1
/
の
12
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
QC/T 1026-2016 英語 PDF (QCT1026-2016)
QC/T 1026-2016 英語 PDF (QCT1026-2016)
通常価格
$140.00 USD
通常価格
セール価格
$140.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: QC/T 1026-2016をクリック
過去のバージョン: QC/T 1026-2016
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
QC/T 1026-2016: 自動車計器パネルのPVCスラッシュスキンの性能と測定
品質管理/品質保証 1026-2016
品質管理
自動車業界標準
中華人民共和国
ICS43.040.60
T20
PVCの性能と測定
自動車計器盤のスラッシュスキン
発行日:2016年1月15日
2016年7月1日に実施
発行者:工業情報化省
中華人民共和国
目次
序文…5
1 範囲 ... 6
2 規範的参照 ... 6
3 用語と定義 ... 7
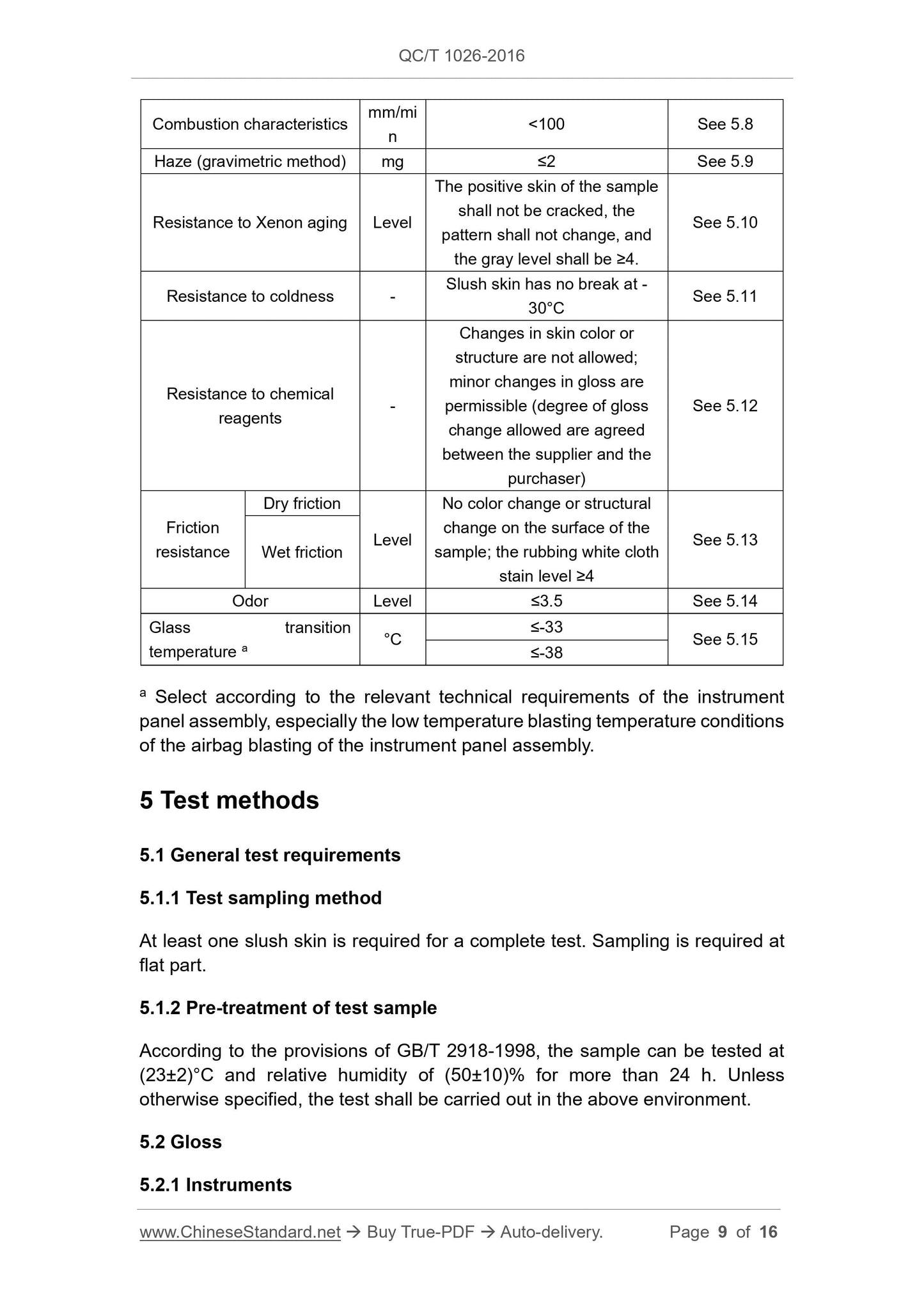
4 技術要件 ... 8
5 試験方法 ... 9
6 検査ルール ... 15
7 ストレージ ... 15
PVCの性能と測定
自動車計器盤のスラッシュスキン
1 範囲
この規格は、PVCスラッシュの技術要件と試験方法を規定する。
自動車の計器盤の表皮。
この規格は自動車計器盤のPVCスラッシュスキンに適用する。
主にポリ塩化ビニル粉末(以下、スラッシュと呼ぶ)で作られた
肌)。
2 規範的参照
以下の参照文書は、
この文書。日付のある参考文献については、引用された版のみが適用されます。日付のない参考文献については、
参考文献、参照文書の最新版(
(改正)が適用されます。
GB/T 250-2008、繊維 - 色堅牢度試験 - 評価用グレースケール
色が変わる
GB/T 251-2008、繊維 - 色堅牢度試験 - 評価用グレースケール
染色
GB/T 1040.1-2006、プラスチック - 引張特性の測定 - パート 1。
一般原則
GB/T 1040.3-2006、プラスチック - 引張特性の測定 - パート 3。
フィルムおよびシートの試験条件
GB/T 2411-2008、プラスチックおよびエボナイト - へこみの測定
デュロメータによる硬度(ショア硬度)
GB/T 2918-1998、プラスチック - 調整および
テスト
GB/T 3920-2008、繊維製品 - 色堅牢度試験 - 色堅牢度
こする
GB 8410、自動車内装材の可燃性
GB/T 9754-2007、塗料およびワニス - 鏡面光沢度の測定
20°、60°、85°の非金属塗装膜
GB/T 16422.1-2006、プラスチック - 実験室光への曝露方法
ソース - パート 1. 一般的なガイダンス
GB/T 16422.2-1999、プラスチック - 実験室の光への曝露方法
電源パート2.キセノンアーク電源
ISO 105-B06.1998、繊維 - 色堅牢度試験 - パートB06。色
高温での人工光に対する堅牢性と劣化。キセノンアークによる退色
ランプテスト
ISO 105-B06 AMD 1.2002、繊維 - 色堅牢度試験 - パート B06。
高温での人工光に対する色堅牢度と経年変化。キセノンアーク
フェーディングランプテスト
ISO 6452.2000、ゴムまたはプラスチックコーティングされた布地 - 曇りの判定
自動車内装材の特性
ISO 6721-1.2011、プラスチック - 動的機械特性の測定
- パート1. 一般原則
ISO 6721-4.2012、プラスチック - 動的機械特性の測定
- 第4部 引張振動 - 非共振法
ISO 6721-11.2012、プラスチック - 動的機械的強度の測定
特性 - パート 11. ガラス転移温度
3 用語と定義
このドキュメントでは、以下の用語と定義が適用されます。
3.1 計器盤のスラッシュスキン
ポリ塩化ビニル粉末が表面を柔らかくする装飾品
均一ステーションを回転させることにより予熱された金型の表面に付着し、
そして「積み込み」という成形工程で製造される自動車の内装
粉末状の材料を加圧せずに可塑化、冷却して装飾性を持たせる。
金型の形状は一貫している
3.2 ポジティブスキン
軟化部品を作製した後の装飾表面
3.3 ネガティブスキン
正の皮膚に相対する表面
光沢計はGB/T 9754-2007の要件を満たす必要があります。
5.2.2 テスト手順
GB/T 9754-2007に従って3つのサンプルを採取し、光沢度を測定します。
サンプルの皮膚の陽性反応を単一角度測定(60°)で調べる。
結果は 3 つのサンプルの算術平均として表されます。
5.3 色
5.3.1 楽器
色差計(分光光度計とも呼ばれる)。45°/0°または
d/8°測定方法は、両当事者が概ね合意したものです。
5.3.2 テスト手順
少なくとも5回の個別測定を行い、測定位置は
表面全体に分布している。結果は両者によって概ね一致している。
パーティー。
5.4 厚さ
5.4.1 楽器
厚さゲージ。精度は0.01mm以上、厚さゲージの荷重は
393 g、押さえ径は10 mm。厚さゲージの荷重と
押さえの直径はサプライヤーと購入者の間で合意することができます。
5.4.2 テスト手順
50mm×50mmのサンプルを3枚取り、パターン面を
サンプルをゲージの上に下向きに置きます。2つのポイントを選択します。各ポイントは
サンプルの端から5mm離れており、2点間の距離は
10mm以上。サンプルの厚さを最も近い値で測定します。
0.0.1 mm。テスト結果は 6 つのテスト ポイントの算術平均として表されます。
5.5 面密度
5.5.1 楽器
分析天秤。0.1 mg 単位まで。
5.5.2 テスト手順
100mm×100mmの平らなサンプルを3つ取り、それぞれを計量します。
分析天秤で0.1mgに最も近い値まで測定し、
結果は平方メートル当たりのグラム数で表されます。テスト結果は次のように表されます。
3 つのサンプルの算術平均 (整数)。
参照物質。DOP(ジオクチルフタレート)、分析的に純粋なDOPが必要です。
5.9.2 テスト手順
サンプルは試験前に少なくとも24時間乾燥機で乾燥させなければなりません。
試験はISO 6452.2000の規定に従って実施されます。
直径80mmのサンプルを2つ取り、アトマイザーのガラスに入れます
(皮膚の表側を上にして置きます)。金属リングでサンプルを押します。
同時にグラスに(10.0±0.2)gのDOPを入れます。グラスを
オイルバス。シーリングリング、計量したアルミピン(G0)、丸いガラス
プレート、ろ紙、冷却プレートをガラスカップの縁に置きます。オイル
温度は(100±0.5)℃に制御され、冷却プレートの温度は
(21±1)℃に制御され、(16±0.2)時間維持される。
冷却プレート、ろ紙、ガラスプレートを順番に、慎重にアルミニウムを取り除く
アルミホイルを覆い、アルミホイルの曇った面を上にして、
乾燥機で3.5時間~4時間乾燥させます。曇ったアルミホイル(G1)を計量し、
乾燥機に保管してください。G1とG0の差がテスト結果です。
サンプル結果は 2 つのサンプルの算術平均として表されます。
DOPの凝縮値が(4.9±0.25)の範囲内であることを確認する。
mg(油温100℃の場合のみ)。DOPの凝縮値が
この範囲にない場合、テストは無効となり、原因が分析され、
テストは繰り返されるものとする。
特別な場合には、試験温度と保管時間は交渉可能です。
サプライヤーと購入者の間で。
5.10 キセノン劣化に対する耐性
5.10.1 装備
キセノンランプエージングチャンバー。GB/T 16422.1-2006 に準拠。
フィルターシステムは、ガラス製の内側フィルターと
ウランカルシウムガラス外部フィルター。
参考資料。ISO 105-B06.1998に準拠したNo.6ブルーウール。
5.10.2 テスト手順
GB/T 16422.2-1999の規定に従って、140mm×3枚を用意する。
70mmのサンプルと…
1分で見積もりを取得: QC/T 1026-2016をクリック
過去のバージョン: QC/T 1026-2016
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
QC/T 1026-2016: 自動車計器パネルのPVCスラッシュスキンの性能と測定
品質管理/品質保証 1026-2016
品質管理
自動車業界標準
中華人民共和国
ICS43.040.60
T20
PVCの性能と測定
自動車計器盤のスラッシュスキン
発行日:2016年1月15日
2016年7月1日に実施
発行者:工業情報化省
中華人民共和国
目次
序文…5
1 範囲 ... 6
2 規範的参照 ... 6
3 用語と定義 ... 7
4 技術要件 ... 8
5 試験方法 ... 9
6 検査ルール ... 15
7 ストレージ ... 15
PVCの性能と測定
自動車計器盤のスラッシュスキン
1 範囲
この規格は、PVCスラッシュの技術要件と試験方法を規定する。
自動車の計器盤の表皮。
この規格は自動車計器盤のPVCスラッシュスキンに適用する。
主にポリ塩化ビニル粉末(以下、スラッシュと呼ぶ)で作られた
肌)。
2 規範的参照
以下の参照文書は、
この文書。日付のある参考文献については、引用された版のみが適用されます。日付のない参考文献については、
参考文献、参照文書の最新版(
(改正)が適用されます。
GB/T 250-2008、繊維 - 色堅牢度試験 - 評価用グレースケール
色が変わる
GB/T 251-2008、繊維 - 色堅牢度試験 - 評価用グレースケール
染色
GB/T 1040.1-2006、プラスチック - 引張特性の測定 - パート 1。
一般原則
GB/T 1040.3-2006、プラスチック - 引張特性の測定 - パート 3。
フィルムおよびシートの試験条件
GB/T 2411-2008、プラスチックおよびエボナイト - へこみの測定
デュロメータによる硬度(ショア硬度)
GB/T 2918-1998、プラスチック - 調整および
テスト
GB/T 3920-2008、繊維製品 - 色堅牢度試験 - 色堅牢度
こする
GB 8410、自動車内装材の可燃性
GB/T 9754-2007、塗料およびワニス - 鏡面光沢度の測定
20°、60°、85°の非金属塗装膜
GB/T 16422.1-2006、プラスチック - 実験室光への曝露方法
ソース - パート 1. 一般的なガイダンス
GB/T 16422.2-1999、プラスチック - 実験室の光への曝露方法
電源パート2.キセノンアーク電源
ISO 105-B06.1998、繊維 - 色堅牢度試験 - パートB06。色
高温での人工光に対する堅牢性と劣化。キセノンアークによる退色
ランプテスト
ISO 105-B06 AMD 1.2002、繊維 - 色堅牢度試験 - パート B06。
高温での人工光に対する色堅牢度と経年変化。キセノンアーク
フェーディングランプテスト
ISO 6452.2000、ゴムまたはプラスチックコーティングされた布地 - 曇りの判定
自動車内装材の特性
ISO 6721-1.2011、プラスチック - 動的機械特性の測定
- パート1. 一般原則
ISO 6721-4.2012、プラスチック - 動的機械特性の測定
- 第4部 引張振動 - 非共振法
ISO 6721-11.2012、プラスチック - 動的機械的強度の測定
特性 - パート 11. ガラス転移温度
3 用語と定義
このドキュメントでは、以下の用語と定義が適用されます。
3.1 計器盤のスラッシュスキン
ポリ塩化ビニル粉末が表面を柔らかくする装飾品
均一ステーションを回転させることにより予熱された金型の表面に付着し、
そして「積み込み」という成形工程で製造される自動車の内装
粉末状の材料を加圧せずに可塑化、冷却して装飾性を持たせる。
金型の形状は一貫している
3.2 ポジティブスキン
軟化部品を作製した後の装飾表面
3.3 ネガティブスキン
正の皮膚に相対する表面
光沢計はGB/T 9754-2007の要件を満たす必要があります。
5.2.2 テスト手順
GB/T 9754-2007に従って3つのサンプルを採取し、光沢度を測定します。
サンプルの皮膚の陽性反応を単一角度測定(60°)で調べる。
結果は 3 つのサンプルの算術平均として表されます。
5.3 色
5.3.1 楽器
色差計(分光光度計とも呼ばれる)。45°/0°または
d/8°測定方法は、両当事者が概ね合意したものです。
5.3.2 テスト手順
少なくとも5回の個別測定を行い、測定位置は
表面全体に分布している。結果は両者によって概ね一致している。
パーティー。
5.4 厚さ
5.4.1 楽器
厚さゲージ。精度は0.01mm以上、厚さゲージの荷重は
393 g、押さえ径は10 mm。厚さゲージの荷重と
押さえの直径はサプライヤーと購入者の間で合意することができます。
5.4.2 テスト手順
50mm×50mmのサンプルを3枚取り、パターン面を
サンプルをゲージの上に下向きに置きます。2つのポイントを選択します。各ポイントは
サンプルの端から5mm離れており、2点間の距離は
10mm以上。サンプルの厚さを最も近い値で測定します。
0.0.1 mm。テスト結果は 6 つのテスト ポイントの算術平均として表されます。
5.5 面密度
5.5.1 楽器
分析天秤。0.1 mg 単位まで。
5.5.2 テスト手順
100mm×100mmの平らなサンプルを3つ取り、それぞれを計量します。
分析天秤で0.1mgに最も近い値まで測定し、
結果は平方メートル当たりのグラム数で表されます。テスト結果は次のように表されます。
3 つのサンプルの算術平均 (整数)。
参照物質。DOP(ジオクチルフタレート)、分析的に純粋なDOPが必要です。
5.9.2 テスト手順
サンプルは試験前に少なくとも24時間乾燥機で乾燥させなければなりません。
試験はISO 6452.2000の規定に従って実施されます。
直径80mmのサンプルを2つ取り、アトマイザーのガラスに入れます
(皮膚の表側を上にして置きます)。金属リングでサンプルを押します。
同時にグラスに(10.0±0.2)gのDOPを入れます。グラスを
オイルバス。シーリングリング、計量したアルミピン(G0)、丸いガラス
プレート、ろ紙、冷却プレートをガラスカップの縁に置きます。オイル
温度は(100±0.5)℃に制御され、冷却プレートの温度は
(21±1)℃に制御され、(16±0.2)時間維持される。
冷却プレート、ろ紙、ガラスプレートを順番に、慎重にアルミニウムを取り除く
アルミホイルを覆い、アルミホイルの曇った面を上にして、
乾燥機で3.5時間~4時間乾燥させます。曇ったアルミホイル(G1)を計量し、
乾燥機に保管してください。G1とG0の差がテスト結果です。
サンプル結果は 2 つのサンプルの算術平均として表されます。
DOPの凝縮値が(4.9±0.25)の範囲内であることを確認する。
mg(油温100℃の場合のみ)。DOPの凝縮値が
この範囲にない場合、テストは無効となり、原因が分析され、
テストは繰り返されるものとする。
特別な場合には、試験温度と保管時間は交渉可能です。
サプライヤーと購入者の間で。
5.10 キセノン劣化に対する耐性
5.10.1 装備
キセノンランプエージングチャンバー。GB/T 16422.1-2006 に準拠。
フィルターシステムは、ガラス製の内側フィルターと
ウランカルシウムガラス外部フィルター。
参考資料。ISO 105-B06.1998に準拠したNo.6ブルーウール。
5.10.2 テスト手順
GB/T 16422.2-1999の規定に従って、140mm×3枚を用意する。
70mmのサンプルと…
共有