1
/
の
5
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
QC/T 293-2019 英語 PDF (QCT293-2019)
QC/T 293-2019 英語 PDF (QCT293-2019)
通常価格
$175.00 USD
通常価格
セール価格
$175.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: QC/T 293-2019をクリック
過去のバージョン: QC/T 293-2019
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
QC/T 293-2019: 自動車の車軸シャフトの仕様とベンチテスト方法
品質管理/品質保証 293-2019
品質管理
自動車業界標準
中華人民共和国
ICS43.040.50
T21
QC/T 293-1999、QC/T 294-1999 の置き換え
自動車の仕様とベンチテスト方法
車軸シャフト
発行日: 2019年11月11日
実施日: 2020年4月1日
発行元:中華人民共和国工業情報化部
目次
序文…5
1 スコープ...8
2 規範的参照 ... 8
3 用語と定義 ... 8
4 技術要件 ... 12
5 試験方法 ... 14
自動車の仕様とベンチテスト方法
車軸シャフト
1 範囲
この規格は、以下の技術的条件とベンチテスト方法を規定しています。
自動車の車軸シャフト。
この規格は、フルフローティングアクスルシャフトおよびセミフローティングアクスルシャフトに適用されます。
非操舵駆動車軸(鉱業用車両車軸を除く)。
2 規範的参照
この文書の申請には以下の文書が必須です。
日付の記載された文書については、日付が示されたバージョンのみが適用されます。
この文書にのみ適用されます。日付のない文書については、最新バージョン(
この規格には、すべての修正条項が適用されます。
GB/T 3077 合金構造用鋼
GB/T 5216 指定された硬化性帯域を有する構造用鋼
GB/T 5617 誘導加熱または加熱後の硬化の有効深さの測定
鋼の火炎焼入れ
GB/T 13320 鋼金型の金属組織等級分類アトラスおよび評価方法
鍛造品
JB/T 9204 高周波焼入れ鋼部品の組織検査
3 用語と定義
この文書には以下の用語と定義が適用されます。
3.1
アクスルシャフト
差動装置または主減速機からのトルクを伝達するシャフトは、
車輪または車輪側減速機の駆動ギアに、その一部は
曲げモーメントも受ける可能性があります。
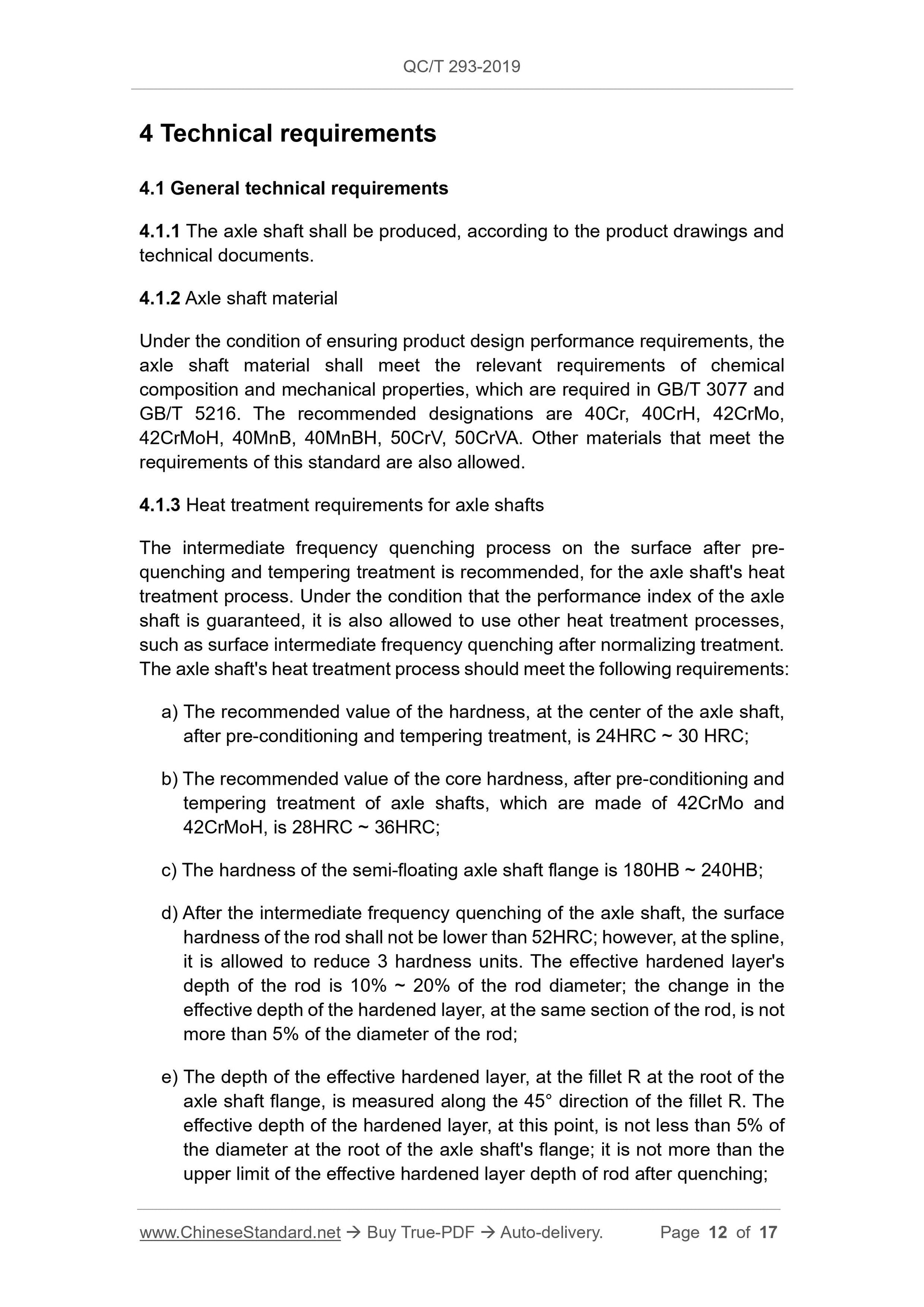
4 技術要件
4.1 一般的な技術要件
4.1.1 車軸シャフトは、製品図面に従って製造され、
技術文書。
4.1.2 アクスルシャフトの材質
製品設計の性能要件を保証する条件の下で、
車軸シャフトの材質は、化学薬品の関連要件を満たす必要がある。
GB/T 3077で要求される組成と機械的特性、
GB/T 5216。推奨される指定は40Cr、40CrH、42CrMo、
42CrMoH、40MnB、40MnBH、50CrV、50CrVA。
この規格の要件も許可されます。
4.1.3 アクスルシャフトの熱処理要件
前処理後の表面の中間周波焼入れ処理
アクスルシャフトの熱に対しては、焼入れ焼戻し処理が推奨される。
処理プロセス。車軸の性能指数が
シャフトが保証され、他の熱処理プロセスを使用することもできます。
焼準処理後の表面中間周波焼入れなど。
アクスルシャフトの熱処理プロセスは、次の要件を満たす必要があります。
a) 車軸中心の硬度の推奨値
前処理および焼戻し処理後、24HRC~30HRCです。
b) 予備調整後のコア硬度の推奨値
42CrMo製の車軸の焼戻し処理と
42CrMoHは28HRC~36HRCです。
c) セミフローティングアクスルシャフトフランジの硬度は180HB~240HBです。
d) アクスルシャフトの中周波焼入れ後、表面
ロッドの硬度は52HRC以上でなければならないが、スプラインでは、
3硬度単位の減少が認められる。有効な硬化層の
ロッドの深さはロッドの直径の10%〜20%であり、
ロッドの同じ部分における硬化層の有効深さは、
ロッドの直径の5%以上
e) 有効硬化層の深さ、フィレットRの根元
アクスルシャフトフランジは、フィレットRの45°方向に沿って測定されます。
この時点での硬化層の有効深さは、
車軸のフランジの根元の直径。
焼入れ後の棒の有効硬化層深さの上限。
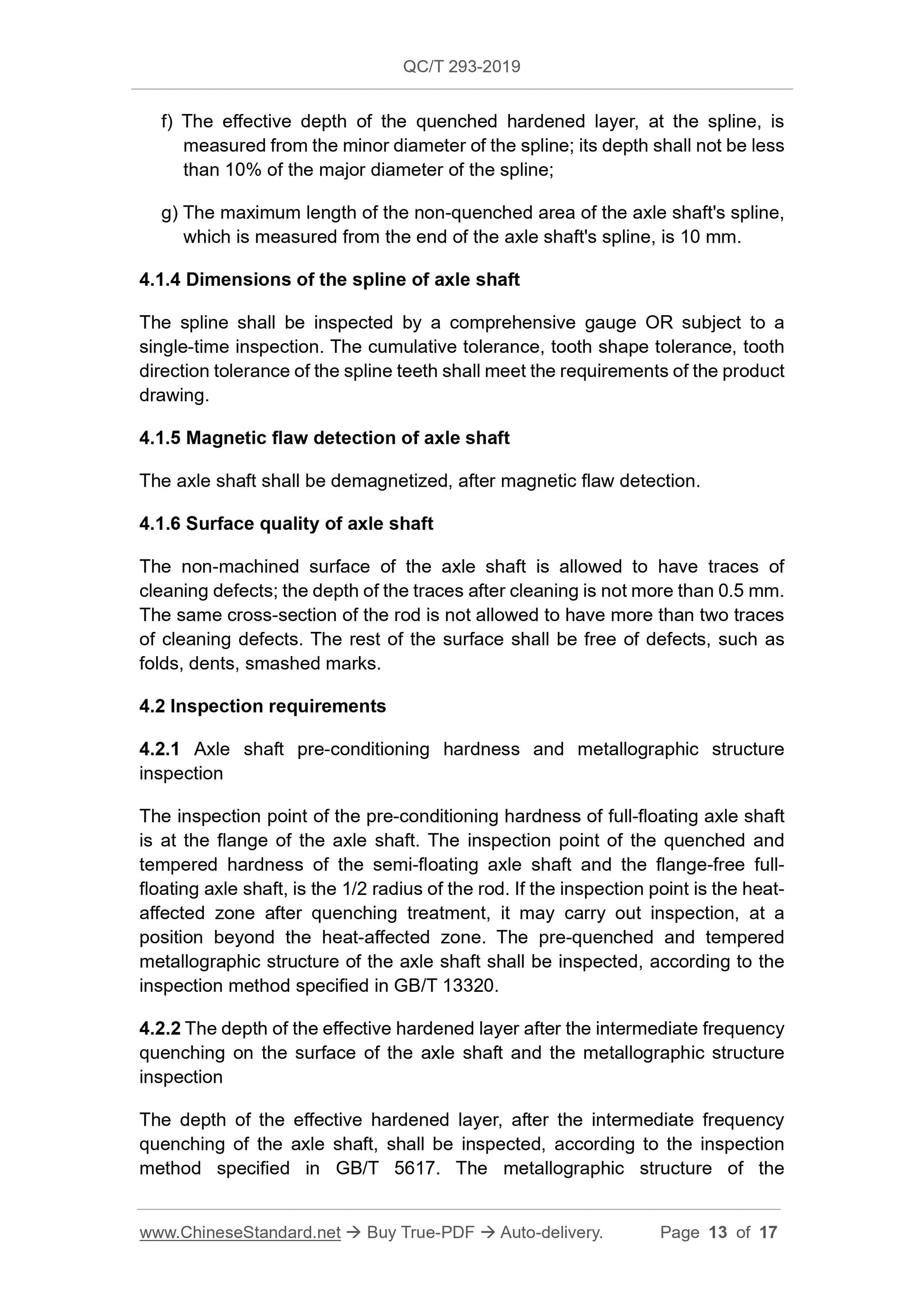
f) スプラインにおける焼入れ硬化層の有効深さは、
スプラインの短径から測定し、その深さは
スプラインの長径の10%未満
g) 車軸のスプラインの非焼入れ領域の最大長さ、
アクスルシャフトのスプラインの端から測定すると 10 mm です。
4.1.4 アクスルシャフトのスプライン寸法
スプラインは、包括的なゲージによって検査されるか、または
1回限りの検査。累積公差、歯形公差、歯
スプライン歯の方向公差は製品の要件を満たす必要がある
描画。
4.1.5 車軸の磁気探傷
磁気欠陥検出後、車軸を消磁する必要があります。
4.1.6 車軸シャフトの表面品質
アクスルシャフトの非機械加工面には、
洗浄欠陥;洗浄後の痕跡の深さは0.5mm以下。
ロッドの同じ断面には2つ以上のトレースは許可されません
洗浄不良。表面の残りの部分には、次のような欠陥がないこと。
折り目、へこみ、潰れた跡。
4.2 検査要件
4.2.1 アクスルシャフトのプレコンディショニング硬度と金属組織
検査
フルフローティングアクスルシャフトのプレコンディショニング硬度の検査ポイント
アクスルシャフトのフランジ部分です。焼入れおよび
セミフローティングアクスルシャフトとフランジフリーフルアクスルシャフトの焼戻し硬度
フローティングアクスルシャフトはロッドの半径の1/2です。検査ポイントがヒートシャフトの場合、
焼入れ処理後の影響を受けた領域については、検査を実施する場合がある。
熱影響部を超えた位置。焼入れ焼戻し済みの
車軸の金属組織は、
GB/T 13320に規定された検査方法。
4.2.2 中間周波数後の有効硬化層の深さ
車軸表面の焼入れと金属組織
検査
中間周波数後の有効硬化層の深さ
車軸の焼入れは、検査に従って検査されなければならない。
GB/T 5617に規定された方法。
1分で見積もりを取得: QC/T 293-2019をクリック
過去のバージョン: QC/T 293-2019
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
QC/T 293-2019: 自動車の車軸シャフトの仕様とベンチテスト方法
品質管理/品質保証 293-2019
品質管理
自動車業界標準
中華人民共和国
ICS43.040.50
T21
QC/T 293-1999、QC/T 294-1999 の置き換え
自動車の仕様とベンチテスト方法
車軸シャフト
発行日: 2019年11月11日
実施日: 2020年4月1日
発行元:中華人民共和国工業情報化部
目次
序文…5
1 スコープ...8
2 規範的参照 ... 8
3 用語と定義 ... 8
4 技術要件 ... 12
5 試験方法 ... 14
自動車の仕様とベンチテスト方法
車軸シャフト
1 範囲
この規格は、以下の技術的条件とベンチテスト方法を規定しています。
自動車の車軸シャフト。
この規格は、フルフローティングアクスルシャフトおよびセミフローティングアクスルシャフトに適用されます。
非操舵駆動車軸(鉱業用車両車軸を除く)。
2 規範的参照
この文書の申請には以下の文書が必須です。
日付の記載された文書については、日付が示されたバージョンのみが適用されます。
この文書にのみ適用されます。日付のない文書については、最新バージョン(
この規格には、すべての修正条項が適用されます。
GB/T 3077 合金構造用鋼
GB/T 5216 指定された硬化性帯域を有する構造用鋼
GB/T 5617 誘導加熱または加熱後の硬化の有効深さの測定
鋼の火炎焼入れ
GB/T 13320 鋼金型の金属組織等級分類アトラスおよび評価方法
鍛造品
JB/T 9204 高周波焼入れ鋼部品の組織検査
3 用語と定義
この文書には以下の用語と定義が適用されます。
3.1
アクスルシャフト
差動装置または主減速機からのトルクを伝達するシャフトは、
車輪または車輪側減速機の駆動ギアに、その一部は
曲げモーメントも受ける可能性があります。
4 技術要件
4.1 一般的な技術要件
4.1.1 車軸シャフトは、製品図面に従って製造され、
技術文書。
4.1.2 アクスルシャフトの材質
製品設計の性能要件を保証する条件の下で、
車軸シャフトの材質は、化学薬品の関連要件を満たす必要がある。
GB/T 3077で要求される組成と機械的特性、
GB/T 5216。推奨される指定は40Cr、40CrH、42CrMo、
42CrMoH、40MnB、40MnBH、50CrV、50CrVA。
この規格の要件も許可されます。
4.1.3 アクスルシャフトの熱処理要件
前処理後の表面の中間周波焼入れ処理
アクスルシャフトの熱に対しては、焼入れ焼戻し処理が推奨される。
処理プロセス。車軸の性能指数が
シャフトが保証され、他の熱処理プロセスを使用することもできます。
焼準処理後の表面中間周波焼入れなど。
アクスルシャフトの熱処理プロセスは、次の要件を満たす必要があります。
a) 車軸中心の硬度の推奨値
前処理および焼戻し処理後、24HRC~30HRCです。
b) 予備調整後のコア硬度の推奨値
42CrMo製の車軸の焼戻し処理と
42CrMoHは28HRC~36HRCです。
c) セミフローティングアクスルシャフトフランジの硬度は180HB~240HBです。
d) アクスルシャフトの中周波焼入れ後、表面
ロッドの硬度は52HRC以上でなければならないが、スプラインでは、
3硬度単位の減少が認められる。有効な硬化層の
ロッドの深さはロッドの直径の10%〜20%であり、
ロッドの同じ部分における硬化層の有効深さは、
ロッドの直径の5%以上
e) 有効硬化層の深さ、フィレットRの根元
アクスルシャフトフランジは、フィレットRの45°方向に沿って測定されます。
この時点での硬化層の有効深さは、
車軸のフランジの根元の直径。
焼入れ後の棒の有効硬化層深さの上限。
f) スプラインにおける焼入れ硬化層の有効深さは、
スプラインの短径から測定し、その深さは
スプラインの長径の10%未満
g) 車軸のスプラインの非焼入れ領域の最大長さ、
アクスルシャフトのスプラインの端から測定すると 10 mm です。
4.1.4 アクスルシャフトのスプライン寸法
スプラインは、包括的なゲージによって検査されるか、または
1回限りの検査。累積公差、歯形公差、歯
スプライン歯の方向公差は製品の要件を満たす必要がある
描画。
4.1.5 車軸の磁気探傷
磁気欠陥検出後、車軸を消磁する必要があります。
4.1.6 車軸シャフトの表面品質
アクスルシャフトの非機械加工面には、
洗浄欠陥;洗浄後の痕跡の深さは0.5mm以下。
ロッドの同じ断面には2つ以上のトレースは許可されません
洗浄不良。表面の残りの部分には、次のような欠陥がないこと。
折り目、へこみ、潰れた跡。
4.2 検査要件
4.2.1 アクスルシャフトのプレコンディショニング硬度と金属組織
検査
フルフローティングアクスルシャフトのプレコンディショニング硬度の検査ポイント
アクスルシャフトのフランジ部分です。焼入れおよび
セミフローティングアクスルシャフトとフランジフリーフルアクスルシャフトの焼戻し硬度
フローティングアクスルシャフトはロッドの半径の1/2です。検査ポイントがヒートシャフトの場合、
焼入れ処理後の影響を受けた領域については、検査を実施する場合がある。
熱影響部を超えた位置。焼入れ焼戻し済みの
車軸の金属組織は、
GB/T 13320に規定された検査方法。
4.2.2 中間周波数後の有効硬化層の深さ
車軸表面の焼入れと金属組織
検査
中間周波数後の有効硬化層の深さ
車軸の焼入れは、検査に従って検査されなければならない。
GB/T 5617に規定された方法。
共有