1
/
の
6
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
QB/T 2472-2000 英語 PDF (QBT2472-2000)
QB/T 2472-2000 英語 PDF (QBT2472-2000)
通常価格
$150.00 USD
通常価格
セール価格
$150.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: QB/T 2472-2000をクリック
歴史的バージョン: QB/T 2472-2000
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
QB/T 2472-2000: 農業用フレキシブル PVC カレンダーおよびステンターリングフィルム
クオーターバック2472-2000
クォーターバック
軽工業規格
中華人民共和国
分類番号: G33
出願番号: 6916-2000
農業用フレキシブルPVCカレンダー加工およびステンター加工
膜
発行日: 2000年3月30日
実施日: 2000 年 8 月 1 日
発行者:国家軽工業局
目次
序文…3
1 範囲 ... 4
2 規範的参照 ... 4
3 製品分類 ... 4
4 要件 ... 5
5 試験方法 ... 6
6 検査ルール ... 11
7 マーキング、包装、輸送および保管...13
農業用フレキシブルPVCカレンダー加工およびステンター加工
膜
1 範囲
この規格は、製品の分類、要件、試験方法、
検査規則とマーキング、包装、輸送、農産物の保管
柔軟な PVC カレンダーおよびステンターフィルム。
この規格は農業用軟質PVCカレンダー加工およびステンター加工に適用される。
ポリ塩化ビニルを主原料とするフィルム(以下「フィルム」という。)
可塑剤、安定剤、その他の助剤を添加した樹脂で、
カレンダー加工とステンター加工法。
2 規範的参照
以下の基準に含まれる条項は、本基準の条項を構成する。
この規格に引用されているものは、この規格に準拠しています。発行時点では、
示された基準は有効です。すべての基準は改訂され、この基準を使用するすべての関係者は
標準では、以下の最新バージョンを使用する可能性を検討するものとする。
標準。
GB/T 2828-1987 ロットごとの検査のためのサンプリング手順と表
属性(連続ロットまたはバッチの検査に適用)
GB/T 2918-1998 プラスチック - 調整および
テスト
GB/T 6673-1986 プラスチック - フィルムおよびシート - 長さおよび厚さの測定
幅
GB/T 13022-1991 プラスチック - 引張特性の試験方法
QB/T 1130-1991 プラスチックの角度引裂き性能試験方法
HG 2-163-1965 プラスチックの低温伸び試験方法
3 製品分類
3.1 フィルムの分類は表1の通りです。
5.1.1 サンプルはフィルムの各納品バッチからランダムに選択する必要があります。
フィルムロールから表面の3層(約2μm)を剥がし、試験片を切り出します。
フィルムの縦方向を示します。
5.1.2 厚さと幅は表6に規定するものとする。1ロール
目視検査の対象となり、他のロールは
物理的および機械的特性と滴下防止性能のテスト。
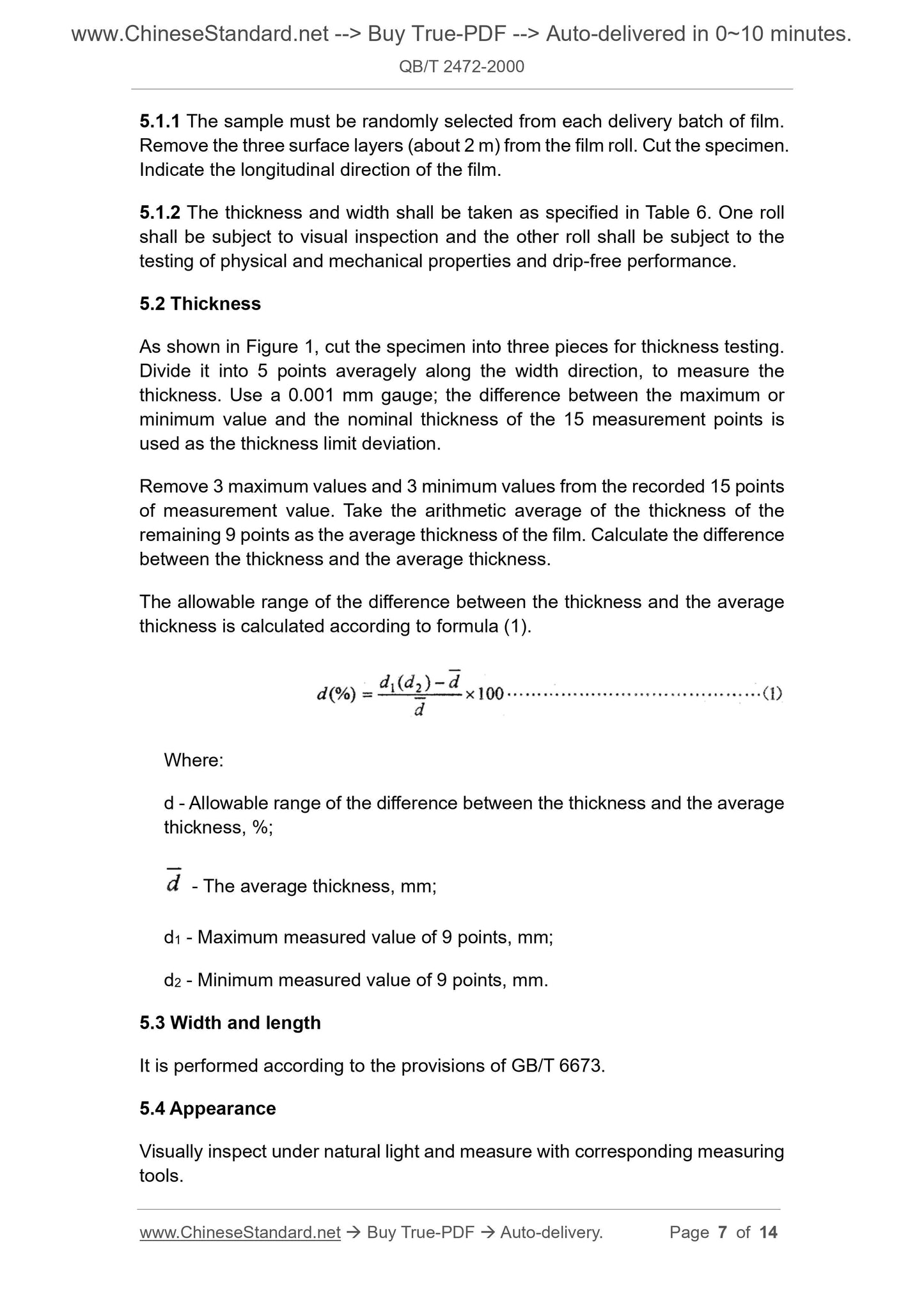
5.2 厚さ
図1に示すように、厚さ試験のために試験片を3つに切断します。
幅方向に沿って平均的に5点に分割し、
厚さ。0.001mmのゲージを使用します。最大値と最小値の差は、
15の測定点の最小値と公称厚さは
厚さの限界偏差として使用されます。
記録された15点から最大値3点と最小値3点を削除します。
測定値の算術平均をとる。
残りの9点をフィルムの平均厚さとして計算します。
厚さと平均厚さの間。
厚さと平均の差の許容範囲
厚さは式(1)に従って計算される。
どこ:
d - 厚さと平均値の差の許容範囲
厚さ、%;
- 平均厚さ、mm;
d1 - 9点の最大測定値、mm;
d2 - 9 点の最小測定値、mm。
5.3 幅と長さ
GB/T 6673 の規定に従って実行されます。
5.4 外観
自然光の下で目視検査し、対応する測定器で測定する
ツール。
QB/T 1130 の規定に従って実行されます。
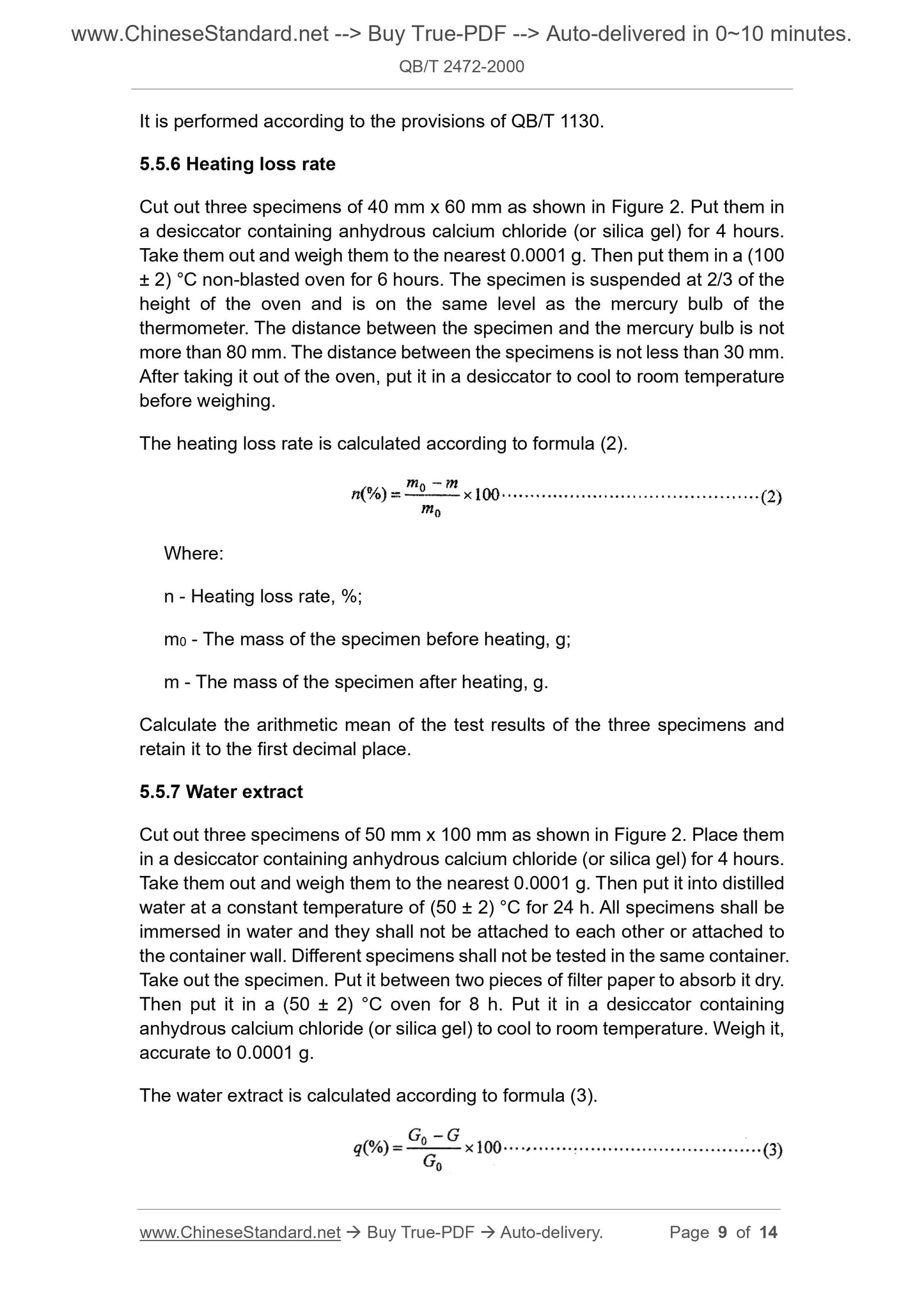
5.5.6 加熱損失率
図2に示すように40mm×60mmの試験片を3枚切り取ります。
無水塩化カルシウム(またはシリカゲル)を入れたデシケーターに4時間浸します。
取り出して0.0001gまで計量し、(100
± 2) °Cの非送風オーブンで6時間放置する。試験片は、
オーブンの高さは、
温度計。試料と水銀球の間の距離は
80mm以上。試験片間の距離は30mm以上です。
オーブンから取り出した後、デシケーターに入れて室温まで冷まします。
計量する前に。
加熱損失率は式(2)に従って計算される。
どこ:
n - 加熱損失率、%;
m0 - 加熱前の試料の質量、g;
m - 加熱後の試料の質量、g。
3つの試験片の試験結果の算術平均を計算し、
小数点第1位まで保持します。
5.5.7 水抽出物
図2に示すように、50 mm x 100 mmの試験片を3つ切り取ります。
無水塩化カルシウム(またはシリカゲル)を入れたデシケーター内で4時間放置します。
取り出して0.0001gまで計量し、蒸留水に入れて
一定温度(50±2)℃の水に24時間浸漬する。すべての試験片は
水に浸し、互いに接続したり、
容器の壁。異なる試験片を同じ容器内で試験してはならない。
標本を取り出し、ろ紙2枚の間に挟んで吸収乾燥させます。
その後、(50±2)℃のオーブンに8時間入れます。
無水塩化カルシウム(またはシリカゲル)を室温まで冷やし、重さを量り、
0.0001 g の精度。
水抽出物は式(3)に従って計算される。
フィルムはバッチ単位で検査されます。50トン未満のフィルムは
同じ原材料、同じ製法、同じ方法で継続的に生産される
プロセスでは、同じ仕様がバッチを形成します。
6.2 サンプリング
ランダムサンプリング方式を使用します。
仕様と外観はGB/T 2828に準拠しています。
通常の検査サブサンプリング計画。一般的な検査レベルはIIで、
表6に示すように、許容品質レベル(AQL)は6.5です。
6.3 検査分類
6.3.1 工場終了時の検査
工場出庫時の検査項目は、水分抽出、加熱損失を除く全項目です。
使用後 6 か月以内の滴り防止フィルムの滴り防止率と滴り防止性能。
6.3.2 型式検査
指定されたすべての技術要件に従って検査を実施する。
この基準。通常の生産期間中は、少なくとも 3 か月に 1 回。
いずれかの条件が発生した場合には、型式検査も実施しなければならない。
a) 通常生産中に原材料や原材料に大きな変更があった場合、
プロセスは製品のパフォーマンスに影響を与える可能性があります。
b) 長期の生産停止後に生産を再開する場合
c) 新製品の型式が確定した場合、または旧製品が移行中の場合
生産工場;
d) 工場出国検査の関連検査結果と
最終型式検査は大幅に異なります。
e) 国家品質監督機関が型式検査を要求した場合。
1分で見積もりを取得: QB/T 2472-2000をクリック
歴史的バージョン: QB/T 2472-2000
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
QB/T 2472-2000: 農業用フレキシブル PVC カレンダーおよびステンターリングフィルム
クオーターバック2472-2000
クォーターバック
軽工業規格
中華人民共和国
分類番号: G33
出願番号: 6916-2000
農業用フレキシブルPVCカレンダー加工およびステンター加工
膜
発行日: 2000年3月30日
実施日: 2000 年 8 月 1 日
発行者:国家軽工業局
目次
序文…3
1 範囲 ... 4
2 規範的参照 ... 4
3 製品分類 ... 4
4 要件 ... 5
5 試験方法 ... 6
6 検査ルール ... 11
7 マーキング、包装、輸送および保管...13
農業用フレキシブルPVCカレンダー加工およびステンター加工
膜
1 範囲
この規格は、製品の分類、要件、試験方法、
検査規則とマーキング、包装、輸送、農産物の保管
柔軟な PVC カレンダーおよびステンターフィルム。
この規格は農業用軟質PVCカレンダー加工およびステンター加工に適用される。
ポリ塩化ビニルを主原料とするフィルム(以下「フィルム」という。)
可塑剤、安定剤、その他の助剤を添加した樹脂で、
カレンダー加工とステンター加工法。
2 規範的参照
以下の基準に含まれる条項は、本基準の条項を構成する。
この規格に引用されているものは、この規格に準拠しています。発行時点では、
示された基準は有効です。すべての基準は改訂され、この基準を使用するすべての関係者は
標準では、以下の最新バージョンを使用する可能性を検討するものとする。
標準。
GB/T 2828-1987 ロットごとの検査のためのサンプリング手順と表
属性(連続ロットまたはバッチの検査に適用)
GB/T 2918-1998 プラスチック - 調整および
テスト
GB/T 6673-1986 プラスチック - フィルムおよびシート - 長さおよび厚さの測定
幅
GB/T 13022-1991 プラスチック - 引張特性の試験方法
QB/T 1130-1991 プラスチックの角度引裂き性能試験方法
HG 2-163-1965 プラスチックの低温伸び試験方法
3 製品分類
3.1 フィルムの分類は表1の通りです。
5.1.1 サンプルはフィルムの各納品バッチからランダムに選択する必要があります。
フィルムロールから表面の3層(約2μm)を剥がし、試験片を切り出します。
フィルムの縦方向を示します。
5.1.2 厚さと幅は表6に規定するものとする。1ロール
目視検査の対象となり、他のロールは
物理的および機械的特性と滴下防止性能のテスト。
5.2 厚さ
図1に示すように、厚さ試験のために試験片を3つに切断します。
幅方向に沿って平均的に5点に分割し、
厚さ。0.001mmのゲージを使用します。最大値と最小値の差は、
15の測定点の最小値と公称厚さは
厚さの限界偏差として使用されます。
記録された15点から最大値3点と最小値3点を削除します。
測定値の算術平均をとる。
残りの9点をフィルムの平均厚さとして計算します。
厚さと平均厚さの間。
厚さと平均の差の許容範囲
厚さは式(1)に従って計算される。
どこ:
d - 厚さと平均値の差の許容範囲
厚さ、%;
- 平均厚さ、mm;
d1 - 9点の最大測定値、mm;
d2 - 9 点の最小測定値、mm。
5.3 幅と長さ
GB/T 6673 の規定に従って実行されます。
5.4 外観
自然光の下で目視検査し、対応する測定器で測定する
ツール。
QB/T 1130 の規定に従って実行されます。
5.5.6 加熱損失率
図2に示すように40mm×60mmの試験片を3枚切り取ります。
無水塩化カルシウム(またはシリカゲル)を入れたデシケーターに4時間浸します。
取り出して0.0001gまで計量し、(100
± 2) °Cの非送風オーブンで6時間放置する。試験片は、
オーブンの高さは、
温度計。試料と水銀球の間の距離は
80mm以上。試験片間の距離は30mm以上です。
オーブンから取り出した後、デシケーターに入れて室温まで冷まします。
計量する前に。
加熱損失率は式(2)に従って計算される。
どこ:
n - 加熱損失率、%;
m0 - 加熱前の試料の質量、g;
m - 加熱後の試料の質量、g。
3つの試験片の試験結果の算術平均を計算し、
小数点第1位まで保持します。
5.5.7 水抽出物
図2に示すように、50 mm x 100 mmの試験片を3つ切り取ります。
無水塩化カルシウム(またはシリカゲル)を入れたデシケーター内で4時間放置します。
取り出して0.0001gまで計量し、蒸留水に入れて
一定温度(50±2)℃の水に24時間浸漬する。すべての試験片は
水に浸し、互いに接続したり、
容器の壁。異なる試験片を同じ容器内で試験してはならない。
標本を取り出し、ろ紙2枚の間に挟んで吸収乾燥させます。
その後、(50±2)℃のオーブンに8時間入れます。
無水塩化カルシウム(またはシリカゲル)を室温まで冷やし、重さを量り、
0.0001 g の精度。
水抽出物は式(3)に従って計算される。
フィルムはバッチ単位で検査されます。50トン未満のフィルムは
同じ原材料、同じ製法、同じ方法で継続的に生産される
プロセスでは、同じ仕様がバッチを形成します。
6.2 サンプリング
ランダムサンプリング方式を使用します。
仕様と外観はGB/T 2828に準拠しています。
通常の検査サブサンプリング計画。一般的な検査レベルはIIで、
表6に示すように、許容品質レベル(AQL)は6.5です。
6.3 検査分類
6.3.1 工場終了時の検査
工場出庫時の検査項目は、水分抽出、加熱損失を除く全項目です。
使用後 6 か月以内の滴り防止フィルムの滴り防止率と滴り防止性能。
6.3.2 型式検査
指定されたすべての技術要件に従って検査を実施する。
この基準。通常の生産期間中は、少なくとも 3 か月に 1 回。
いずれかの条件が発生した場合には、型式検査も実施しなければならない。
a) 通常生産中に原材料や原材料に大きな変更があった場合、
プロセスは製品のパフォーマンスに影響を与える可能性があります。
b) 長期の生産停止後に生産を再開する場合
c) 新製品の型式が確定した場合、または旧製品が移行中の場合
生産工場;
d) 工場出国検査の関連検査結果と
最終型式検査は大幅に異なります。
e) 国家品質監督機関が型式検査を要求した場合。
共有