1
/
の
6
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
Q/BQB 402-2009 英語 PDF (QBQB402-2009)
Q/BQB 402-2009 英語 PDF (QBQB402-2009)
通常価格
$70.00 USD
通常価格
セール価格
$70.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: Q/BQB 402-2009をクリックしてください
過去のバージョン: Q/BQB 402-2009
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
Q/BQB 402-2009: 冷間圧延炭素鋼および鋼帯
品質保証委員会 402-2009
ビクビク
エンタープライズ標準
宝山鋼鉄株式会社
Q/BQB 402-2003、BZJ 491-2004 の置き換え
連続冷間圧延炭素鋼板および
ストリップ
目次
1 範囲 ... 3
2 規範的参照 ... 3
3 分類とコード ... 4
4 ご注文に必要な情報 ... 5
5 寸法、形状、重量および許容偏差...6
6 技術要件 ... 6
7 検査とテスト...10
8 包装、マーキング、検査文書...11
9 数値の丸めルール ... 11
10 指定のおおよその比較 ... 11
付録A(参考)
この規格と国内外の規格…12
追加情報: ... 12
連続冷間圧延炭素鋼板および
ストリップ
1 範囲
この規格は、分類とコード、サイズ、形状、重量、
技術要件、検査とテスト、包装、マーキングと検査
連続冷間圧延炭素鋼板および鋼帯の文書。
この規格は、連続冷間圧延炭素鋼板に適用され、
厚さが
宝山鋼鉄株式会社が製造した0.17mm~3.5mmの
2 規範的参照
以下の文書の規定は、この規格の規定となる。
この規格の参照を通じて。日付の付いた参照については、その後の
この規格には修正(訂正を除く)または改訂は適用されない。
しかし、この基準に基づいて合意に達した当事者は、
これらのドキュメントの最新バージョンが適用可能かどうかを検討することをお勧めします。
日付のない参照については、参照文書の最新版が適用されます。
GB/T 222-2006 鋼の化学成分の許容公差
製品
GB/T 223 鋼および合金の化学分析方法
GB/T 228-2002 金属材料 - 常温での引張試験
GB/T 230.1-2004 金属ロックウェル硬度試験 - パート 1: 試験方法
(スケール A、B、C、D、E、F、G、H、K、N、T)
GB/T 232-1999 金属材料 - 曲げ試験
GB/T 2523-2008 表面粗さ及びピーク数の測定方法
冷間圧延金属板(ストリップ)用
GB/T 2975-1998 鋼鉄および鋼鉄製品 - 試験場所および準備
機械試験用部品
GB/T 4336-2002 火花放電原子放出の標準試験方法
炭素鋼および低合金鋼の分光分析(通常の方法)
鋼板や鋼帯に使用される鋼は、
酸素変換器。
6.3 配送状況
6.3.1 鋼板および鋼帯は、熱処理後に供給される。
連続冷間圧延。熱処理の種類は、
表4の要件。
6.3.2 鋼板や鋼帯は通常、油を塗布した後に供給される。
塗布された油膜はアルカリ水溶液で除去できるものとする。
通常の梱包、輸送、積み下ろし、保管
条件によっては、供給者は鋼板および鋼帯の表面が
製造完了日から6ヶ月以内に錆びません。
購入者の要求に応じて、交渉を通じて
契約書に記載されているように、供給者と購入者は、
オイルなしで供給されます。
6.4 機械的性質
6.4.1 焼鈍鋼板および平鋼板の機械的性質
ストリップは表6の要件を満たす必要があります。
6.4.2 経年劣化の影響により、鋼板や鋼板の機械的性質は
ストリップは保管期間が長くなるにつれて劣化します。
降伏強度と引張強度、破断時の伸びの減少、
成形性の低下、引張ひずみ跡の発生などが発生するため、
できるだけ早く使用することをお勧めします
超上級
仕上げ面FD
製品の両面のうち、良好な面には、品質に影響を与える欠陥があってはならない。
塗装後の外観品質またはメッキ後の外観品質。
相手側は少なくともFBの要件を満たす必要があります。
6.7.3 鋼帯の場合、欠陥部分を切断する機会がないため、
部品については、鋼帯は欠陥のある状態で納品されることが認められているが、欠陥のある部品は
各ロールの全長の 6% を超えてはなりません。
6.8 表面構造
表面構造がピット状(D)の場合、平均粗さRaは制御される。
0.6 µm < Ra ≤ 1.9 µm; 表面構造が明るい表面(B)の場合、
平均粗さRaはRa≤0.9µmに制御されます。
7 検査とテスト
7.1 鋼板および鋼帯の外観は目視検査されるものとする。
7.2 鋼板および鋼帯の寸法および形状は、
適切な測定ツールによって。
7.3 r値は15%ひずみで計算されます。均一伸びが15%未満の場合は、
15%未満の場合、均一な端部のひずみ値に基づいて計算されます。
伸長。
7.4 鋼板および鋼帯はバッチ単位で検査され、受入れられる。
検査バッチは、同じ指定の鋼板および鋼帯から構成されるものとする。
同じ仕様、同じ処理状態、同じ熱処理システム
30トンを超えない。
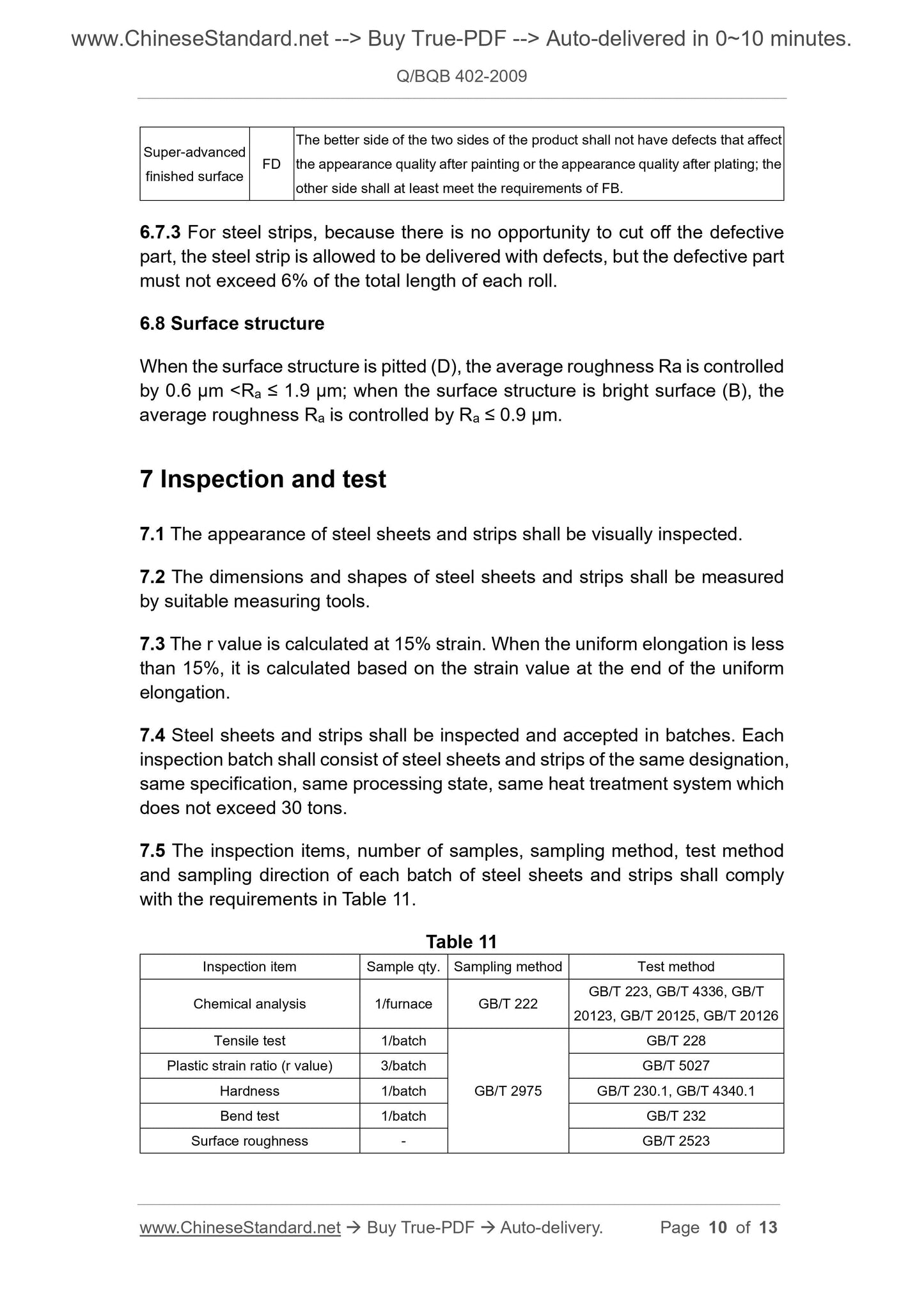
7.5 検査項目、サンプル数、サンプリング方法、試験方法
鋼板および鋼帯の各バッチのサンプリング方向は、
表11の要件を満たしている。
表11
検査項目 サンプル数 サンプリング方法 試験方法
化学分析 1/炉 GB/T 222 GB/T 223、GB/T 4336、GB/T 20123、GB/T 20125、GB/T 20126
引張試験 1回/バッチ
GB/T 2975
GB/T 228
塑性ひずみ比(r値)3/バッチ GB/T 5027
硬度 1/バッチ GB/T 230.1、GB/T 4340.1
曲げ試験 1/バッチ GB/T 232
表面粗さ - GB/T 2523
7.6 引張、塑性ひずみ比(r値)、硬度、曲げ試験(該当する場合)
結果が標準要件を満たさない場合は、
同じバッチからサンプルを取り出し、不合格となったアイテムを再テストします。再テストが
結果(この項目のテストに必要なすべての指標を含む)が適格であること、
バッチ全体が合格です。再テスト結果の1つの指標が
(項目のテストに必要なすべての指標を含む)が不合格になった場合、再テストは
不合格。再テストが不合格だった場合、再テストを受けた単一のピースは
テストに合格し、テスト結果が不適格である場合は受け入れられず、単一の
この材料のバッチ内のテストの対象とならない部分は提出される可能性があります
テストと承認のために再度実行します。
8 包装、マーキング、検査文書
鋼板および鋼帯の包装、マーキング、検査文書
Q/BQB 400に準拠する必要があります。購入者が特別な要件を持っている場合は、
荷物の重量については、契約書に明記するものとします。
9 数値の丸めルール
数値の丸め規則は GB/T 8170 の規定に準拠するものとします。
10 指定のおおよその比較
この規格の名称と
国内および海外の規格は付録Aのとおりです。
1分で見積もりを取得: Q/BQB 402-2009をクリックしてください
過去のバージョン: Q/BQB 402-2009
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
Q/BQB 402-2009: 冷間圧延炭素鋼および鋼帯
品質保証委員会 402-2009
ビクビク
エンタープライズ標準
宝山鋼鉄株式会社
Q/BQB 402-2003、BZJ 491-2004 の置き換え
連続冷間圧延炭素鋼板および
ストリップ
目次
1 範囲 ... 3
2 規範的参照 ... 3
3 分類とコード ... 4
4 ご注文に必要な情報 ... 5
5 寸法、形状、重量および許容偏差...6
6 技術要件 ... 6
7 検査とテスト...10
8 包装、マーキング、検査文書...11
9 数値の丸めルール ... 11
10 指定のおおよその比較 ... 11
付録A(参考)
この規格と国内外の規格…12
追加情報: ... 12
連続冷間圧延炭素鋼板および
ストリップ
1 範囲
この規格は、分類とコード、サイズ、形状、重量、
技術要件、検査とテスト、包装、マーキングと検査
連続冷間圧延炭素鋼板および鋼帯の文書。
この規格は、連続冷間圧延炭素鋼板に適用され、
厚さが
宝山鋼鉄株式会社が製造した0.17mm~3.5mmの
2 規範的参照
以下の文書の規定は、この規格の規定となる。
この規格の参照を通じて。日付の付いた参照については、その後の
この規格には修正(訂正を除く)または改訂は適用されない。
しかし、この基準に基づいて合意に達した当事者は、
これらのドキュメントの最新バージョンが適用可能かどうかを検討することをお勧めします。
日付のない参照については、参照文書の最新版が適用されます。
GB/T 222-2006 鋼の化学成分の許容公差
製品
GB/T 223 鋼および合金の化学分析方法
GB/T 228-2002 金属材料 - 常温での引張試験
GB/T 230.1-2004 金属ロックウェル硬度試験 - パート 1: 試験方法
(スケール A、B、C、D、E、F、G、H、K、N、T)
GB/T 232-1999 金属材料 - 曲げ試験
GB/T 2523-2008 表面粗さ及びピーク数の測定方法
冷間圧延金属板(ストリップ)用
GB/T 2975-1998 鋼鉄および鋼鉄製品 - 試験場所および準備
機械試験用部品
GB/T 4336-2002 火花放電原子放出の標準試験方法
炭素鋼および低合金鋼の分光分析(通常の方法)
鋼板や鋼帯に使用される鋼は、
酸素変換器。
6.3 配送状況
6.3.1 鋼板および鋼帯は、熱処理後に供給される。
連続冷間圧延。熱処理の種類は、
表4の要件。
6.3.2 鋼板や鋼帯は通常、油を塗布した後に供給される。
塗布された油膜はアルカリ水溶液で除去できるものとする。
通常の梱包、輸送、積み下ろし、保管
条件によっては、供給者は鋼板および鋼帯の表面が
製造完了日から6ヶ月以内に錆びません。
購入者の要求に応じて、交渉を通じて
契約書に記載されているように、供給者と購入者は、
オイルなしで供給されます。
6.4 機械的性質
6.4.1 焼鈍鋼板および平鋼板の機械的性質
ストリップは表6の要件を満たす必要があります。
6.4.2 経年劣化の影響により、鋼板や鋼板の機械的性質は
ストリップは保管期間が長くなるにつれて劣化します。
降伏強度と引張強度、破断時の伸びの減少、
成形性の低下、引張ひずみ跡の発生などが発生するため、
できるだけ早く使用することをお勧めします
超上級
仕上げ面FD
製品の両面のうち、良好な面には、品質に影響を与える欠陥があってはならない。
塗装後の外観品質またはメッキ後の外観品質。
相手側は少なくともFBの要件を満たす必要があります。
6.7.3 鋼帯の場合、欠陥部分を切断する機会がないため、
部品については、鋼帯は欠陥のある状態で納品されることが認められているが、欠陥のある部品は
各ロールの全長の 6% を超えてはなりません。
6.8 表面構造
表面構造がピット状(D)の場合、平均粗さRaは制御される。
0.6 µm < Ra ≤ 1.9 µm; 表面構造が明るい表面(B)の場合、
平均粗さRaはRa≤0.9µmに制御されます。
7 検査とテスト
7.1 鋼板および鋼帯の外観は目視検査されるものとする。
7.2 鋼板および鋼帯の寸法および形状は、
適切な測定ツールによって。
7.3 r値は15%ひずみで計算されます。均一伸びが15%未満の場合は、
15%未満の場合、均一な端部のひずみ値に基づいて計算されます。
伸長。
7.4 鋼板および鋼帯はバッチ単位で検査され、受入れられる。
検査バッチは、同じ指定の鋼板および鋼帯から構成されるものとする。
同じ仕様、同じ処理状態、同じ熱処理システム
30トンを超えない。
7.5 検査項目、サンプル数、サンプリング方法、試験方法
鋼板および鋼帯の各バッチのサンプリング方向は、
表11の要件を満たしている。
表11
検査項目 サンプル数 サンプリング方法 試験方法
化学分析 1/炉 GB/T 222 GB/T 223、GB/T 4336、GB/T 20123、GB/T 20125、GB/T 20126
引張試験 1回/バッチ
GB/T 2975
GB/T 228
塑性ひずみ比(r値)3/バッチ GB/T 5027
硬度 1/バッチ GB/T 230.1、GB/T 4340.1
曲げ試験 1/バッチ GB/T 232
表面粗さ - GB/T 2523
7.6 引張、塑性ひずみ比(r値)、硬度、曲げ試験(該当する場合)
結果が標準要件を満たさない場合は、
同じバッチからサンプルを取り出し、不合格となったアイテムを再テストします。再テストが
結果(この項目のテストに必要なすべての指標を含む)が適格であること、
バッチ全体が合格です。再テスト結果の1つの指標が
(項目のテストに必要なすべての指標を含む)が不合格になった場合、再テストは
不合格。再テストが不合格だった場合、再テストを受けた単一のピースは
テストに合格し、テスト結果が不適格である場合は受け入れられず、単一の
この材料のバッチ内のテストの対象とならない部分は提出される可能性があります
テストと承認のために再度実行します。
8 包装、マーキング、検査文書
鋼板および鋼帯の包装、マーキング、検査文書
Q/BQB 400に準拠する必要があります。購入者が特別な要件を持っている場合は、
荷物の重量については、契約書に明記するものとします。
9 数値の丸めルール
数値の丸め規則は GB/T 8170 の規定に準拠するものとします。
10 指定のおおよその比較
この規格の名称と
国内および海外の規格は付録Aのとおりです。
共有