1
/
の
12
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
JB/T 1255-2014 英語 PDF (JBT1255-2014)
JB/T 1255-2014 英語 PDF (JBT1255-2014)
通常価格
$85.00 USD
通常価格
セール価格
$85.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: JB/T 1255-2014をクリック
過去のバージョン: JB/T 1255-2014
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
JB/T 1255-2014: 転がり軸受 - 高炭素クロム軸受鋼製部品 - 熱処理の仕様
JB/T 1255-2014
JB
業界標準の
中華人民共和国
ICS 21.100.20
J11
レコード番号。
JB/T 1255-2001 の交換
転がり軸受 - 高炭素鋼製部品
クロム軸受鋼 -
熱処理の仕様
発行日:2014年5月6日
2014年10月1日に実施
発行者:工業情報化省
中華人民共和国
目次
序文…3
1 範囲 ... 5
2 規範的参照 ... 5
3 技術要件 ... 6
4 試験方法 ... 9
付録A(参考)リングの有効壁厚と有効
ローラーの直径...17
付録B(規範)鋼材の圧縮荷重試験仕様
ボールおよび破砕荷重値 ... 19
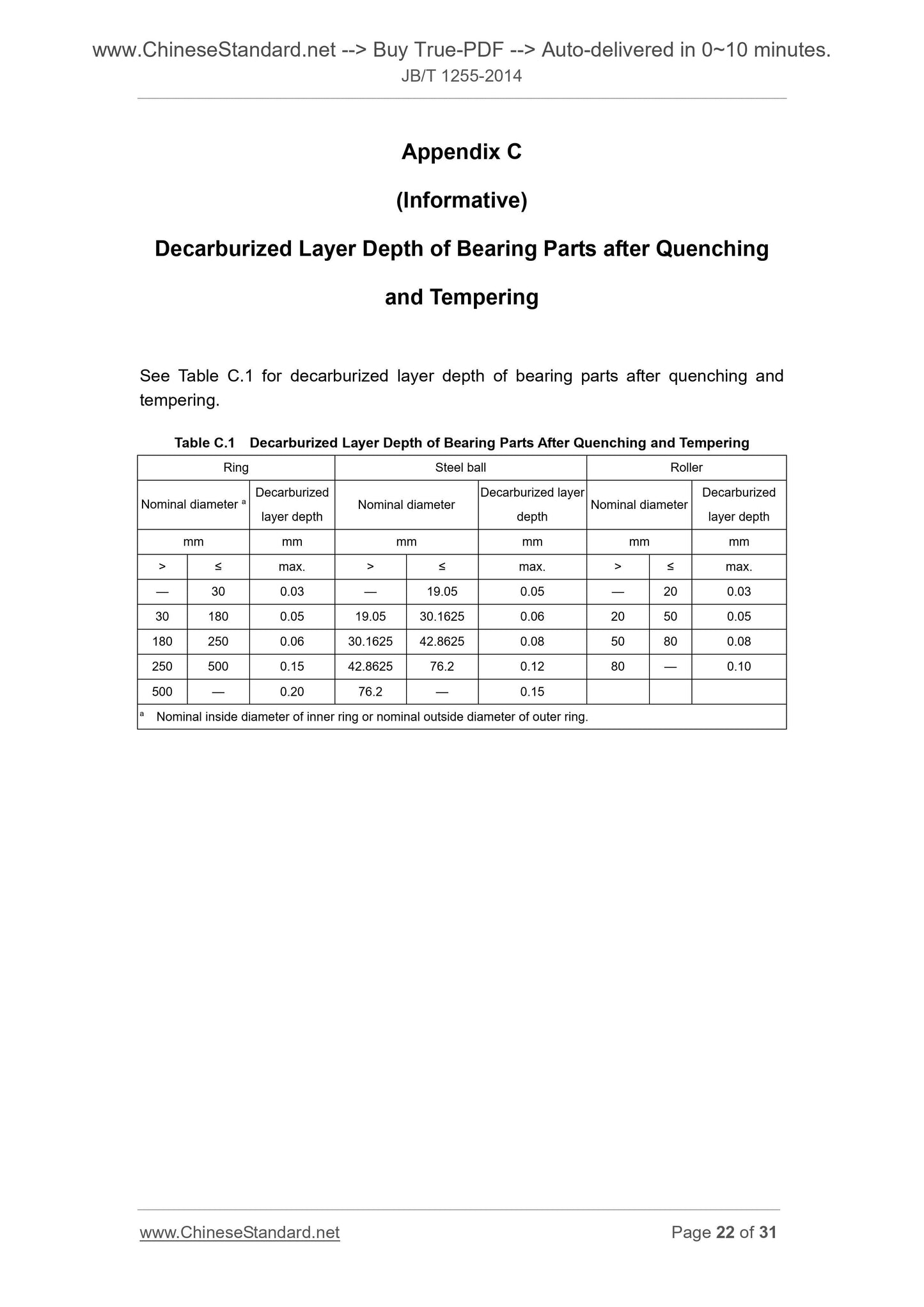
付録C(参考)ベアリング部品の脱炭層深さ
焼入れ焼戻し後…22
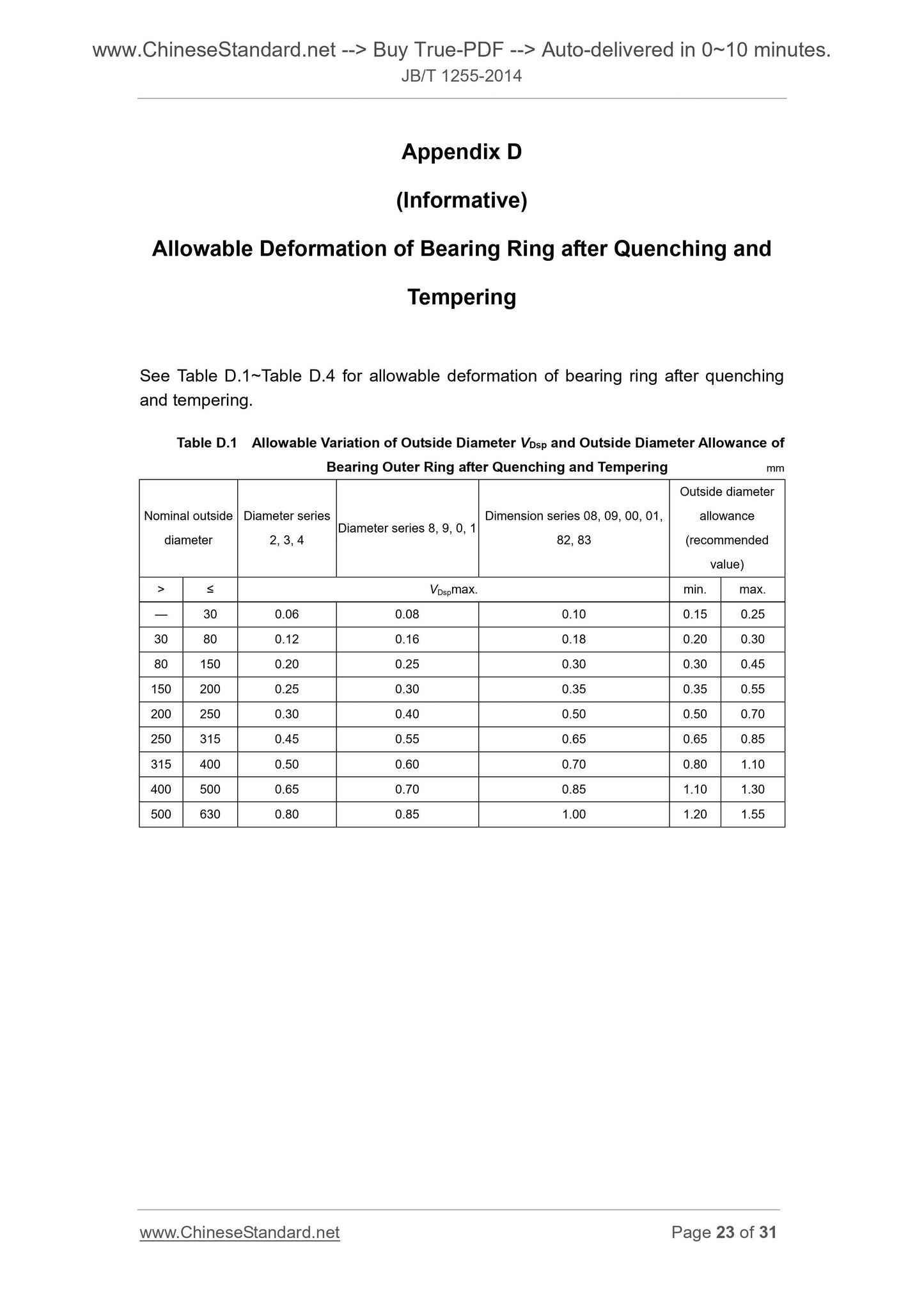
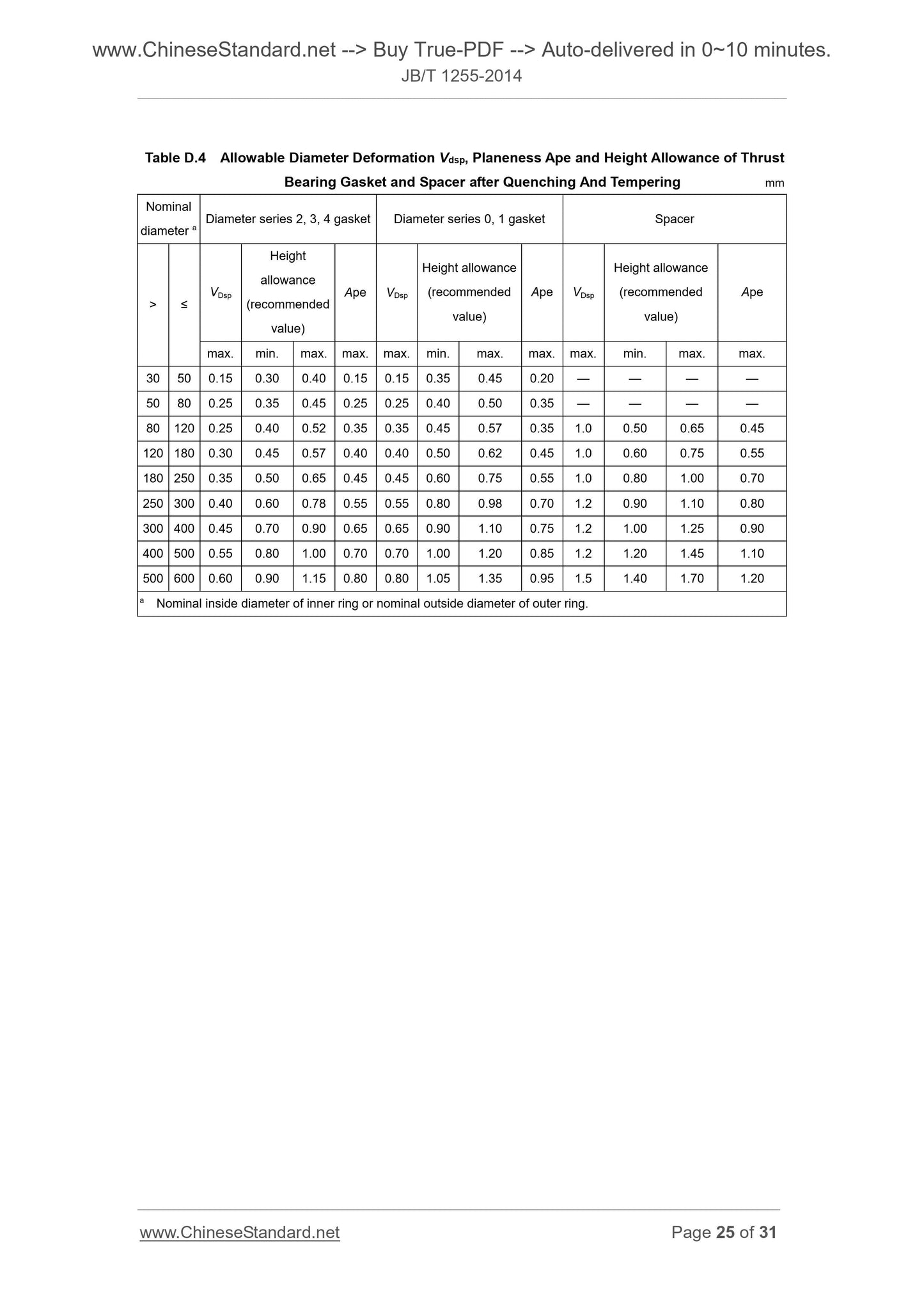
付録D(参考)ベアリングリングの許容変形量
焼入れと焼戻し...23
付録E(参考)軸受部品の残留オーステナイト含有量
焼入れ焼戻し後…26
付録 F (規範)曲面の硬度補正 ... 27
付録G(規範)酸洗浄検査仕様...29
序文
この規格は、GB/T 1.1-2009 に規定された規則に従って作成されています。
この規格は、JB/T 1255-2001圧延鋼板の熱処理仕様に代わるものである。
高炭素クロム鋼製のベアリング部品。
JB/T 1255-2001と比較すると、編集上の変更を除き、この規格の主な特徴は
技術的な変更は以下のとおりです。
— 規格名が変更されました(この版の表紙と最初のページを参照)。表紙
および2001年版の最初のページ);
— 範囲が部分的に変更されました(この版の第1章、2001年の第1章を参照)
版);
— 球状化焼鈍後の技術要件が変更されます(表1を参照)
この版の表1、2001年版の表1);
— 部分軸受部品の硬度 焼入れ焼戻し後のマルテンサイト
修正される(本版の表2、2001年版の表2を参照)。
— 部分軸受部品の微細構造要件 マルテンサイト
焼入れおよび焼戻し後の硬度は変化する(本版の表4を参照;表4
2001年版);
— 等温焼入れ後のGCr15SiMoベイナイトの技術的要件
が追加されます(この版の表5を参照)。
— 等温焼入れ後のベイナイトベアリング部品の技術的要件
変更される(本版の表5、2001年版の表5を参照)。
— 残留オーステナイト含有量に関する技術的要件と試験方法
外観品質が追加されました(本版の表6および表7を参照)。
— 亀裂の技術的要件、試験方法、等級
ベアリング部品の焼入れ焼戻し後、マルテンサイトは除去される(参照
2001年版の表5、表7、5年生の図);
— 1000倍に拡大した後の顕微鏡構造の試験を追加(表7)
2001年版);
— 500以下の焼鈍、焼入れ、焼戻し構造の等級番号
倍率が変更され、500倍以下の等級の数字
拡大図が追加されました(この版の第 1 級および第 2 級の図を参照)。
転がり軸受 - 高炭素鋼製部品
クロム軸受鋼 -
熱処理の仕様
1 範囲
この規格は、焼鈍、
焼入れ焼戻しされた転がり軸受リングおよび転動体(以下、
GCr15、GCr15SiMn、GCr15SiMo、GCr18Moで作られた「ベアリング部品」と呼ばれる部品
GB/T 18254-2002 に規定された要件を満たす鋼。
この規格は、ベアリング部品の熱処理品質試験に適用され、
上記の鋼から作られた加工部品および完成部品、また、
他の高炭素鋼製のベアリング部品の熱処理品質試験
クロム鋼。特別な要件のある軸受部品は、
対応する製品図面付き。
2 規範的参照
以下の参考文献は、この適用に必須である。
文書。日付のある参照については、日付のある版のみが適用されます。日付のない参照については、
参照する場合は、最新版(修正を含む)が適用されます。
GB/T 230.1 金属材料 - ロックウェル硬さ試験 - パート 1. 試験方法
(スケール A、B、C、D、E、F、G、H、K、N、T)
GB/T 231.1 金属材料 - ブリネル硬度試験 - パート 1. 試験方法
GB/T 1172 鉄金属の硬度と強度の変換
GB/T 4340.1 金属材料 - ビッカース硬度 - パート 1. 試験方法
GB/T 6394 金属 - 平均粒径の推定方法
GB/T 17394 金属材料 - リープ硬度試験
GB/T 18254 高炭素クロム軸受鋼
GB/T 24606 転がり軸受 - 非破壊検査 - 磁性粒子
テスト
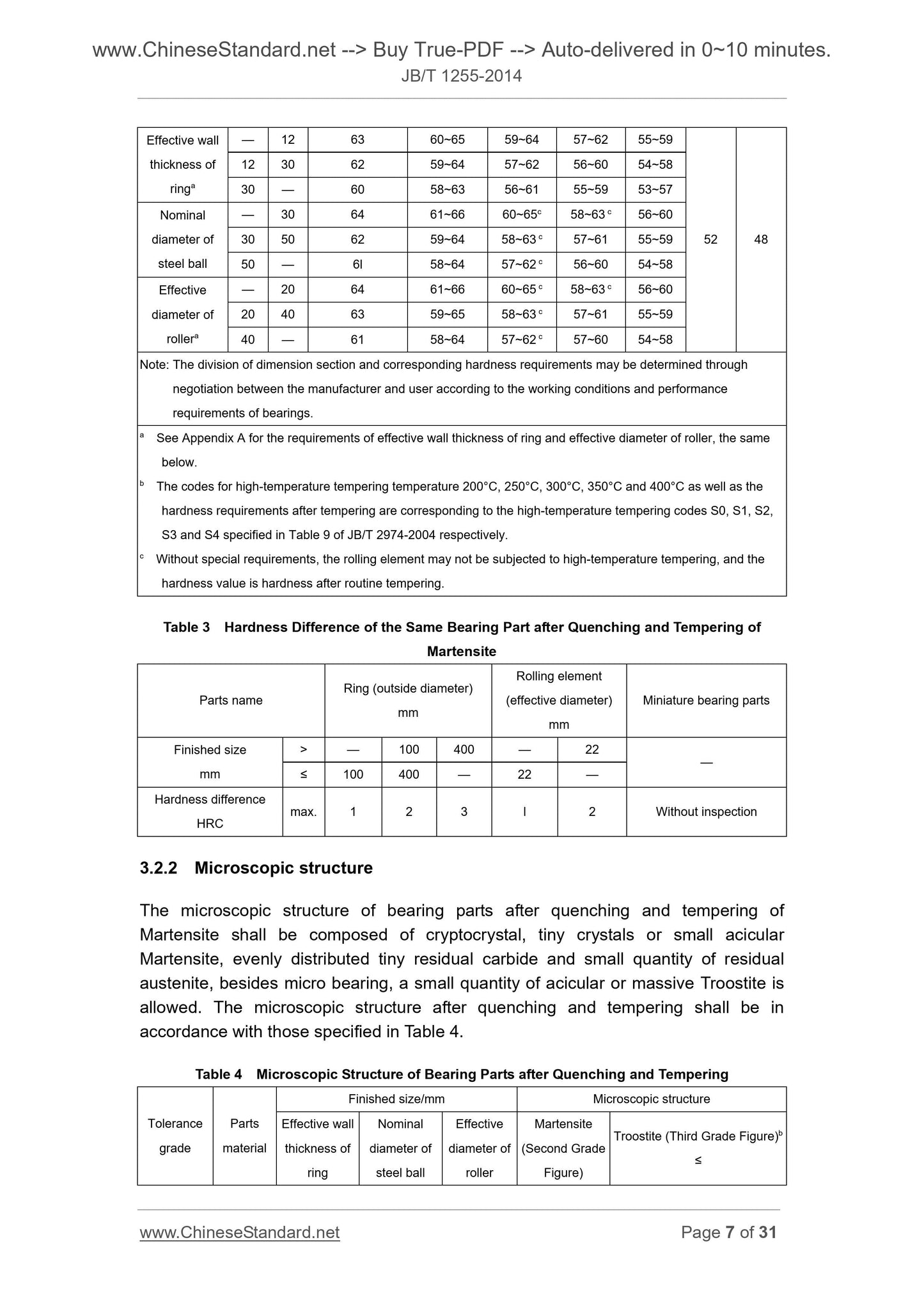
効果的な壁
厚さ
リンガ
— 12 63 60~65 59~64 57~62 55~59
12 30 62 59~64 57~62 56~60 54~58
30 — 60 58~63 56~61 55~59 53~57
名目
直径
鋼球
— 30 64 61~66 60~65c 58~63 c 56~60
30 50 62 59~64 58~63 57~61 55~59
50 — 6l 58~64 57~62 c 56~60 54~58
効果的
直径
ローラ
— 20 64 61~66 60~65 58~63 56~60
20 40 63 59~65 58~63 57~61 55~59
40 — 61 58~64 57~62 57~60 54~58
注: 寸法セクションの区分とそれに対応する硬度要件は、次のように決定できます。
作業条件と性能に応じて製造者と使用者の間で交渉する
ベアリングの要件。
リングの有効壁厚とローラーの有効直径の要件については付録Aを参照。
下に。
b 高温焼戻し温度200℃、250℃、300℃、350℃、400℃のコードと、
焼戻し後の硬度要件は、高温焼戻しコードS0、S1、S2に対応しています。
S3 および S4 はそれぞれ JB/T 2974-2004 の表 9 に規定されています。
c 特別な要件がない限り、転動体は高温焼戻しを受けることはできず、
硬度値は通常の焼き戻し後の硬度です。
表3 同じベアリング部品の焼入れ焼戻し後の硬度差
マルテンサイト
部品名 リング(外径)mm
転動体
(有効直径)
んん
ミニチュアベアリング部品
完成サイズ
んん
> — 100 400 — 22
≤ 100 400 — 22 —
硬度の違い
HRC最大1 2 3 l 2 検査なし
3.2.2 微細構造
焼入れ焼戻し後のベアリング部品の微細構造
マルテンサイトは、隠微結晶、微小結晶、または小さな針状結晶から構成される。
マルテンサイト、均一に分布した小さな残留炭化物と少量の残留
オーステナイト、マイクロベアリングのほかに、少量の針状または塊状のトルースタイトが
焼入れ焼戻し後の微細組織は、
表4に規定するものに従う。
表4 焼入れ焼戻し後の軸受部品の微細組織
許容範囲
学年
部品
材料
仕上がりサイズ/mm 微細構造
効果的な壁
厚さ
指輪
名目
直径
鋼球
効果的
直径
ローラー
マルテンサイト
(2年生)
形)
トルースティット(3年生のフィギュア)b
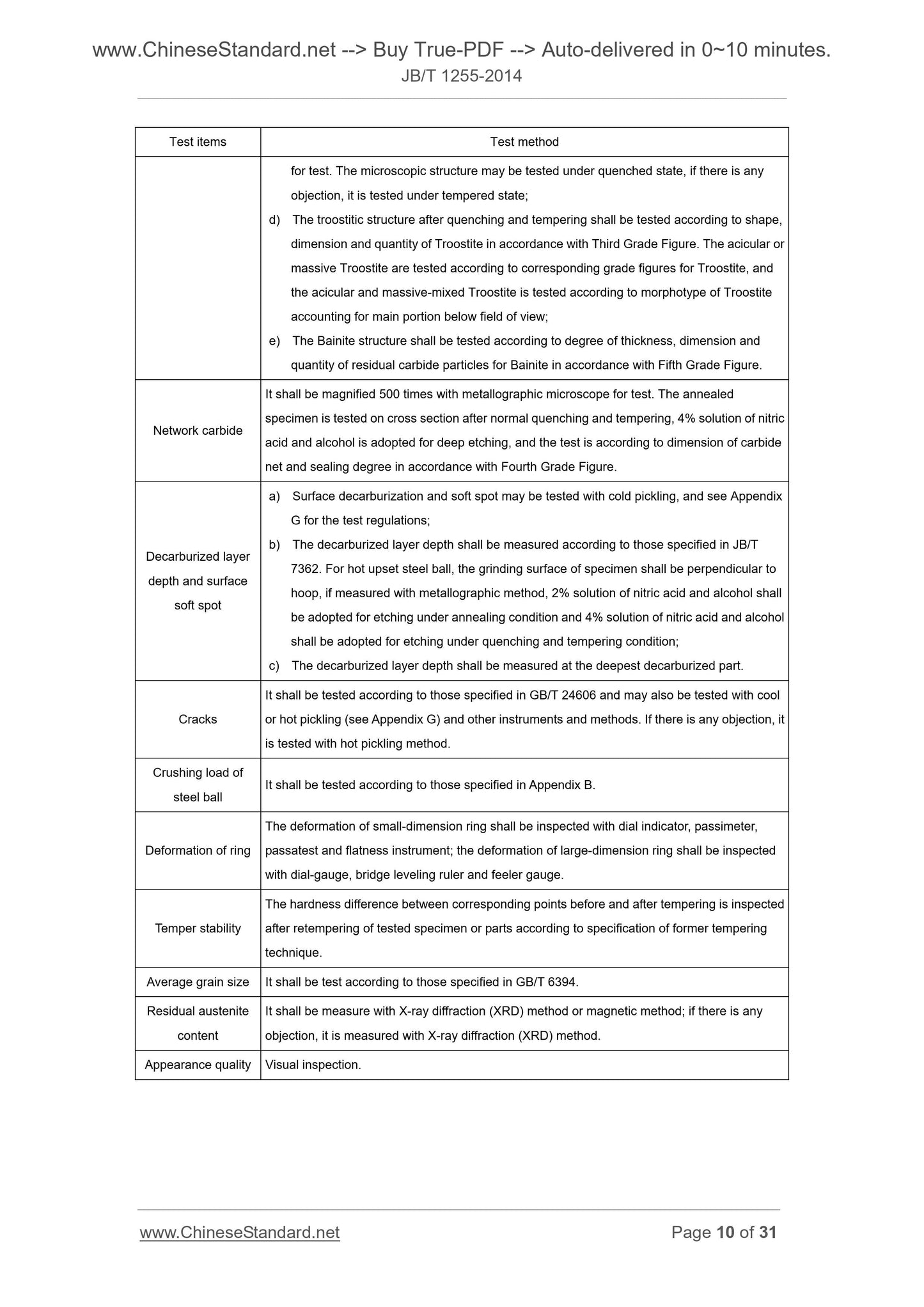
試験項目 試験方法
試験のために。顕微鏡的構造は、もしあれば、急冷状態で試験することができる。
異議申し立ては、焼き入れ状態でテストされます。
d) 焼入れ後のトルースティク構造。
1分で見積もりを取得: JB/T 1255-2014をクリック
過去のバージョン: JB/T 1255-2014
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
JB/T 1255-2014: 転がり軸受 - 高炭素クロム軸受鋼製部品 - 熱処理の仕様
JB/T 1255-2014
JB
業界標準の
中華人民共和国
ICS 21.100.20
J11
レコード番号。
JB/T 1255-2001 の交換
転がり軸受 - 高炭素鋼製部品
クロム軸受鋼 -
熱処理の仕様
発行日:2014年5月6日
2014年10月1日に実施
発行者:工業情報化省
中華人民共和国
目次
序文…3
1 範囲 ... 5
2 規範的参照 ... 5
3 技術要件 ... 6
4 試験方法 ... 9
付録A(参考)リングの有効壁厚と有効
ローラーの直径...17
付録B(規範)鋼材の圧縮荷重試験仕様
ボールおよび破砕荷重値 ... 19
付録C(参考)ベアリング部品の脱炭層深さ
焼入れ焼戻し後…22
付録D(参考)ベアリングリングの許容変形量
焼入れと焼戻し...23
付録E(参考)軸受部品の残留オーステナイト含有量
焼入れ焼戻し後…26
付録 F (規範)曲面の硬度補正 ... 27
付録G(規範)酸洗浄検査仕様...29
序文
この規格は、GB/T 1.1-2009 に規定された規則に従って作成されています。
この規格は、JB/T 1255-2001圧延鋼板の熱処理仕様に代わるものである。
高炭素クロム鋼製のベアリング部品。
JB/T 1255-2001と比較すると、編集上の変更を除き、この規格の主な特徴は
技術的な変更は以下のとおりです。
— 規格名が変更されました(この版の表紙と最初のページを参照)。表紙
および2001年版の最初のページ);
— 範囲が部分的に変更されました(この版の第1章、2001年の第1章を参照)
版);
— 球状化焼鈍後の技術要件が変更されます(表1を参照)
この版の表1、2001年版の表1);
— 部分軸受部品の硬度 焼入れ焼戻し後のマルテンサイト
修正される(本版の表2、2001年版の表2を参照)。
— 部分軸受部品の微細構造要件 マルテンサイト
焼入れおよび焼戻し後の硬度は変化する(本版の表4を参照;表4
2001年版);
— 等温焼入れ後のGCr15SiMoベイナイトの技術的要件
が追加されます(この版の表5を参照)。
— 等温焼入れ後のベイナイトベアリング部品の技術的要件
変更される(本版の表5、2001年版の表5を参照)。
— 残留オーステナイト含有量に関する技術的要件と試験方法
外観品質が追加されました(本版の表6および表7を参照)。
— 亀裂の技術的要件、試験方法、等級
ベアリング部品の焼入れ焼戻し後、マルテンサイトは除去される(参照
2001年版の表5、表7、5年生の図);
— 1000倍に拡大した後の顕微鏡構造の試験を追加(表7)
2001年版);
— 500以下の焼鈍、焼入れ、焼戻し構造の等級番号
倍率が変更され、500倍以下の等級の数字
拡大図が追加されました(この版の第 1 級および第 2 級の図を参照)。
転がり軸受 - 高炭素鋼製部品
クロム軸受鋼 -
熱処理の仕様
1 範囲
この規格は、焼鈍、
焼入れ焼戻しされた転がり軸受リングおよび転動体(以下、
GCr15、GCr15SiMn、GCr15SiMo、GCr18Moで作られた「ベアリング部品」と呼ばれる部品
GB/T 18254-2002 に規定された要件を満たす鋼。
この規格は、ベアリング部品の熱処理品質試験に適用され、
上記の鋼から作られた加工部品および完成部品、また、
他の高炭素鋼製のベアリング部品の熱処理品質試験
クロム鋼。特別な要件のある軸受部品は、
対応する製品図面付き。
2 規範的参照
以下の参考文献は、この適用に必須である。
文書。日付のある参照については、日付のある版のみが適用されます。日付のない参照については、
参照する場合は、最新版(修正を含む)が適用されます。
GB/T 230.1 金属材料 - ロックウェル硬さ試験 - パート 1. 試験方法
(スケール A、B、C、D、E、F、G、H、K、N、T)
GB/T 231.1 金属材料 - ブリネル硬度試験 - パート 1. 試験方法
GB/T 1172 鉄金属の硬度と強度の変換
GB/T 4340.1 金属材料 - ビッカース硬度 - パート 1. 試験方法
GB/T 6394 金属 - 平均粒径の推定方法
GB/T 17394 金属材料 - リープ硬度試験
GB/T 18254 高炭素クロム軸受鋼
GB/T 24606 転がり軸受 - 非破壊検査 - 磁性粒子
テスト
効果的な壁
厚さ
リンガ
— 12 63 60~65 59~64 57~62 55~59
12 30 62 59~64 57~62 56~60 54~58
30 — 60 58~63 56~61 55~59 53~57
名目
直径
鋼球
— 30 64 61~66 60~65c 58~63 c 56~60
30 50 62 59~64 58~63 57~61 55~59
50 — 6l 58~64 57~62 c 56~60 54~58
効果的
直径
ローラ
— 20 64 61~66 60~65 58~63 56~60
20 40 63 59~65 58~63 57~61 55~59
40 — 61 58~64 57~62 57~60 54~58
注: 寸法セクションの区分とそれに対応する硬度要件は、次のように決定できます。
作業条件と性能に応じて製造者と使用者の間で交渉する
ベアリングの要件。
リングの有効壁厚とローラーの有効直径の要件については付録Aを参照。
下に。
b 高温焼戻し温度200℃、250℃、300℃、350℃、400℃のコードと、
焼戻し後の硬度要件は、高温焼戻しコードS0、S1、S2に対応しています。
S3 および S4 はそれぞれ JB/T 2974-2004 の表 9 に規定されています。
c 特別な要件がない限り、転動体は高温焼戻しを受けることはできず、
硬度値は通常の焼き戻し後の硬度です。
表3 同じベアリング部品の焼入れ焼戻し後の硬度差
マルテンサイト
部品名 リング(外径)mm
転動体
(有効直径)
んん
ミニチュアベアリング部品
完成サイズ
んん
> — 100 400 — 22
≤ 100 400 — 22 —
硬度の違い
HRC最大1 2 3 l 2 検査なし
3.2.2 微細構造
焼入れ焼戻し後のベアリング部品の微細構造
マルテンサイトは、隠微結晶、微小結晶、または小さな針状結晶から構成される。
マルテンサイト、均一に分布した小さな残留炭化物と少量の残留
オーステナイト、マイクロベアリングのほかに、少量の針状または塊状のトルースタイトが
焼入れ焼戻し後の微細組織は、
表4に規定するものに従う。
表4 焼入れ焼戻し後の軸受部品の微細組織
許容範囲
学年
部品
材料
仕上がりサイズ/mm 微細構造
効果的な壁
厚さ
指輪
名目
直径
鋼球
効果的
直径
ローラー
マルテンサイト
(2年生)
形)
トルースティット(3年生のフィギュア)b
試験項目 試験方法
試験のために。顕微鏡的構造は、もしあれば、急冷状態で試験することができる。
異議申し立ては、焼き入れ状態でテストされます。
d) 焼入れ後のトルースティク構造。
共有