1
/
の
9
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
JB/T 6057-1992 英語 PDF (JBT6057-1992)
JB/T 6057-1992 英語 PDF (JBT6057-1992)
通常価格
$105.00 USD
通常価格
セール価格
$105.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: JB/T 6057-1992をクリック
過去のバージョン: JB/T 6057-1992
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
JB/T 6057-1992: プラスチック用金型の成形部分に使用される鋼およびその熱処理 - 技術条件
JB/T6057-92
JB
業界標準の
中華人民共和国
J46
金型の成形部分に使用される鋼材
プラスチックとその熱処理 - 技術的条件
発行日 1992年5月5日
1993年7月1日に実施
発行者:機械電子工業省
目次
1 科目の内容と範囲 ... 3
2 規範的参照 ... 3
3 金型成形に使用する鋼材の技術要件
プラスチック用...4
4 受入方法と検査ルール ... 8
5 包装、マーキング、品質証明書...9
付録A ... 10
付録B ... 15
追加情報...16
金型の成形部分に使用することを意図した鋼
プラスチックとその熱処理 - 技術的条件
1 主題の内容と範囲
この規格は、熱の技術的要件と技術的条件を規定する。
プラスチック用金型の成形部分に使用することを目的とした鋼の処理。
この規格は、射出成形金型、圧縮成形金型の金型キャビティ部分に適用する。
プラスチック製品用の圧力射出成形金型。
2 規範的参照
GB 222 鋼の化学組成および組成分析のためのサンプル採取方法
製品分析の許容変動
GB 223 鉄鋼および合金の化学分析方法
GB 224 鋼の脱炭深さの測定
GB 226 鋼のマクロ組織と欠陥のエッチング試験
GB 230 金属材料 - ロックウェル硬度試験
GB 231 金属材料 - ブリネル硬度試験
GB 702 熱間圧延丸鋼および角鋼棒 - 寸法、形状、重量および
許容範囲
GB 1220 ステンレス鋼棒
GB 1814 鋼材の破損検査方法
GB 1979 構造用鋼のマクロ組織と欠陥の標準図
GB 2101 受入包装の表示および認証の一般要求事項
形鋼用
GB 9452 熱処理炉の作業域の試験方法
GB 10561 鋼 - 非金属介在物の含有量の測定 - 顕微鏡写真
標準図表を使用する方法
GB 11880 型鍛造ハンマーおよび型鍛造用大型ダイブロックの仕様
機械鍛造プレス
JB 3814 鉄鋼加工の標準化と火災の封じ込め
JB 3877 焼入れ焼戻し鋼加工
3 使用される鋼材の技術的要件
プラスチック用金型の成形
3.1 鋼の分類
金型のキャビティ部分に使用される鋼の使用特性
プラスチックは、浸炭、硬化、予備硬化、および
耐腐食タイプ。表1を参照。
3.2 化学組成と製錬方法
3.2.1 鋼は平炉などの製錬方法を採用して生産される。
炉、電気炉、転炉、エレクトロスラグ再溶解、二次精錬。
購入者は、鋼材の名称と製錬方法を選択することができる。
金型の性能と要件。
3.2.2 サプライヤーは、すべての製錬炉番号の化学組成を分析するものとします。
その結果は表1に従うものとする。その他の鋼の化学組成は
供給者と購入者の両方によって決定され、関連する
標準。
3.7.6 すべての熱処理装置および焼入れ媒体は試験され、
機器の精度と性能を保証するために定期的に分析され、
関連する記録を保存します。
3.7.7 技術スタッフは特定の熱処理技術を決定するものとする。
付録A(補足)および鋼材に関する規格を参照してください。
鋼の焼鈍はJB 3814に準拠するものとする。鋼の焼入れおよび焼戻しは
JB 3877に準拠します。
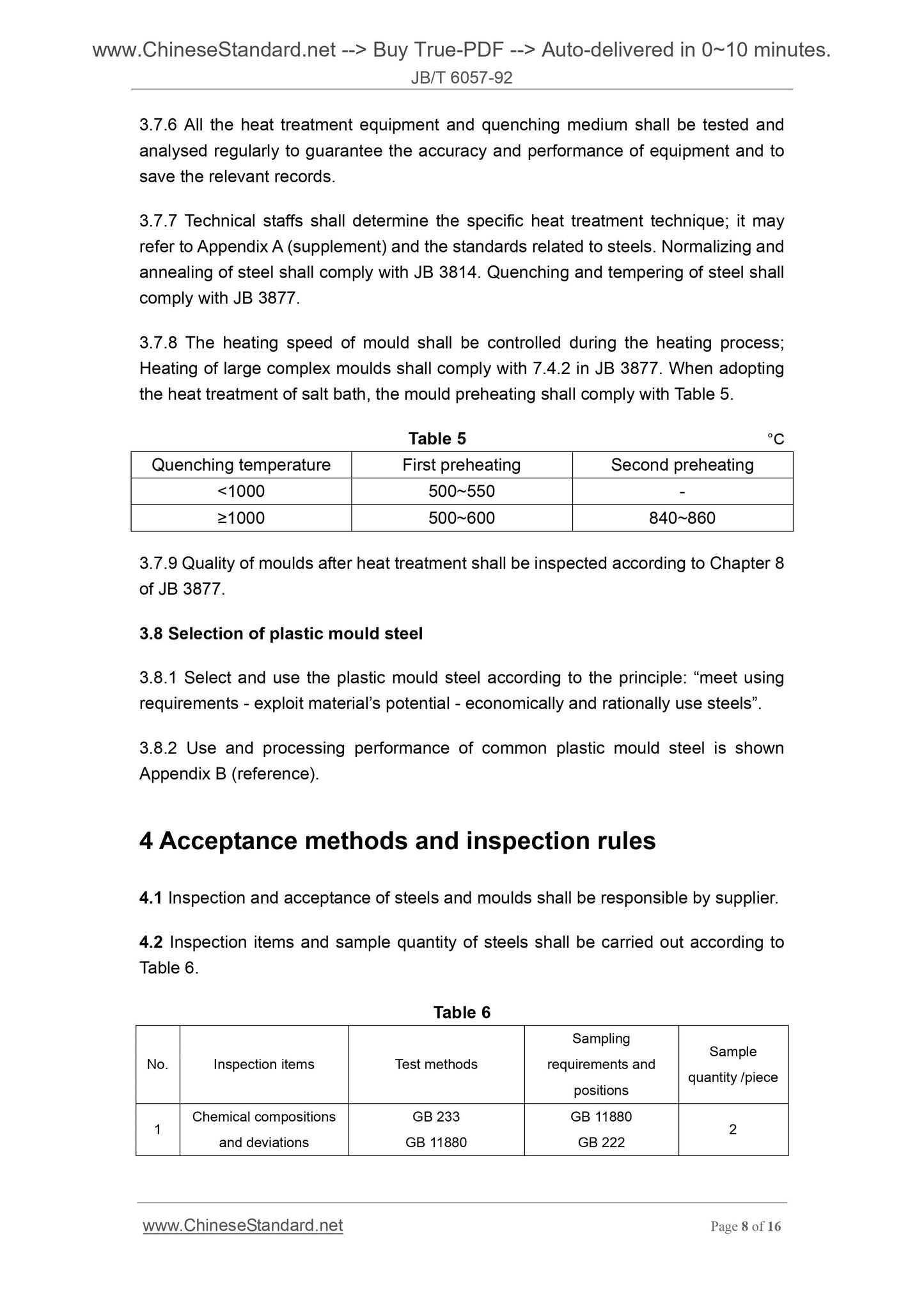
3.7.8 加熱プロセス中は金型の加熱速度を制御する必要がある。
大型の複雑な金型の加熱は、JB 3877の7.4.2に準拠する必要があります。
塩浴熱処理の場合、金型予熱は表5に従うものとする。
表5 °C
焼入れ温度 一次予熱 二次予熱
< 1000 500~550 -
≥1000 500~600 840~860
3.7.9 熱処理後の金型の品質は、第8章に従って検査されなければならない。
JB 3877 の。
3.8 プラスチック金型用鋼材の選択
3.8.1 プラスチック金型鋼材を原則に従って選択して使用します。「使用して満たす
「要件を満たす - 材料の潜在能力を活用する - 鋼材を経済的かつ合理的に使用する」
3.8.2 一般的なプラスチック金型用鋼の使用と加工性能を示す
付録B(参考)
4 受入方法と検査ルール
4.1 鋼材および金型の検査および受入れはサプライヤーが責任を持って行うものとします。
4.2 鋼材の検査項目とサンプル数量は、以下に従って実施する。
表6.
表6
検査項目 試験方法
サンプリング
要件と
ポジション
サンプル
数量 /個
1 化学組成と偏差
イギリス 233
イギリス 11880
イギリス 11880
イギリス 222 2
付録A
プレハードン鋼の基礎データ
(補足)
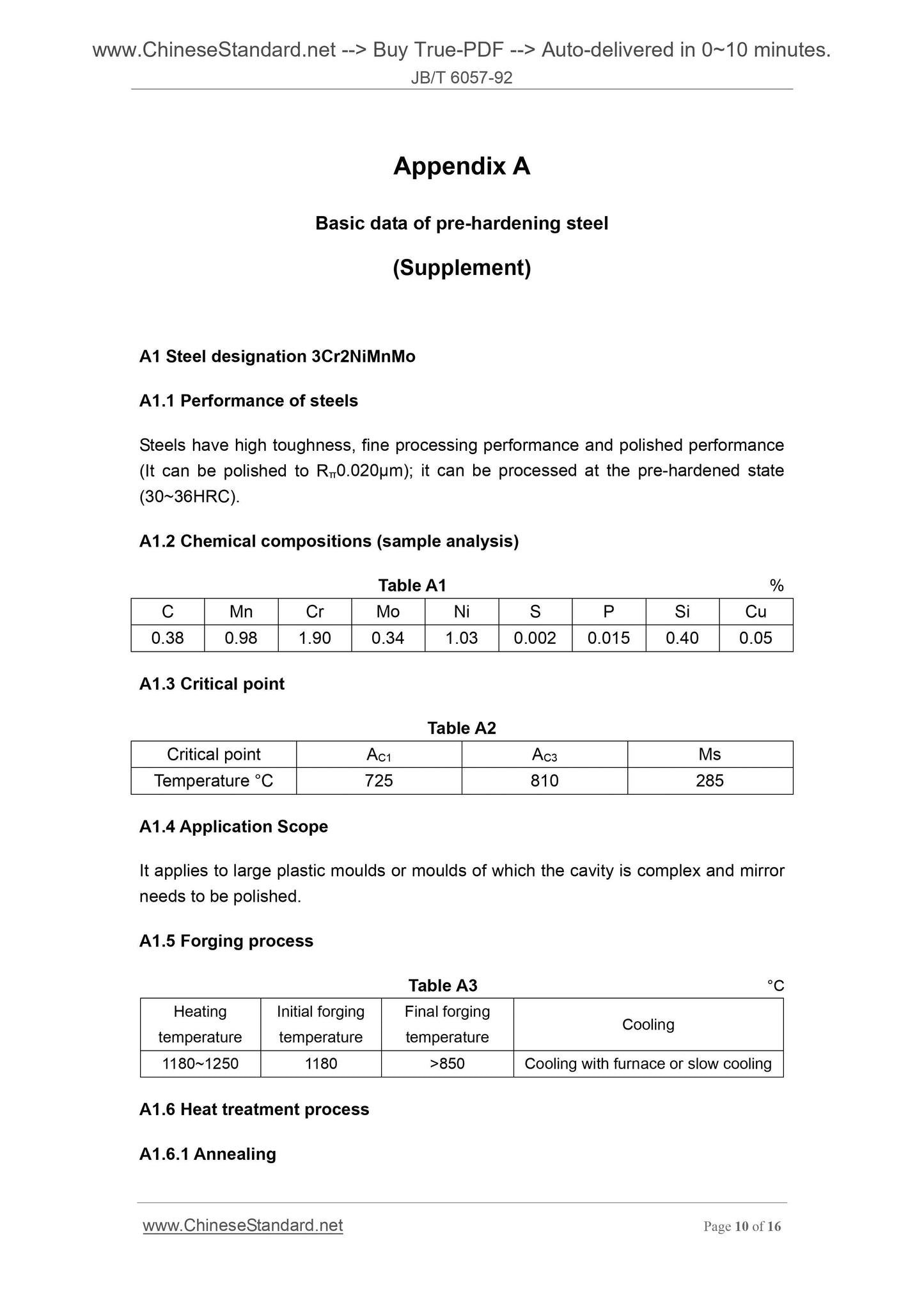
A1 鋼種指定 3Cr2NiMnMo
A1.1 鋼の性能
鋼は高い靭性、微細加工性能、研磨性能を備えています
(Rπ0.020µmまで研磨可能)硬化前状態でも加工可能
(30〜36HRC)。
A1.2 化学組成(サンプル分析)
表A1 %
C マンガン クロム モリブデン ニッケル SP シリコン 銅
0.38 0.98 1.90 0.34 1.03 0.002 0.015 0.40 0.05
A1.3 臨界点
表A2
臨界点 AC1 AC3 Ms
温度 °C 725 810 285
A1.4 適用範囲
これは、大型のプラスチック金型や、キャビティが複雑で鏡面状の金型に適用されます。
磨く必要があります。
A1.5 鍛造工程
表A3 °C
加熱
温度
初期鍛造
温度
最終鍛造
温度 冷却
1180~1250 1180 >850 炉冷または徐冷
A1.6 熱処理プロセス
A1.6.1 アニーリング
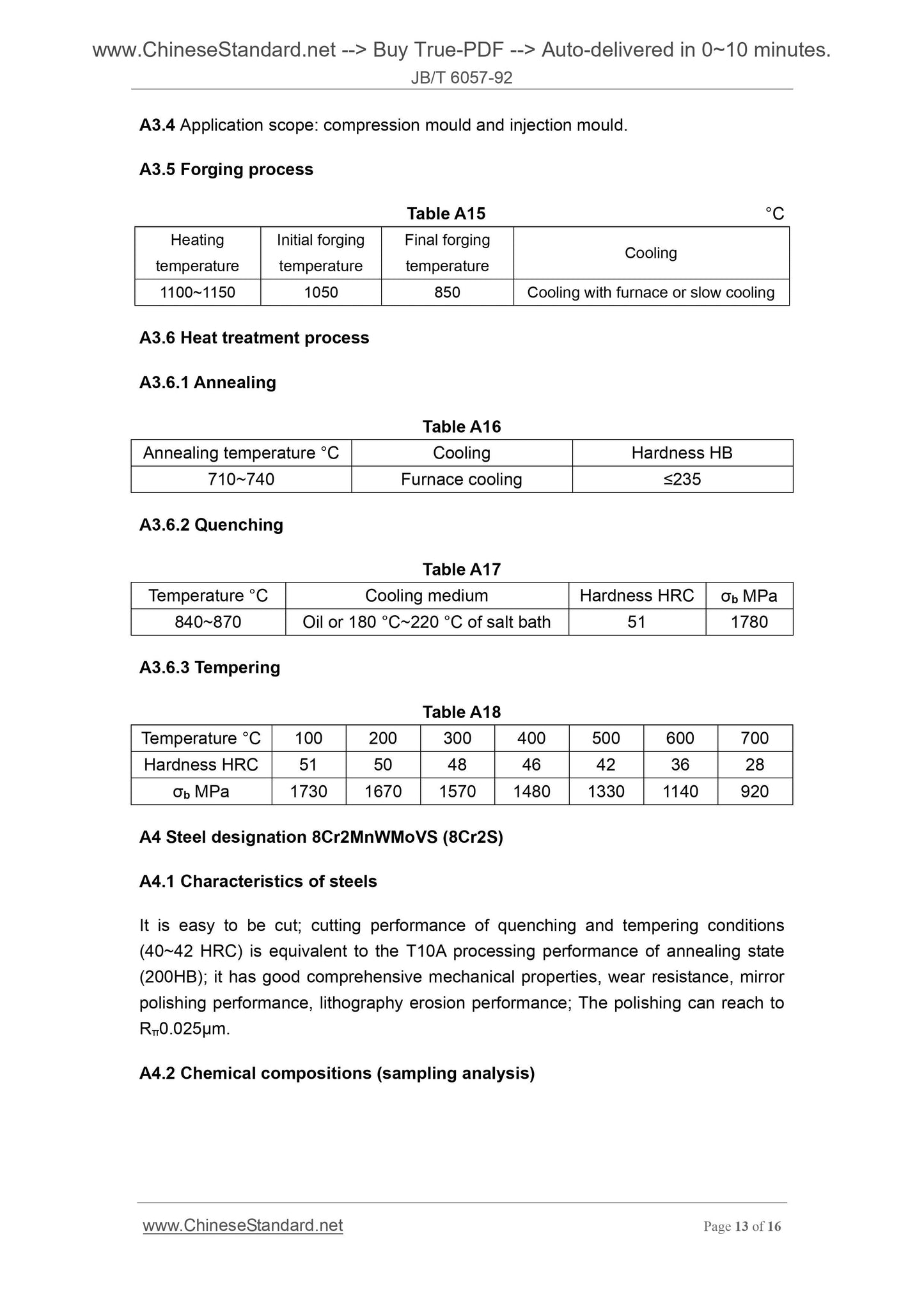
A3.4 適用範囲。圧縮金型と射出成形金型。
A3.5 鍛造工程
表A15°C
加熱
温度
初期鍛造
温度
最終鍛造
温度 冷却
1100~1150 1050 850 炉冷または徐冷
A3.6 熱処理プロセス
A3.6.1 アニーリング
表A16
焼鈍温度 °C 冷却 硬度 HB
710~740 炉冷却≤235
A3.6.2 焼入れ
表A17
温度 °C 冷媒 硬度 HRC σb MPa
840~870 油または180℃~220℃の塩浴 51 1780
A3.6.3 焼き戻し
表A18
温度 °C 100 200 300 400 500 600 700
硬度 HRC 51 50 48 46 42 36 28
MPa 1730 1670 1570 1480 1330 1140 920
A4 鋼材指定 8Cr2MnWMoVS (8Cr2S)
A4.1 鋼の特性
切削しやすい、焼入れ・焼戻し条件の切削性能
(40〜42 HRC)は、焼鈍状態のT10A処理性能と同等である。
(200HB)優れた総合的な機械的特性、耐摩耗性、鏡面性
研磨性能、リソグラフィー侵食性能;研磨は
Rπ0.025µm。
A4.2 化学組成(サンプリング分析)
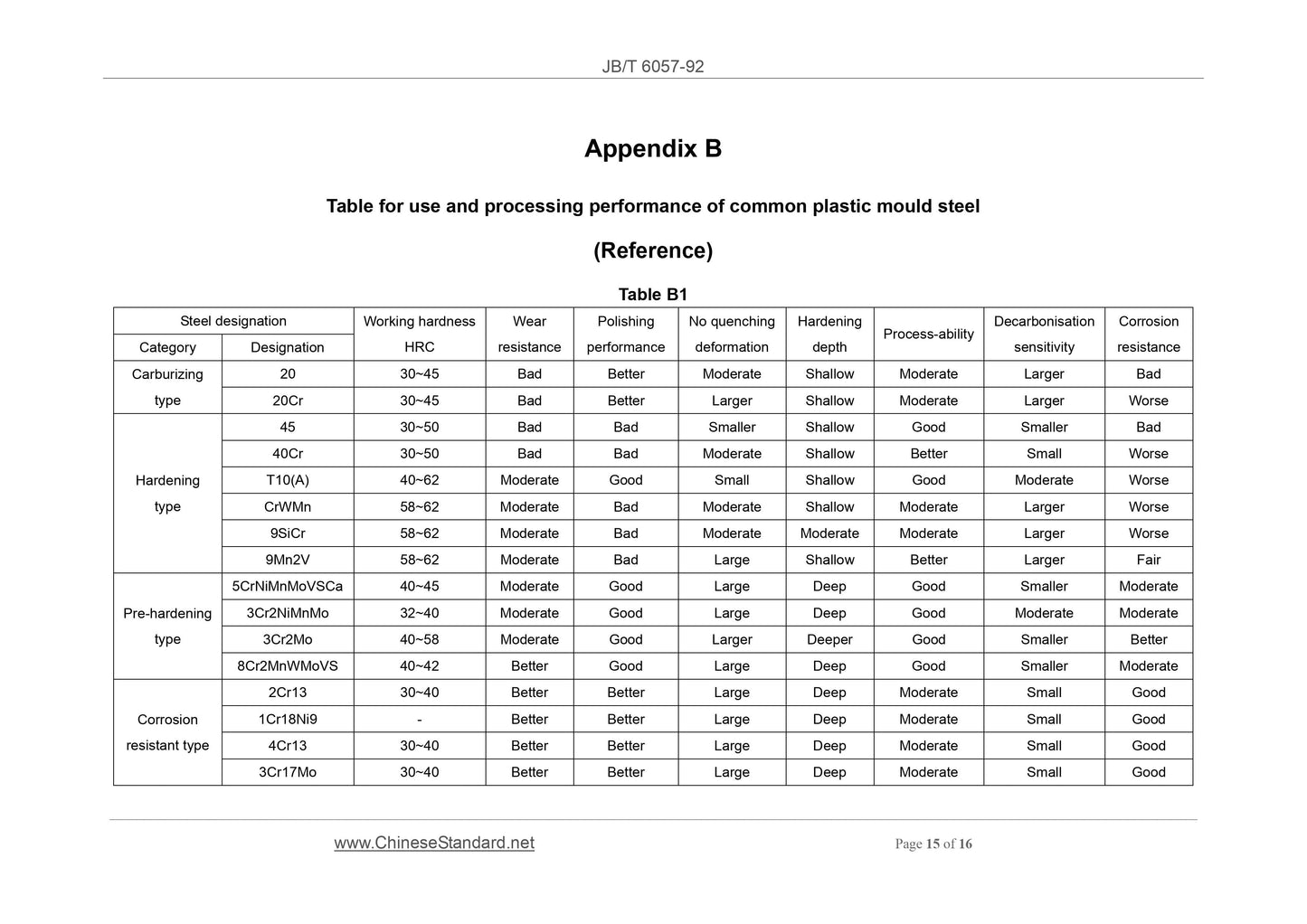
付録B
一般的なプラスチック金型用鋼の用途と加工性能表
(参照)
表B1
鋼材の名称 使用硬度
人権擁護団体
着る
抵抗
研磨
パフォーマンス
急冷なし
変形
硬化
深さ 処理能力
脱炭素化
感度
腐食
耐性カテゴリー指定
浸炭
タイプ
20 30~45 悪い 良い 普通 浅い 普通 大きい...
1分で見積もりを取得: JB/T 6057-1992をクリック
過去のバージョン: JB/T 6057-1992
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
JB/T 6057-1992: プラスチック用金型の成形部分に使用される鋼およびその熱処理 - 技術条件
JB/T6057-92
JB
業界標準の
中華人民共和国
J46
金型の成形部分に使用される鋼材
プラスチックとその熱処理 - 技術的条件
発行日 1992年5月5日
1993年7月1日に実施
発行者:機械電子工業省
目次
1 科目の内容と範囲 ... 3
2 規範的参照 ... 3
3 金型成形に使用する鋼材の技術要件
プラスチック用...4
4 受入方法と検査ルール ... 8
5 包装、マーキング、品質証明書...9
付録A ... 10
付録B ... 15
追加情報...16
金型の成形部分に使用することを意図した鋼
プラスチックとその熱処理 - 技術的条件
1 主題の内容と範囲
この規格は、熱の技術的要件と技術的条件を規定する。
プラスチック用金型の成形部分に使用することを目的とした鋼の処理。
この規格は、射出成形金型、圧縮成形金型の金型キャビティ部分に適用する。
プラスチック製品用の圧力射出成形金型。
2 規範的参照
GB 222 鋼の化学組成および組成分析のためのサンプル採取方法
製品分析の許容変動
GB 223 鉄鋼および合金の化学分析方法
GB 224 鋼の脱炭深さの測定
GB 226 鋼のマクロ組織と欠陥のエッチング試験
GB 230 金属材料 - ロックウェル硬度試験
GB 231 金属材料 - ブリネル硬度試験
GB 702 熱間圧延丸鋼および角鋼棒 - 寸法、形状、重量および
許容範囲
GB 1220 ステンレス鋼棒
GB 1814 鋼材の破損検査方法
GB 1979 構造用鋼のマクロ組織と欠陥の標準図
GB 2101 受入包装の表示および認証の一般要求事項
形鋼用
GB 9452 熱処理炉の作業域の試験方法
GB 10561 鋼 - 非金属介在物の含有量の測定 - 顕微鏡写真
標準図表を使用する方法
GB 11880 型鍛造ハンマーおよび型鍛造用大型ダイブロックの仕様
機械鍛造プレス
JB 3814 鉄鋼加工の標準化と火災の封じ込め
JB 3877 焼入れ焼戻し鋼加工
3 使用される鋼材の技術的要件
プラスチック用金型の成形
3.1 鋼の分類
金型のキャビティ部分に使用される鋼の使用特性
プラスチックは、浸炭、硬化、予備硬化、および
耐腐食タイプ。表1を参照。
3.2 化学組成と製錬方法
3.2.1 鋼は平炉などの製錬方法を採用して生産される。
炉、電気炉、転炉、エレクトロスラグ再溶解、二次精錬。
購入者は、鋼材の名称と製錬方法を選択することができる。
金型の性能と要件。
3.2.2 サプライヤーは、すべての製錬炉番号の化学組成を分析するものとします。
その結果は表1に従うものとする。その他の鋼の化学組成は
供給者と購入者の両方によって決定され、関連する
標準。
3.7.6 すべての熱処理装置および焼入れ媒体は試験され、
機器の精度と性能を保証するために定期的に分析され、
関連する記録を保存します。
3.7.7 技術スタッフは特定の熱処理技術を決定するものとする。
付録A(補足)および鋼材に関する規格を参照してください。
鋼の焼鈍はJB 3814に準拠するものとする。鋼の焼入れおよび焼戻しは
JB 3877に準拠します。
3.7.8 加熱プロセス中は金型の加熱速度を制御する必要がある。
大型の複雑な金型の加熱は、JB 3877の7.4.2に準拠する必要があります。
塩浴熱処理の場合、金型予熱は表5に従うものとする。
表5 °C
焼入れ温度 一次予熱 二次予熱
< 1000 500~550 -
≥1000 500~600 840~860
3.7.9 熱処理後の金型の品質は、第8章に従って検査されなければならない。
JB 3877 の。
3.8 プラスチック金型用鋼材の選択
3.8.1 プラスチック金型鋼材を原則に従って選択して使用します。「使用して満たす
「要件を満たす - 材料の潜在能力を活用する - 鋼材を経済的かつ合理的に使用する」
3.8.2 一般的なプラスチック金型用鋼の使用と加工性能を示す
付録B(参考)
4 受入方法と検査ルール
4.1 鋼材および金型の検査および受入れはサプライヤーが責任を持って行うものとします。
4.2 鋼材の検査項目とサンプル数量は、以下に従って実施する。
表6.
表6
検査項目 試験方法
サンプリング
要件と
ポジション
サンプル
数量 /個
1 化学組成と偏差
イギリス 233
イギリス 11880
イギリス 11880
イギリス 222 2
付録A
プレハードン鋼の基礎データ
(補足)
A1 鋼種指定 3Cr2NiMnMo
A1.1 鋼の性能
鋼は高い靭性、微細加工性能、研磨性能を備えています
(Rπ0.020µmまで研磨可能)硬化前状態でも加工可能
(30〜36HRC)。
A1.2 化学組成(サンプル分析)
表A1 %
C マンガン クロム モリブデン ニッケル SP シリコン 銅
0.38 0.98 1.90 0.34 1.03 0.002 0.015 0.40 0.05
A1.3 臨界点
表A2
臨界点 AC1 AC3 Ms
温度 °C 725 810 285
A1.4 適用範囲
これは、大型のプラスチック金型や、キャビティが複雑で鏡面状の金型に適用されます。
磨く必要があります。
A1.5 鍛造工程
表A3 °C
加熱
温度
初期鍛造
温度
最終鍛造
温度 冷却
1180~1250 1180 >850 炉冷または徐冷
A1.6 熱処理プロセス
A1.6.1 アニーリング
A3.4 適用範囲。圧縮金型と射出成形金型。
A3.5 鍛造工程
表A15°C
加熱
温度
初期鍛造
温度
最終鍛造
温度 冷却
1100~1150 1050 850 炉冷または徐冷
A3.6 熱処理プロセス
A3.6.1 アニーリング
表A16
焼鈍温度 °C 冷却 硬度 HB
710~740 炉冷却≤235
A3.6.2 焼入れ
表A17
温度 °C 冷媒 硬度 HRC σb MPa
840~870 油または180℃~220℃の塩浴 51 1780
A3.6.3 焼き戻し
表A18
温度 °C 100 200 300 400 500 600 700
硬度 HRC 51 50 48 46 42 36 28
MPa 1730 1670 1570 1480 1330 1140 920
A4 鋼材指定 8Cr2MnWMoVS (8Cr2S)
A4.1 鋼の特性
切削しやすい、焼入れ・焼戻し条件の切削性能
(40〜42 HRC)は、焼鈍状態のT10A処理性能と同等である。
(200HB)優れた総合的な機械的特性、耐摩耗性、鏡面性
研磨性能、リソグラフィー侵食性能;研磨は
Rπ0.025µm。
A4.2 化学組成(サンプリング分析)
付録B
一般的なプラスチック金型用鋼の用途と加工性能表
(参照)
表B1
鋼材の名称 使用硬度
人権擁護団体
着る
抵抗
研磨
パフォーマンス
急冷なし
変形
硬化
深さ 処理能力
脱炭素化
感度
腐食
耐性カテゴリー指定
浸炭
タイプ
20 30~45 悪い 良い 普通 浅い 普通 大きい...
共有