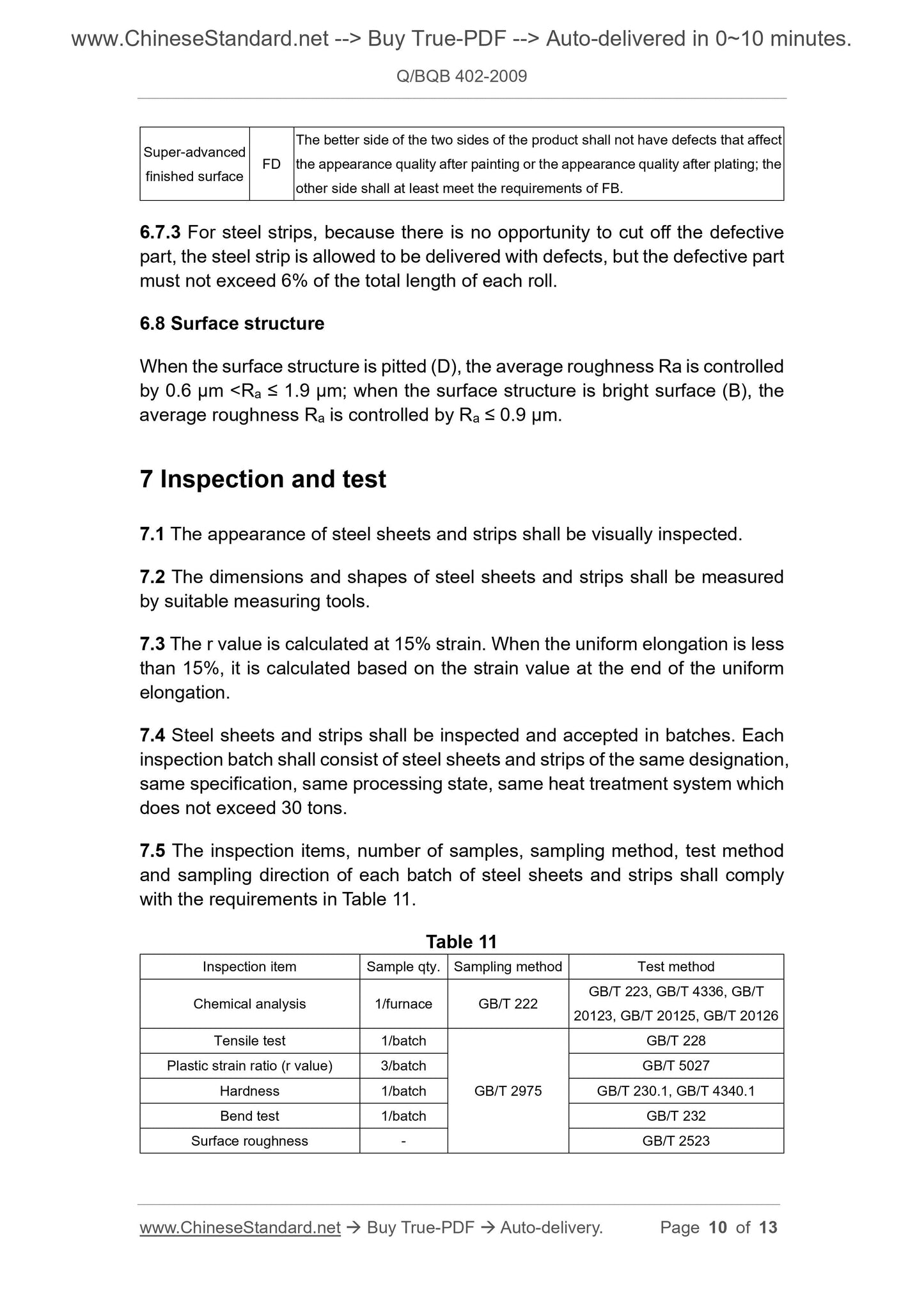
7.5 The inspection items, number of samples, sampling method, test method
and sampling direction of each batch of steel sheets and strips shall comply
with the requirements in Table 11.
Table 11
Inspection item Sample qty. Sampling method Test method
Chemical analysis 1/furnace GB/T 222 GB/T 223, GB/T 4336, GB/T 20123, GB/T 20125, GB/T 20126
Tensile test 1/batch
GB/T 2975
GB/T 228
Plastic strain ratio (r value) 3/batch GB/T 5027
Hardness 1/batch GB/T 230.1, GB/T 4340.1
Bend test 1/batch GB/T 232
Surface roughness - GB/T 2523
7.6 For the tensile, plastic strain ratio (r value), hardness, bend tests, if any test
results do not meet the standard requirements, it shall double the number of
samples from the same batch and re-test the unqualified item. If the retest
results (including all indicators required for the test of this item) are qualified,
the entire batch is qualified. Even though one indicator of the retest results
(including all indicators required for the test of the item) fails, the retest is
unqualified. If the retest is unqualified, the single piece that had been subjected
to the test and the test result is unqualified shall not be accepted, but single
piece in this batch of materials that does not subject to test may be submitted
again for test and acceptance.
8 Packaging, marking and inspection documents
The packaging, marking and inspection documents of steel sheets and strips
shall comply with Q/BQB 400. If the purchaser has special requirements for the
weight of the package, it shall be specified in the contract.
9 Numerical rounding rules
Numerical rounding rules shall comply with the provisions of GB/T 8170.
10 Approximate comparison of designation
The approximate comparison between the designations of this standard and
domestic and foreign standard is as shown in Appendix A.
Get QUOTATION in 1-minute: Click Q/BQB 402-2009
Historical versions: Q/BQB 402-2009
Preview True-PDF (Reload/Scroll if blank)
Q/BQB 402-2009: Cold-rolled carbon steel and steel strip
Q/BQB 402-2009
BQB
ENTERPRISE STANDARD OF
BAOSHAN IRON AND STEEL CO., LTD
Replacing Q/BQB 402-2003, BZJ 491-2004
Continuously-cold-rolled carbon steel sheets and
strips
Table of Contents
1 Scope ... 3
2 Normative references ... 3
3 Classification and code ... 4
4 Information required for ordering ... 5
5 Dimension, shape, weight and allowable deviation ... 6
6 Technical requirements ... 6
7 Inspection and test ... 10
8 Packaging, marking and inspection documents ... 11
9 Numerical rounding rules ... 11
10 Approximate comparison of designation ... 11
Appendix A (Informative) Approximate comparison between the designations of
this standard and domestic and foreign standard ... 12
Additional information: ... 12
Continuously-cold-rolled carbon steel sheets and
strips
1 Scope
This standard specifies the classification and code, size, shape, weight,
technical requirements, inspection and test, packaging, marking and inspection
documents of continuously-cold-rolled carbon steel sheets and strips.
This standard applies to the continuously-cold-rolled carbon steel sheets and
strips (hereinafter referred to as steel sheets and strips) which have a thickness
of 0.17 mm ~ 3.5 mm as produced by Baoshan Iron and Steel Co., Ltd.
2 Normative references
The provisions in following documents become the provisions of this Standard
through reference in this Standard. For the dated references, the subsequent
amendments (excluding corrections) or revisions do not apply to this Standard;
however, parties who reach an agreement based on this Standard are
encouraged to study if the latest versions of these documents are applicable.
For undated references, the latest edition of the referenced document applies.
GB/T 222-2006 Permissible tolerances for chemical composition of steel
products
GB/T 223 Methods for chemical analysis of steel and alloys
GB/T 228-2002 Metallic materials - Tensile testing at ambient temperature
GB/T 230.1-2004 Metallic Rockwell hardness test - Part 1: Test method
(scales A, B, C, D, E, F, G, H, K, N, T)
GB/T 232-1999 Metallic materials - Bend test
GB/T 2523-2008 Measuring method of surface roughness and peak count
for cold-rolled metal sheet (strip)
GB/T 2975-1998 Steel and steel products - Location and preparation of test
pieces for mechanical testing
GB/T 4336-2002 Standard test method for spark discharge atomic emission
spectrometric analysis of carbon and low-alloy steel (routine method)
The steel used for steel sheets and steel strips is smelted by the use of an
oxygen converter.
6.3 Delivery status
6.3.1 Steel sheets and steel strips are supplied by heat treatment after
continuously-cold-rolling. The type of heat treatment shall meet the
requirements in Table 4.
6.3.2 Steel sheets and steel strips are usually supplied after coating oil. The
applied oil film shall be able to be removed by alkaline aqueous solution. Under
normal packaging, transportation, loading and unloading, and storage
conditions, the supplier shall ensure that the surface of the steel sheet and strip
does not rust within 6 months from the date of completion of manufacture.
According to the requirements of the purchaser, through negotiation between
the supplier and the purchaser, as indicated in the contract, it may also be
supplied without oil.
6.4 Mechanical properties
6.4.1 The mechanical properties of annealed and flattened steel sheets and
strips shall meet the requirements of Table 6.
6.4.2 Due to the effects of aging, the mechanical properties of steel sheets and
strips will deteriorate with the increase of storage time, such as the increase in
yield strength and tensile strength, the decrease in elongation at breaking, the
deterioration of formability, the occurrence of tensile strain marks, etc., so it is
recommended for the users to use it as soon as possible
Super-advanced
finished surface FD
The better side of the two sides of the product shall not have defects that affect
the appearance quality after painting or the appearance quality after plating; the
other side shall at least meet the requirements of FB.
6.7.3 For steel strips, because there is no opportunity to cut off the defective
part, the steel strip is allowed to be delivered with defects, but the defective part
must not exceed 6% of the total length of each roll.
6.8 Surface structure
When the surface structure is pitted (D), the average roughness Ra is controlled
by 0.6 µm < Ra ≤ 1.9 µm; when the surface structure is bright surface (B), the
average roughness Ra is controlled by Ra ≤ 0.9 µm.
7 Inspection and test
7.1 The appearance of steel sheets and strips shall be visually inspected.
7.2 The dimensions and shapes of steel sheets and strips shall be measured
by suitable measuring tools.
7.3 The r value is calculated at 15% strain. When the uniform elongation is less
than 15%, it is calculated based on the strain value at the end of the uniform
elongation.
7.4 Steel sheets and strips shall be inspected and accepted in batches. Each
inspection batch shall consist of steel sheets and strips of the same designation,
same specification, same processing state, same heat treatment system which
does not exceed 30 tons.
7.5 The inspection items, number of samples, sampling method, test method
and sampling direction of each batch of steel sheets and strips shall comply
with the requirements in Table 11.
Table 11
Inspection item Sample qty. Sampling method Test method
Chemical analysis 1/furnace GB/T 222 GB/T 223, GB/T 4336, GB/T 20123, GB/T 20125, GB/T 20126
Tensile test 1/batch
GB/T 2975
GB/T 228
Plastic strain ratio (r value) 3/batch GB/T 5027
Hardness 1/batch GB/T 230.1, GB/T 4340.1
Bend test 1/batch GB/T 232
Surface roughness - GB/T 2523
7.6 For the tensile, plastic strain ratio (r value), hardness, bend tests, if any test
results do not meet the standard requirements, it shall double the number of
samples from the same batch and re-test the unqualified item. If the retest
results (including all indicators required for the test of this item) are qualified,
the entire batch is qualified. Even though one indicator of the retest results
(including all indicators required for the test of the item) fails, the retest is
unqualified. If the retest is unqualified, the single piece that had been subjected
to the test and the test result is unqualified shall not be accepted, but single
piece in this batch of materials that does not subject to test may be submitted
again for test and acceptance.
8 Packaging, marking and inspection documents
The packaging, marking and inspection documents of steel sheets and strips
shall comply with Q/BQB 400. If the purchaser has special requirements for the
weight of the package, it shall be specified in the contract.
9 Numerical rounding rules
Numerical rounding rules shall comply with the provisions of GB/T 8170.
10 Approximate comparison of designation
The approximate comparison between the designations of this standard and
domestic and foreign standard is as shown in Appendix A.
Share