1
/
の
7
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
Q/BQB 401-2019 英語 PDF (QBQB401-2019)
Q/BQB 401-2019 英語 PDF (QBQB401-2019)
通常価格
$330.00 USD
通常価格
セール価格
$330.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: Q/BQB 401-2019をクリック
過去のバージョン: Q/BQB 401-2019
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
Q/BQB 401-2019: 冷間圧延鋼板および鋼帯の寸法、形状、重量および許容差
質問/BQB 401-2019
ビクビク
エンタープライズ標準
宝山鋼鉄株式会社
Q/BQB 401-2018 の置き換え
寸法、形状、重量、許容差
冷間圧延鋼板および鋼帯用
発行日: 2019年2月2日
実施日: 2019年4月10日
発行元:宝山鋼鉄株式会社
目次
序文…3
1 範囲 ... 5
2 規範的参照 ... 5
3 分類とコード ... 5
4次元…6
5 寸法の許容偏差 ... 7
6 外観 ... 10
7 寸法と形状の測定 ... 13
8 重量...13
9 ユーザーが寸法、形状、重量に関して特別な要件を持っている場合
許容範囲については、注文時に交渉し、
契約…14
10 数値の四捨五入のルール ... 14
付録A(規範)理論値を取る場合の重量計算方法
重量法…16
序文
この規格は、GB/T 1.1-2009指令に規定された規則に従って作成されました。
標準化 – パート 1: 標準の構造と起草。
この規格は、EN 10131:2006、EN 10143:2006、およびJIS G 2003を参照して策定されました。
3141:2017.
この規格は Q/BQB 401-2018 に代わるものです。
Q/BQB 401-2018と比較して、この規格は主に以下の内容となっています。
変更点:
--- 供給する製品の公称幅の下限を700mmから
600ミリメートル;
--- 5.1 の厚さ許容差の関連定義の説明を改訂します。
--- ヤスリ強度の最小公称厚さの下限を改訂
PT.C厚さ許容偏差260〜<360MPa、0.20mm〜0.30mm。
--- 元の表7の幅公差表を幅精度に改訂する
別途指定されたトリミングされていない製品に対する要件。基本的な
PW.Wの精度管理要件。
--- 新たな表8を追加し、技術要件を別途規定する。
トリミングされた製品の幅の許容差。
--- 表9(元の表8)の改訂公称厚さファイルと公差技術
縦方向に切断された鋼板の幅許容差の要件。
--- 6.2鎌状屈曲制御要件の説明を改訂し、補足する
縦方向に切断された鋼板の鎌状曲げ制御要件。
--- 表11(元の表10)の公称幅ファイルと対応するインデックスを改訂
凹凸精度の要件
--- 鋼板の凹凸図を補足します(図1参照)。
この規格の付録 A は規範的です。
この規格は、製造管理部門によって提案されました。
宝山鋼鉄株式会社
この規格は製造管理の管轄下にあります
宝山鋼鉄株式会社部門
寸法、形状、重量、許容差
冷間圧延鋼板および鋼帯用
1 範囲
この規格は、分類とコード、寸法、形状、
冷間圧延鋼板及び鋼帯の重量及び許容偏差。
この規格は、厚さが
0.17mm~3.50mm、圧延幅600mm~2080mmの鋼板
水平方向に切断された鋼板と、縦方向に切断された鋼板は宝山で生産される。
鉄鋼株式会社(以下、鋼板・鋼帯といいます。)
注記:この規格で言及されている冷間圧延製品には、冷間圧延未塗装製品が含まれる。
製品、冷間圧延塗装製品等
2 規範的参照
以下の文書は、この規格の適用に不可欠です。
文書については、指定された日付のバージョンのみがこの規格に適用されます。
日付のない文書については、最新版(すべての修正を含む)のみが適用されます。
この規格に適用される。
GB/T 8170-2008 数値と表現の四捨五入の規則と
限界値の判断
3 分類とコード
異なる製品形態に応じて、エッジ状態の分類とコードと
鋼板および鋼帯の寸法精度は表の要件を満たさなければならない。
1.
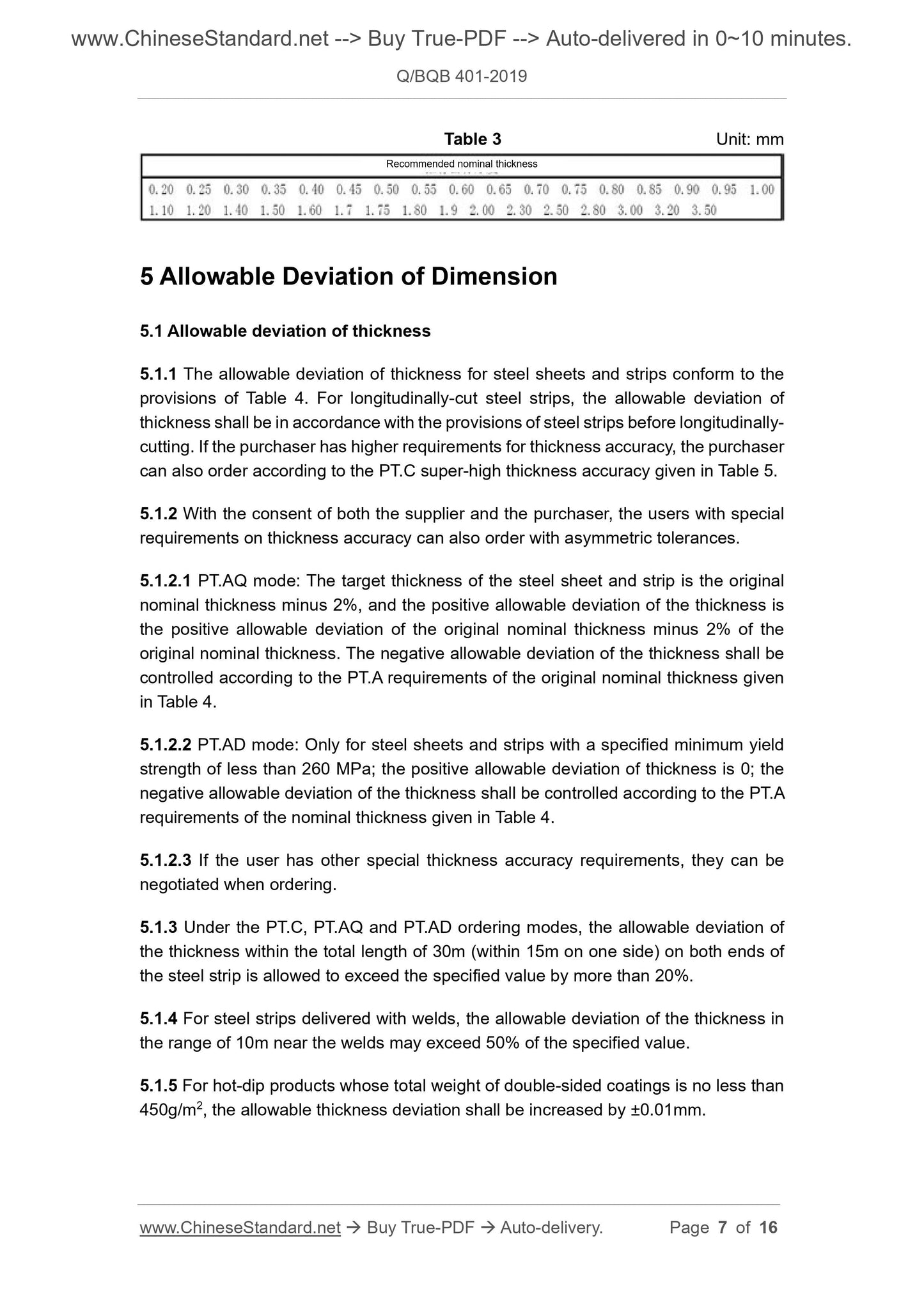
表3 単位: mm
5 寸法の許容偏差
5.1 厚さの許容偏差
5.1.1 鋼板および鋼帯の厚さの許容偏差は、
表4の規定に従う。縦方向に切断された鋼帯の場合、許容偏差は
厚さは、縦方向の鋼帯の規定に従うものとする。
切断。購入者が厚さの精度に対してより高い要求を持っている場合、購入者は
表5に示すPT.C超高厚み精度に応じて注文することもできます。
5.1.2 サプライヤーと購入者の双方の同意を得て、特別な
厚さの精度に関する要件は、非対称の許容差で注文することもできます。
5.1.2.1 PT.AQモード:鋼板および鋼帯の目標厚さは、元の
公称厚さから2%を引いた値であり、厚さの許容偏差は
元の公称厚さの正の許容偏差から2%を引いた値
元の公称厚さ。厚さの負の許容偏差は
与えられた元の公称厚さのPT.A要件に従って制御されます
表4を参照してください。
5.1.2.2 PT.ADモード: 指定された最小降伏強度を持つ鋼板および鋼帯のみ
強度は260MPa未満、厚さの許容偏差は0である。
厚さの許容偏差はPT.Aに従って管理されるものとする。
表4に示す公称厚さの要件。
5.1.2.3 ユーザーが他の特別な厚さ精度の要件を持っている場合は、
注文時に交渉します。
5.1.3 PT.C、PT.AQ、PT.AD発注モードでは、
両端の全長30m以内(片側15m以内)の厚さ
鋼板は規定値を20%以上超過することが許されます。
5.1.4 溶接部付きで納品される鋼帯の場合、厚さの許容偏差は
溶接部付近の10mの範囲は規定値の50%を超える場合があります。
5.1.5 両面コーティングの総重量が
450g/m2の場合、許容厚さ偏差は±0.01mm増加します。
推奨公称厚さ
6.2 エッジキャンバー
6.2.1 鋼板および鋼帯のエッジキャンバーとは、鋼板および鋼帯の最大距離を指す。
側面の端と、両端を結ぶ直線との間の
測定部分。図に示すように、製品の凹面側で測定されます。
図2.
6.2.2 鋼板および鋼帯の端部キャンバーは、いかなる場合でも4mm以下でなければならない。
2000mmの長さ。鋼板の長さが2000mm以下の場合、
エッジキャンバーは鋼材の実測長さの0.2%以下でなければならない。
シート。
6.2.3 縦方向に切断された鋼帯の端部キャンバーは2mm以下でなければならない。
任意の2000mmの長さ。
6.3 凹凸
6.3.1 鋼板の凹凸とは、
鋼板を自由に置いたときに測定される鋼板の下面
プラットフォームとプラットフォーム。図 1 に示すように。
6.3.2 鋼板の形状と位置に応じて、ひずみの種類は次のように分類される。
以下のカテゴリーに分かれています。
6.3.2.1 反り: 鋼板の全方向における残留湾曲。
縦方向(圧延方向)または横方向(圧延方向に対して垂直)です。
6.3.2.2 波:鋼板の長手方向に沿った波、さざ波。
6.3.2.3 エッジ波: 参照...
1分で見積もりを取得: Q/BQB 401-2019をクリック
過去のバージョン: Q/BQB 401-2019
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
Q/BQB 401-2019: 冷間圧延鋼板および鋼帯の寸法、形状、重量および許容差
質問/BQB 401-2019
ビクビク
エンタープライズ標準
宝山鋼鉄株式会社
Q/BQB 401-2018 の置き換え
寸法、形状、重量、許容差
冷間圧延鋼板および鋼帯用
発行日: 2019年2月2日
実施日: 2019年4月10日
発行元:宝山鋼鉄株式会社
目次
序文…3
1 範囲 ... 5
2 規範的参照 ... 5
3 分類とコード ... 5
4次元…6
5 寸法の許容偏差 ... 7
6 外観 ... 10
7 寸法と形状の測定 ... 13
8 重量...13
9 ユーザーが寸法、形状、重量に関して特別な要件を持っている場合
許容範囲については、注文時に交渉し、
契約…14
10 数値の四捨五入のルール ... 14
付録A(規範)理論値を取る場合の重量計算方法
重量法…16
序文
この規格は、GB/T 1.1-2009指令に規定された規則に従って作成されました。
標準化 – パート 1: 標準の構造と起草。
この規格は、EN 10131:2006、EN 10143:2006、およびJIS G 2003を参照して策定されました。
3141:2017.
この規格は Q/BQB 401-2018 に代わるものです。
Q/BQB 401-2018と比較して、この規格は主に以下の内容となっています。
変更点:
--- 供給する製品の公称幅の下限を700mmから
600ミリメートル;
--- 5.1 の厚さ許容差の関連定義の説明を改訂します。
--- ヤスリ強度の最小公称厚さの下限を改訂
PT.C厚さ許容偏差260〜<360MPa、0.20mm〜0.30mm。
--- 元の表7の幅公差表を幅精度に改訂する
別途指定されたトリミングされていない製品に対する要件。基本的な
PW.Wの精度管理要件。
--- 新たな表8を追加し、技術要件を別途規定する。
トリミングされた製品の幅の許容差。
--- 表9(元の表8)の改訂公称厚さファイルと公差技術
縦方向に切断された鋼板の幅許容差の要件。
--- 6.2鎌状屈曲制御要件の説明を改訂し、補足する
縦方向に切断された鋼板の鎌状曲げ制御要件。
--- 表11(元の表10)の公称幅ファイルと対応するインデックスを改訂
凹凸精度の要件
--- 鋼板の凹凸図を補足します(図1参照)。
この規格の付録 A は規範的です。
この規格は、製造管理部門によって提案されました。
宝山鋼鉄株式会社
この規格は製造管理の管轄下にあります
宝山鋼鉄株式会社部門
寸法、形状、重量、許容差
冷間圧延鋼板および鋼帯用
1 範囲
この規格は、分類とコード、寸法、形状、
冷間圧延鋼板及び鋼帯の重量及び許容偏差。
この規格は、厚さが
0.17mm~3.50mm、圧延幅600mm~2080mmの鋼板
水平方向に切断された鋼板と、縦方向に切断された鋼板は宝山で生産される。
鉄鋼株式会社(以下、鋼板・鋼帯といいます。)
注記:この規格で言及されている冷間圧延製品には、冷間圧延未塗装製品が含まれる。
製品、冷間圧延塗装製品等
2 規範的参照
以下の文書は、この規格の適用に不可欠です。
文書については、指定された日付のバージョンのみがこの規格に適用されます。
日付のない文書については、最新版(すべての修正を含む)のみが適用されます。
この規格に適用される。
GB/T 8170-2008 数値と表現の四捨五入の規則と
限界値の判断
3 分類とコード
異なる製品形態に応じて、エッジ状態の分類とコードと
鋼板および鋼帯の寸法精度は表の要件を満たさなければならない。
1.
表3 単位: mm
5 寸法の許容偏差
5.1 厚さの許容偏差
5.1.1 鋼板および鋼帯の厚さの許容偏差は、
表4の規定に従う。縦方向に切断された鋼帯の場合、許容偏差は
厚さは、縦方向の鋼帯の規定に従うものとする。
切断。購入者が厚さの精度に対してより高い要求を持っている場合、購入者は
表5に示すPT.C超高厚み精度に応じて注文することもできます。
5.1.2 サプライヤーと購入者の双方の同意を得て、特別な
厚さの精度に関する要件は、非対称の許容差で注文することもできます。
5.1.2.1 PT.AQモード:鋼板および鋼帯の目標厚さは、元の
公称厚さから2%を引いた値であり、厚さの許容偏差は
元の公称厚さの正の許容偏差から2%を引いた値
元の公称厚さ。厚さの負の許容偏差は
与えられた元の公称厚さのPT.A要件に従って制御されます
表4を参照してください。
5.1.2.2 PT.ADモード: 指定された最小降伏強度を持つ鋼板および鋼帯のみ
強度は260MPa未満、厚さの許容偏差は0である。
厚さの許容偏差はPT.Aに従って管理されるものとする。
表4に示す公称厚さの要件。
5.1.2.3 ユーザーが他の特別な厚さ精度の要件を持っている場合は、
注文時に交渉します。
5.1.3 PT.C、PT.AQ、PT.AD発注モードでは、
両端の全長30m以内(片側15m以内)の厚さ
鋼板は規定値を20%以上超過することが許されます。
5.1.4 溶接部付きで納品される鋼帯の場合、厚さの許容偏差は
溶接部付近の10mの範囲は規定値の50%を超える場合があります。
5.1.5 両面コーティングの総重量が
450g/m2の場合、許容厚さ偏差は±0.01mm増加します。
推奨公称厚さ
6.2 エッジキャンバー
6.2.1 鋼板および鋼帯のエッジキャンバーとは、鋼板および鋼帯の最大距離を指す。
側面の端と、両端を結ぶ直線との間の
測定部分。図に示すように、製品の凹面側で測定されます。
図2.
6.2.2 鋼板および鋼帯の端部キャンバーは、いかなる場合でも4mm以下でなければならない。
2000mmの長さ。鋼板の長さが2000mm以下の場合、
エッジキャンバーは鋼材の実測長さの0.2%以下でなければならない。
シート。
6.2.3 縦方向に切断された鋼帯の端部キャンバーは2mm以下でなければならない。
任意の2000mmの長さ。
6.3 凹凸
6.3.1 鋼板の凹凸とは、
鋼板を自由に置いたときに測定される鋼板の下面
プラットフォームとプラットフォーム。図 1 に示すように。
6.3.2 鋼板の形状と位置に応じて、ひずみの種類は次のように分類される。
以下のカテゴリーに分かれています。
6.3.2.1 反り: 鋼板の全方向における残留湾曲。
縦方向(圧延方向)または横方向(圧延方向に対して垂直)です。
6.3.2.2 波:鋼板の長手方向に沿った波、さざ波。
6.3.2.3 エッジ波: 参照...
共有