1
/
の
12
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
TB/T 2817-1997 英語 PDF (TBT2817-1997)
TB/T 2817-1997 英語 PDF (TBT2817-1997)
通常価格
$165.00 USD
通常価格
セール価格
$165.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: TB/T 2817-1997をクリック
歴史的バージョン: TB/T 2817-1997
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
TB/T 2817-1997: 鉄道車両用ソリッド圧延鋼車輪の技術仕様
TB/T 2817-1997
結核
鉄道業界標準
中華人民共和国
技術仕様
鉄道車両用ソリッド圧延鋼車輪
発行日 1997年7月10日
1998年1月1日に実施
発行者:中華人民共和国鉄道部
目次
前進...3
1 範囲 ... 4
2 規範的参照 ... 4
3 ホイールのサイズ ... 5
4 技術要件 ... 7
5 試験方法 ... 15
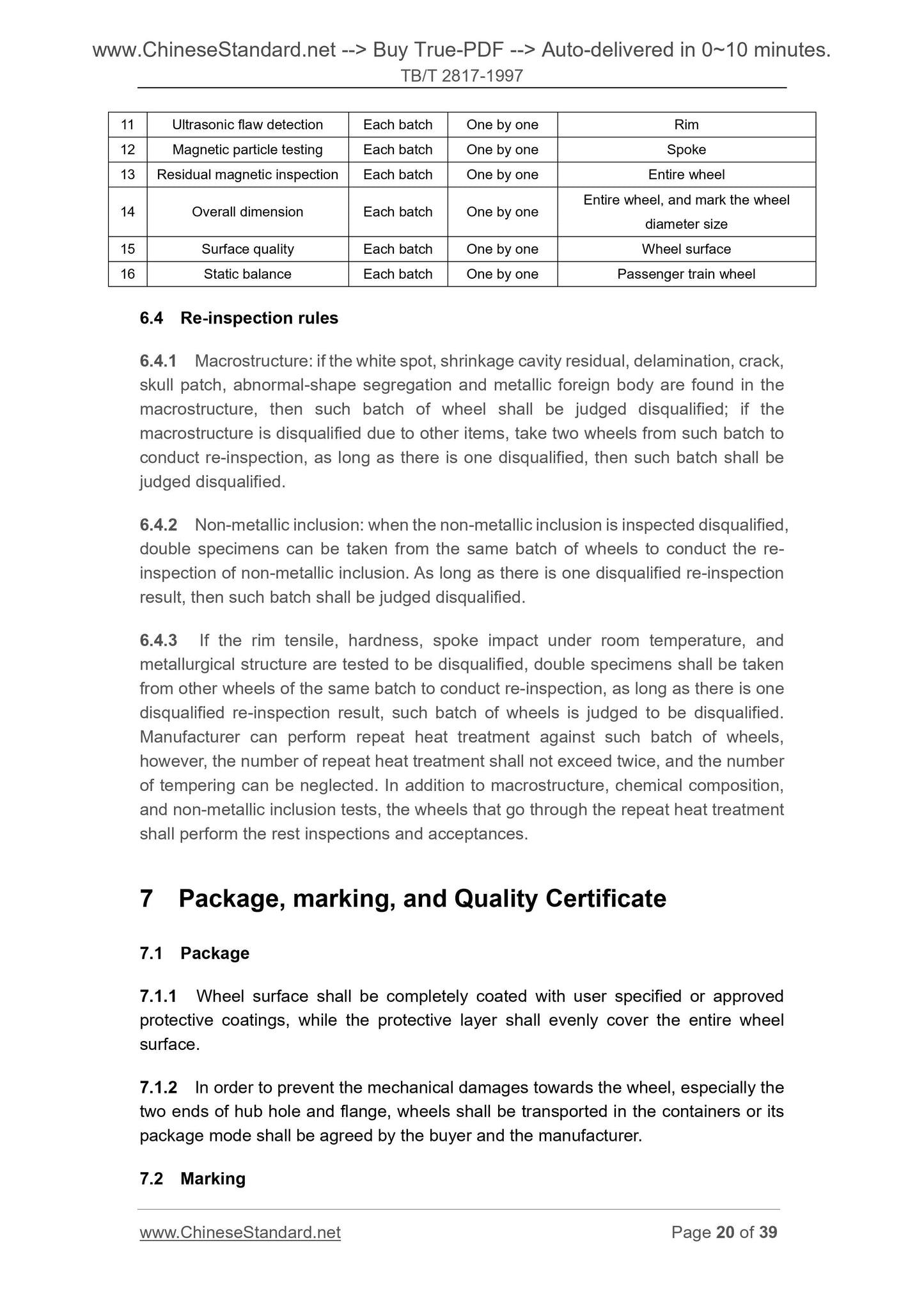
6 検査ルール ... 19
7 パッケージ、マーキング、品質証明書...20
8 保証 ... 22
付録A(規格の付録)ホイールのショットピーニング強化
... 24
フォワード
この規格は、UIC812-3技術規格を同等に採用して作成された。
非合金鋼ソリッド圧延鋼ホイールの供給仕様
鉄道機関車; 国家規格およびその他の規格のいくつかの規定は
国の状況に適応するために補足されました。
この規格は鉄道科学技術省によって提案された。
開発部門。
この規格は、標準および計量研究の管轄下にあります。
鉄道省の研究所。
この規格の起草組織。標準計量研究所
中国科学院鉄道金属化学研究所
中国鉄道省、四方鉄道車両研究所。
この規格の主任起草スタッフ。韓英、張英志、鄭偉生、劉
XinmingとZhang Bin。
技術仕様
鉄道車両用ソリッド圧延鋼車輪
1 範囲
この規格は、文字のサイズと幾何公差、技術要件、
試験方法、検査規則、パッケージ、マーキング、品質証明書など
準軌道車両用一体圧延鋼車輪(以下、車輪という。)
この規格は、ソリッドロールの製造、発注、試験に適用される。
旅客列車速度≤160km/hの鉄道車両および貨物列車用の鋼製車輪
速度≤120km/h。
2 規範的参照
以下の規範文書には、この文書で参照される規定が含まれている。
規格は、この規格の規定を構成する。発行時点では、
示された基準は有効です。すべての基準は改訂され、合意に達したすべての当事者は
この規格に従って合意した人は、最新の
以下の規格のエディションが適用されます。
GB 222-84 化学成分の測定のための鋼のサンプリング方法
製品分析における許容される変動
GB 223 鉄鋼および合金の化学分析方法
GB 226-91 エッチングによる鋼のマクロ組織と欠陥の試験方法
GB 228-87 金属の引張試験方法
GB/T 229-1994 金属材料 - シャルピーノッチ(U字型ノッチ)衝撃試験
GB 231-84 金属のブリネル硬度試験方法
GB 8601-88 鉄道用ソリッド圧延鋼車輪
GB 10561-89 鋼中の非金属介在物の顕微鏡検査方法
TB 1967-87 機関車および客車用ホイールプロファイル
ZBY 230-84 Aモード超音波探傷器の一般的な仕様
4.1.3 化学成分分析と溶解の許容誤差(%)
完成したホイールの分析は以下の通りです。
C. -0.02 または +0.03 P. +0.005
Si. -0.02 または +0.03 S. +0.005
Mn. -0.04 または +0.05
4.2 ホイール製造
4.2.1 製鉄
ホイール鋼は、電気炉で溶解した高品質のキルド鋼によって製造される。
炉、平炉、回転炉。売主と買主が合意した場合、その他の
溶融法も採用でき、精錬処理を外部で行うこともできる。
炉内の溶鋼中の水素含有量は3.5ppm以下でなければならない。鋼塊は
下から鋳造される。剥離後、鋼塊は完全にゆっくりと冷却されなければならない。
真空脱ガス処理を施すことで、
スタックを直接冷却します。
4.2.2 ホイール熱成形
ホイールは、鋼塊をヘッドカットして製造され、ヘッド
切断量は、
鋼塊の両面にホイール品質が見られ、鋼塊のすべての表面が
圧延品質に影響を与える可能性のある欠陥がないこと。
熱成形加熱期間中、ホイールの過熱と過熱
鋼ビレットは避け、熱成形加熱温度は超えてはならない
1250度、熱加工最終温度は1250度以内に制御される。
850度~1000度の範囲です。
真空成形を行わない鋼鉄製のホイールの熱成形後
脱ガス処理では、白斑を除去するための対策を講じる必要があります。
等温、徐冷など。
4.2.3 製造工程におけるホイールの識別マーキング
すべての鋼塊、鋼片、切断棒、ホイールには、それぞれ明確にマークを付ける必要があります。
プロセスは、各ホイールが配送前に識別できるようにしています。このようなマークが異なる場合は、
完成したホイールの最終マークから、そのマークはできるだけ浅くなければならない。
完成したホイールに痕跡が残らないようにすることも可能です。
4.2.4 ホイールの熱処理
ホイールリムは焼入れ焼戻し処理を行い、水で処理する。
焼入れ期間中にスポーク内に侵入するのを防ぎます。
グレード2以下の緩み、中心の緩み、分離、非
金属介在物が存在することが許容されます。
4.5 非金属介在物
3つのリムのサンプルにおいて、各介在物の等級は次の通りとする。
要件。クラスB(アルミナ介在物)はグレード1以下、クラスA
(硫化物包有物)、クラスC(ケイ酸塩包有物)、クラスD(球状酸化物)
それぞれグレード3以下。
4.6 超音波探傷
すべてのホイールは、熱処理と機械加工の後、
超音波による傷の検出を1つずつ行います。
すべてのホイールのリムの内部不連続性を検出するには、次の指定を採用してください。
以下の手順に従って超音波探傷検査を実施するための装置。
4.6.1 探傷装置はZB Y 230-84の規定に適合し、
その周波数帯域は欠陥検出方法の要件を満たす必要があります。
4.6.2 プローブの動作周波数。2.25〜5MHz。
4.6.3 プローブの構造と寸法はすべての試験方法に適用可能でなければならない。
4.6.4 超音波探傷器には欠陥自動警報システムが装備されていなければならない。
4.6.5 試験面とプローブの間には適切な接触媒質を使用しなければならない。
ただし、リムに許容できない腐食が発生してはならない。
調整器具、校正器具、および
テスト期間。
4.6.6 人工的な模擬欠陥を有するホイールまたはリムのセグメントは、
機器を校正するための比較試験ブロックとして使用される。機器の感度は
4.6.7項、4.6.8項に規定される人為的欠陥を生じさせるように調整され、
条項4.6.9は、反射エコーの1/2の完全な大きさを生成します。
4.6.7 軸方向試験期間中、人工欠陥は厚さの半分の位置に配置される。
リムの直径はリム側面に垂直に約3.2mm、深さは
平底穴は約25~38mmです(図2参照)。
将来のチェックのための正式な表。
4.7.3 照明の照度は週に1回点検し、試験結果は
将来の確認のために指定されたテーブルに記録されます。
1分で見積もりを取得: TB/T 2817-1997をクリック
歴史的バージョン: TB/T 2817-1997
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
TB/T 2817-1997: 鉄道車両用ソリッド圧延鋼車輪の技術仕様
TB/T 2817-1997
結核
鉄道業界標準
中華人民共和国
技術仕様
鉄道車両用ソリッド圧延鋼車輪
発行日 1997年7月10日
1998年1月1日に実施
発行者:中華人民共和国鉄道部
目次
前進...3
1 範囲 ... 4
2 規範的参照 ... 4
3 ホイールのサイズ ... 5
4 技術要件 ... 7
5 試験方法 ... 15
6 検査ルール ... 19
7 パッケージ、マーキング、品質証明書...20
8 保証 ... 22
付録A(規格の付録)ホイールのショットピーニング強化
... 24
フォワード
この規格は、UIC812-3技術規格を同等に採用して作成された。
非合金鋼ソリッド圧延鋼ホイールの供給仕様
鉄道機関車; 国家規格およびその他の規格のいくつかの規定は
国の状況に適応するために補足されました。
この規格は鉄道科学技術省によって提案された。
開発部門。
この規格は、標準および計量研究の管轄下にあります。
鉄道省の研究所。
この規格の起草組織。標準計量研究所
中国科学院鉄道金属化学研究所
中国鉄道省、四方鉄道車両研究所。
この規格の主任起草スタッフ。韓英、張英志、鄭偉生、劉
XinmingとZhang Bin。
技術仕様
鉄道車両用ソリッド圧延鋼車輪
1 範囲
この規格は、文字のサイズと幾何公差、技術要件、
試験方法、検査規則、パッケージ、マーキング、品質証明書など
準軌道車両用一体圧延鋼車輪(以下、車輪という。)
この規格は、ソリッドロールの製造、発注、試験に適用される。
旅客列車速度≤160km/hの鉄道車両および貨物列車用の鋼製車輪
速度≤120km/h。
2 規範的参照
以下の規範文書には、この文書で参照される規定が含まれている。
規格は、この規格の規定を構成する。発行時点では、
示された基準は有効です。すべての基準は改訂され、合意に達したすべての当事者は
この規格に従って合意した人は、最新の
以下の規格のエディションが適用されます。
GB 222-84 化学成分の測定のための鋼のサンプリング方法
製品分析における許容される変動
GB 223 鉄鋼および合金の化学分析方法
GB 226-91 エッチングによる鋼のマクロ組織と欠陥の試験方法
GB 228-87 金属の引張試験方法
GB/T 229-1994 金属材料 - シャルピーノッチ(U字型ノッチ)衝撃試験
GB 231-84 金属のブリネル硬度試験方法
GB 8601-88 鉄道用ソリッド圧延鋼車輪
GB 10561-89 鋼中の非金属介在物の顕微鏡検査方法
TB 1967-87 機関車および客車用ホイールプロファイル
ZBY 230-84 Aモード超音波探傷器の一般的な仕様
4.1.3 化学成分分析と溶解の許容誤差(%)
完成したホイールの分析は以下の通りです。
C. -0.02 または +0.03 P. +0.005
Si. -0.02 または +0.03 S. +0.005
Mn. -0.04 または +0.05
4.2 ホイール製造
4.2.1 製鉄
ホイール鋼は、電気炉で溶解した高品質のキルド鋼によって製造される。
炉、平炉、回転炉。売主と買主が合意した場合、その他の
溶融法も採用でき、精錬処理を外部で行うこともできる。
炉内の溶鋼中の水素含有量は3.5ppm以下でなければならない。鋼塊は
下から鋳造される。剥離後、鋼塊は完全にゆっくりと冷却されなければならない。
真空脱ガス処理を施すことで、
スタックを直接冷却します。
4.2.2 ホイール熱成形
ホイールは、鋼塊をヘッドカットして製造され、ヘッド
切断量は、
鋼塊の両面にホイール品質が見られ、鋼塊のすべての表面が
圧延品質に影響を与える可能性のある欠陥がないこと。
熱成形加熱期間中、ホイールの過熱と過熱
鋼ビレットは避け、熱成形加熱温度は超えてはならない
1250度、熱加工最終温度は1250度以内に制御される。
850度~1000度の範囲です。
真空成形を行わない鋼鉄製のホイールの熱成形後
脱ガス処理では、白斑を除去するための対策を講じる必要があります。
等温、徐冷など。
4.2.3 製造工程におけるホイールの識別マーキング
すべての鋼塊、鋼片、切断棒、ホイールには、それぞれ明確にマークを付ける必要があります。
プロセスは、各ホイールが配送前に識別できるようにしています。このようなマークが異なる場合は、
完成したホイールの最終マークから、そのマークはできるだけ浅くなければならない。
完成したホイールに痕跡が残らないようにすることも可能です。
4.2.4 ホイールの熱処理
ホイールリムは焼入れ焼戻し処理を行い、水で処理する。
焼入れ期間中にスポーク内に侵入するのを防ぎます。
グレード2以下の緩み、中心の緩み、分離、非
金属介在物が存在することが許容されます。
4.5 非金属介在物
3つのリムのサンプルにおいて、各介在物の等級は次の通りとする。
要件。クラスB(アルミナ介在物)はグレード1以下、クラスA
(硫化物包有物)、クラスC(ケイ酸塩包有物)、クラスD(球状酸化物)
それぞれグレード3以下。
4.6 超音波探傷
すべてのホイールは、熱処理と機械加工の後、
超音波による傷の検出を1つずつ行います。
すべてのホイールのリムの内部不連続性を検出するには、次の指定を採用してください。
以下の手順に従って超音波探傷検査を実施するための装置。
4.6.1 探傷装置はZB Y 230-84の規定に適合し、
その周波数帯域は欠陥検出方法の要件を満たす必要があります。
4.6.2 プローブの動作周波数。2.25〜5MHz。
4.6.3 プローブの構造と寸法はすべての試験方法に適用可能でなければならない。
4.6.4 超音波探傷器には欠陥自動警報システムが装備されていなければならない。
4.6.5 試験面とプローブの間には適切な接触媒質を使用しなければならない。
ただし、リムに許容できない腐食が発生してはならない。
調整器具、校正器具、および
テスト期間。
4.6.6 人工的な模擬欠陥を有するホイールまたはリムのセグメントは、
機器を校正するための比較試験ブロックとして使用される。機器の感度は
4.6.7項、4.6.8項に規定される人為的欠陥を生じさせるように調整され、
条項4.6.9は、反射エコーの1/2の完全な大きさを生成します。
4.6.7 軸方向試験期間中、人工欠陥は厚さの半分の位置に配置される。
リムの直径はリム側面に垂直に約3.2mm、深さは
平底穴は約25~38mmです(図2参照)。
将来のチェックのための正式な表。
4.7.3 照明の照度は週に1回点検し、試験結果は
将来の確認のために指定されたテーブルに記録されます。
共有