1
/
の
12
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
YY 0076-1992 英語 PDF (YY0076-1992)
YY 0076-1992 英語 PDF (YY0076-1992)
通常価格
$200.00 USD
通常価格
セール価格
$200.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: YY 0076-1992をクリック
歴史的バージョン: YY 0076-1992
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
YY 0076-1992: 金属製品のコーティング分類 技術的条件
YY/T 0076-1992 (YY 0076-92 から改名)
ええ
医薬品業界標準
中華人民共和国
30 キロ
YY0076-92
WS 2-1-73 の置き換え
金属製品のコーティング分類 - 技術
条件
発行日: 1992年1月20日
実施日: 1992年7月1日
発行者:国家薬品監督管理局
目次
1 範囲 ... 3
2 規範的参照 ... 3
3 めっきの分類 ... 3
4 めっきの技術的要件 ... 4
5 受入れルール、検査方法、マーキング...12
追加情報: ... 15
金属製品のコーティング分類 - 技術
条件
1 範囲
この規格は、分類、適用範囲、
技術要件、受け入れ規則、検査方法、
医療機器の電気メッキ。
この規格は単層(ニッケル、クロム、亜鉛、スズ、銀、
金、カドミウム、黒ニッケル)メッキと多層(ニッケル+クロム、ニッケル
+ ニッケル + クロム、銅 + ニッケル + クロム、銅スズ合金 + クロム)
保護装飾目的で金属製品をメッキすること。
2 規範的参照
GB 1031 表面粗さ - パラメータとその値
GB 1238 金属コーティングおよび化学処理の指定記号
GB 6463 金属およびその他の無機コーティング - コーティング方法の見直し
厚さの測定
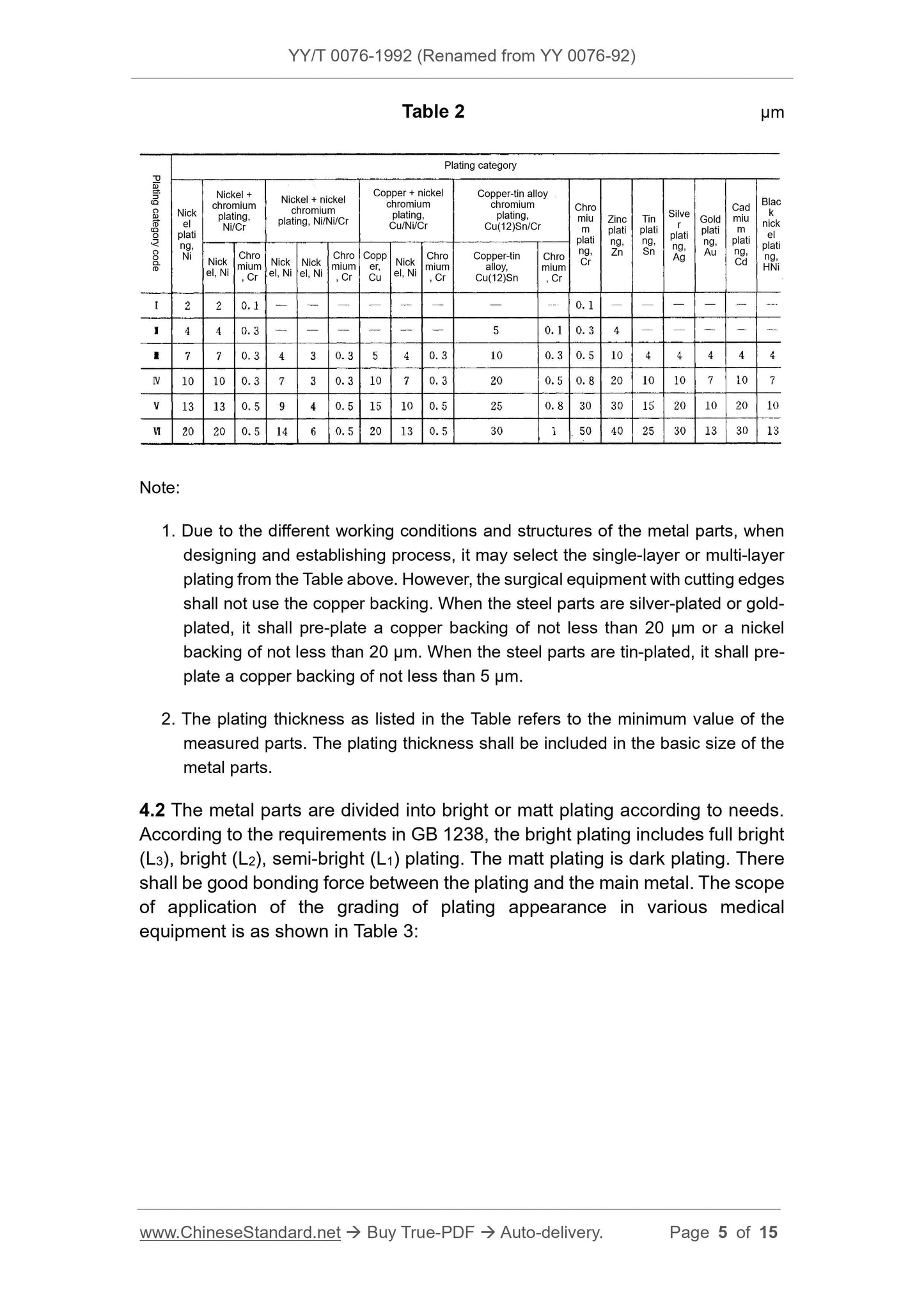
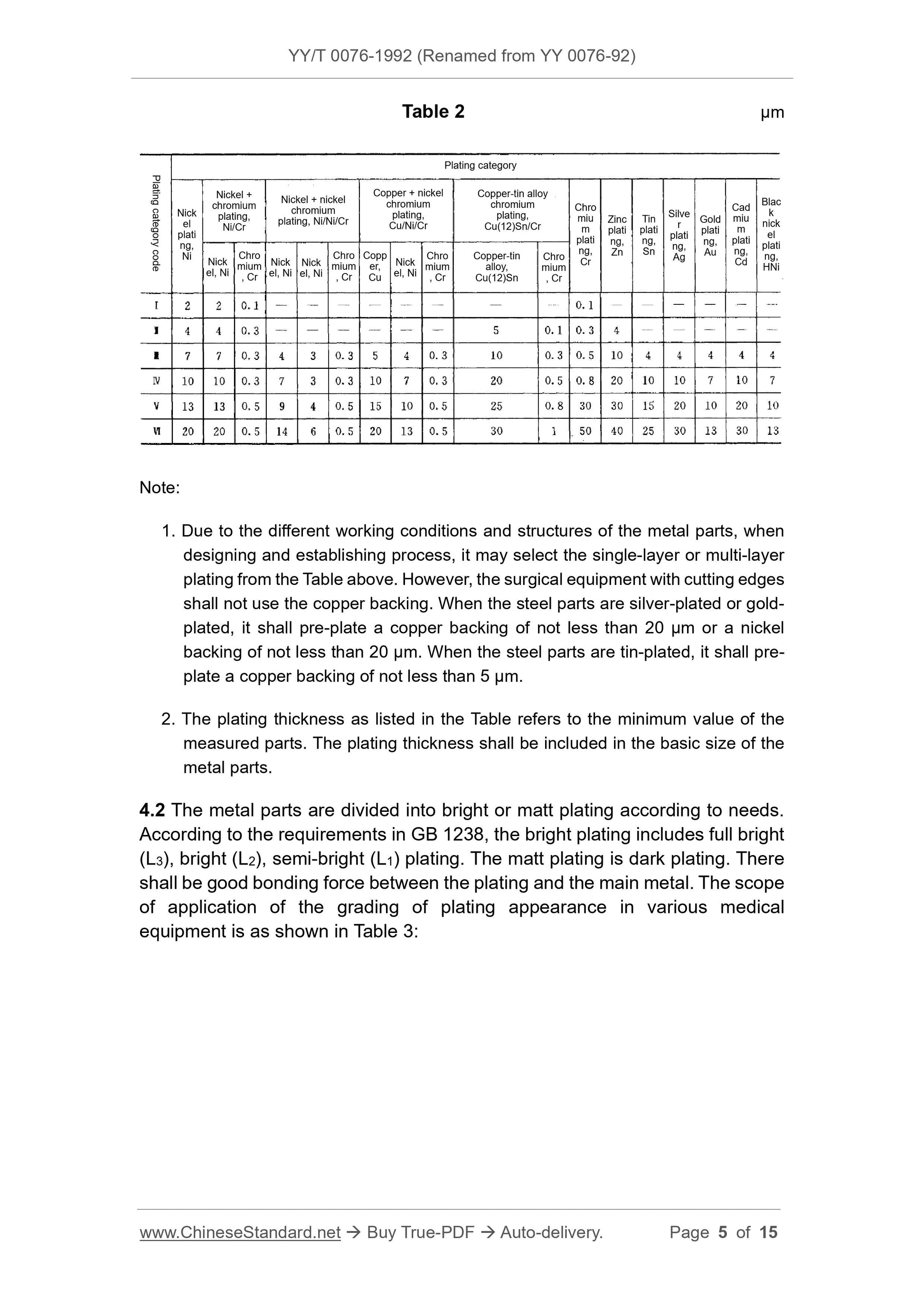
3 メッキの分類
3.1 金属の作業条件と構造要件に応じて
部品のメッキは、以下の6つのカテゴリーに分かれています。
3.1.1 カテゴリーI〜IIIめっき:特殊構造用金属部品に使用される
要件。
3.1.2 カテゴリーIVめっき:良好な作動状態で使用される金属部品に使用される。
わずかに侵食性のある環境で使用されるような条件。
3.1.3 カテゴリーVめっき:一般に使用される金属部品に使用される
一般的に侵食性の高い環境で使用されるような作業条件。
3.1.4 カテゴリーVIめっき:過酷な環境で使用される金属部品に使用される。
極度に侵食される環境で使用されるような作業条件。
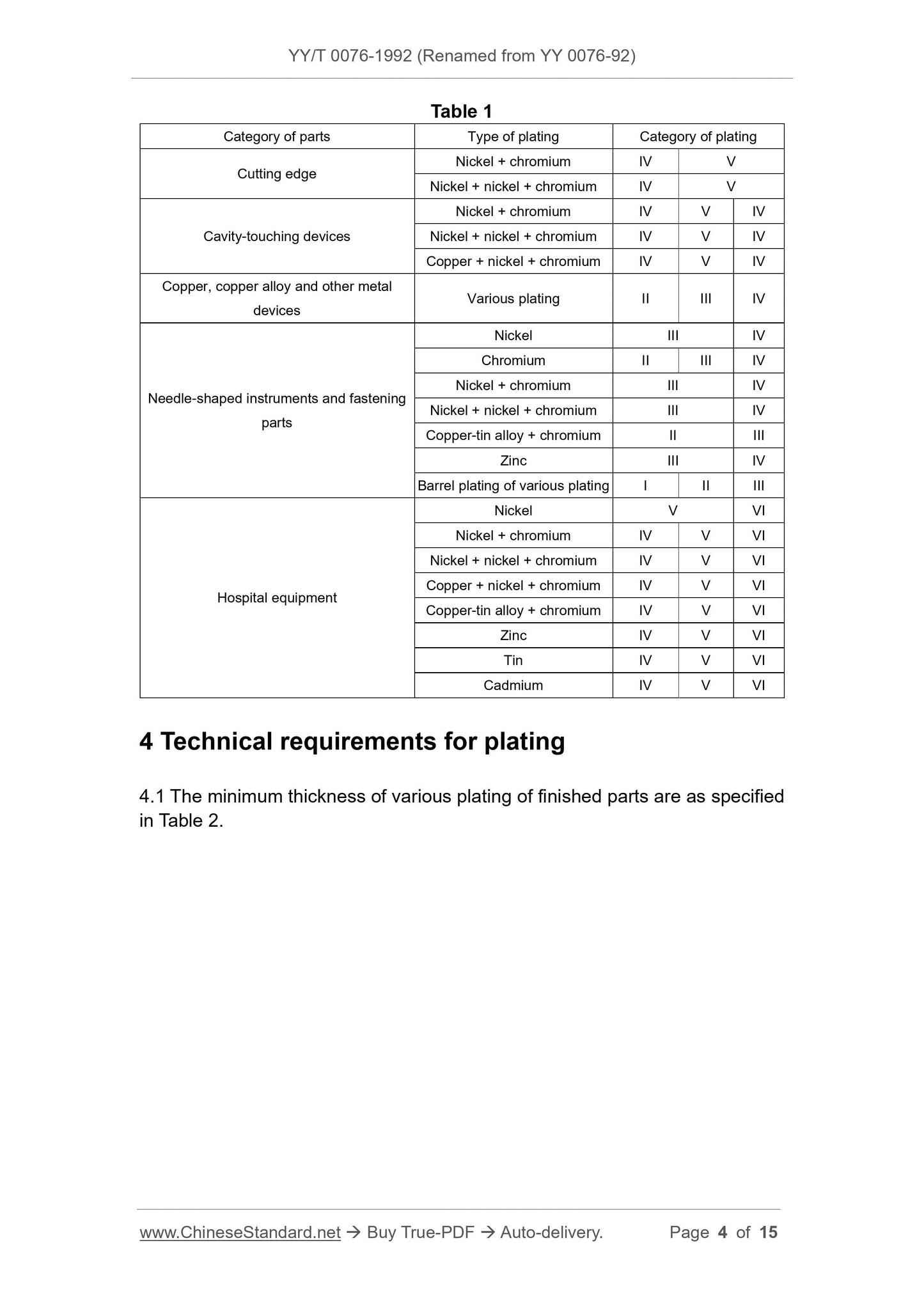
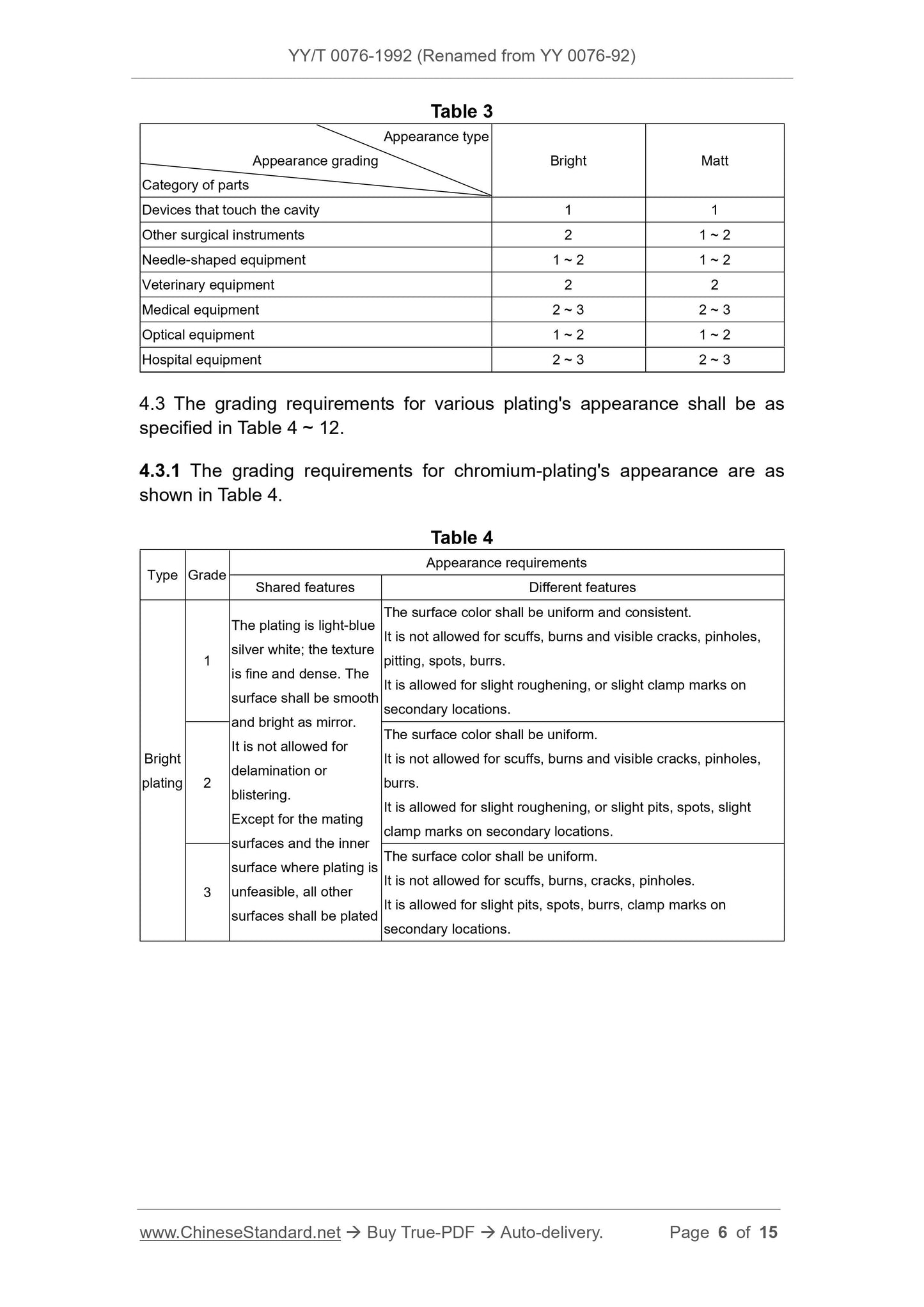
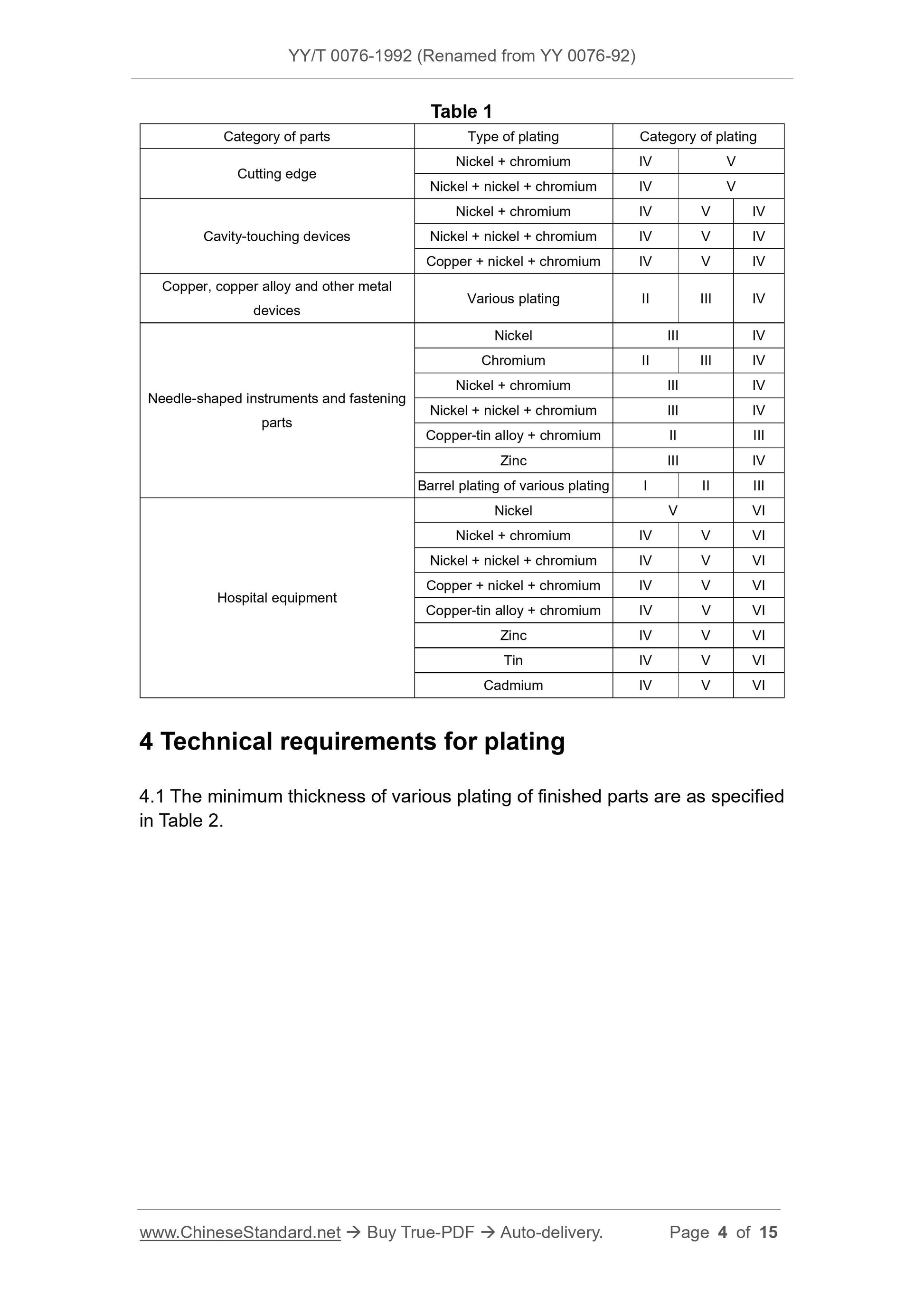
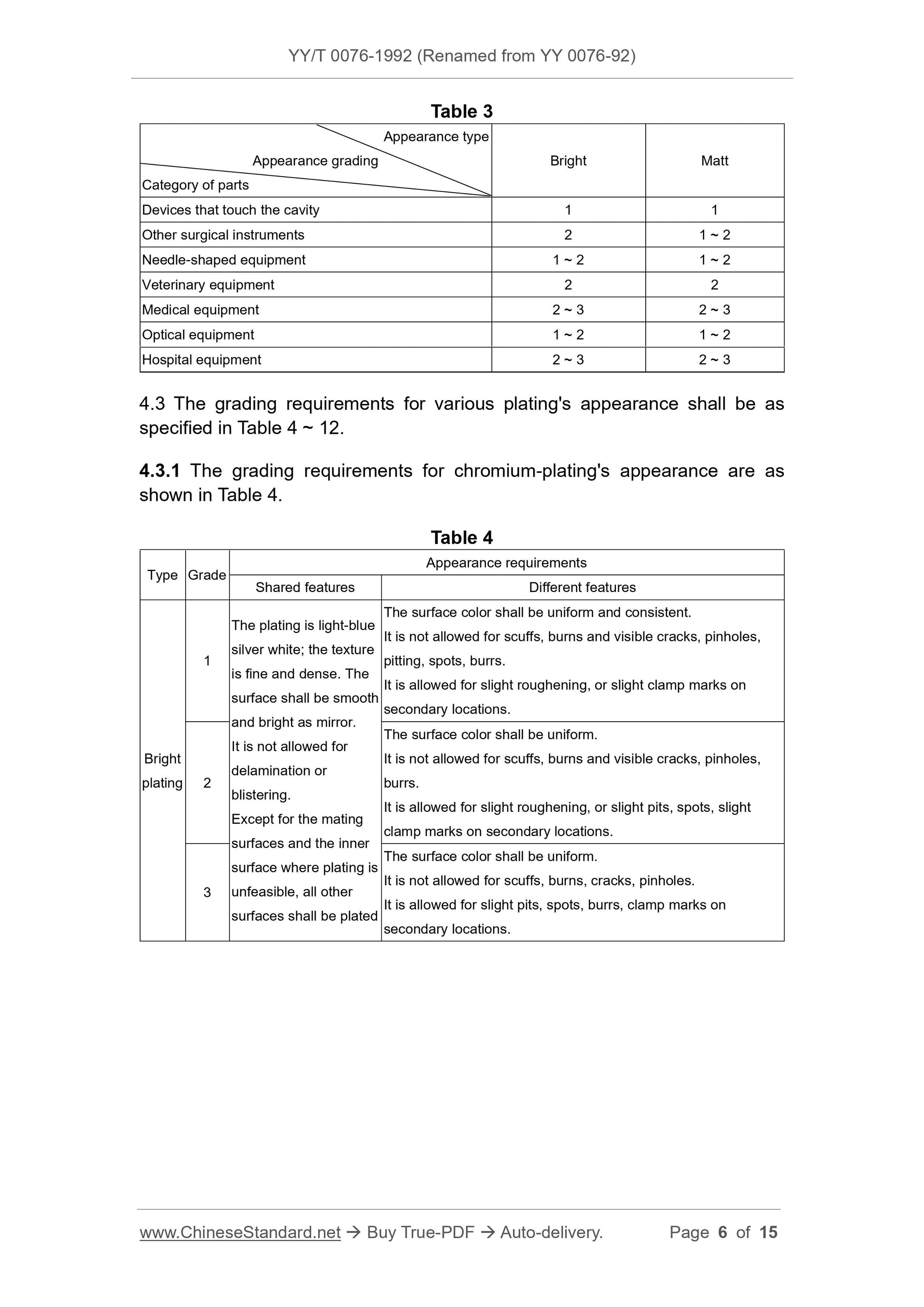
3.2 各種医療機器におけるめっきの適用範囲は以下のとおりです。
表1に示す。
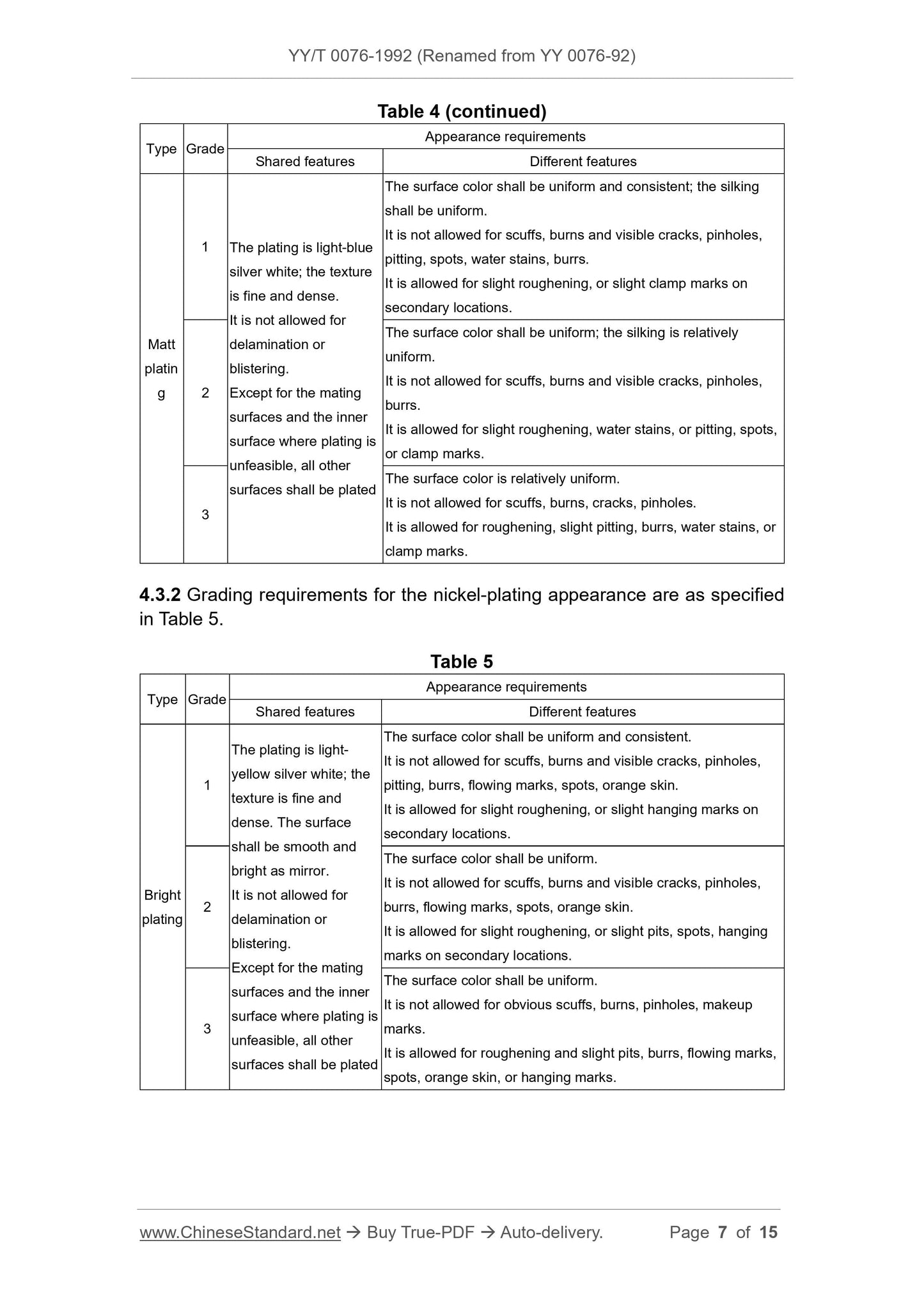
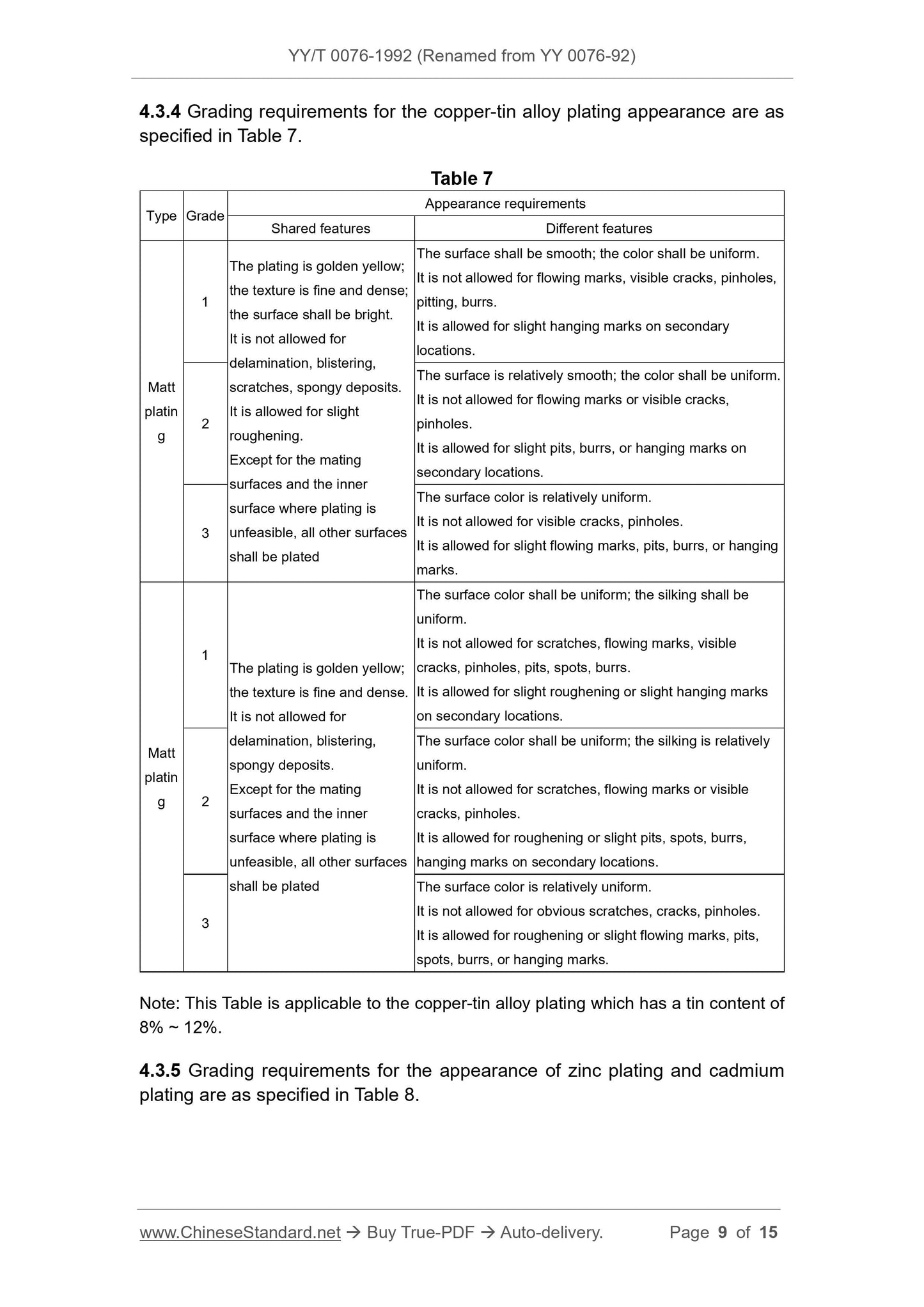
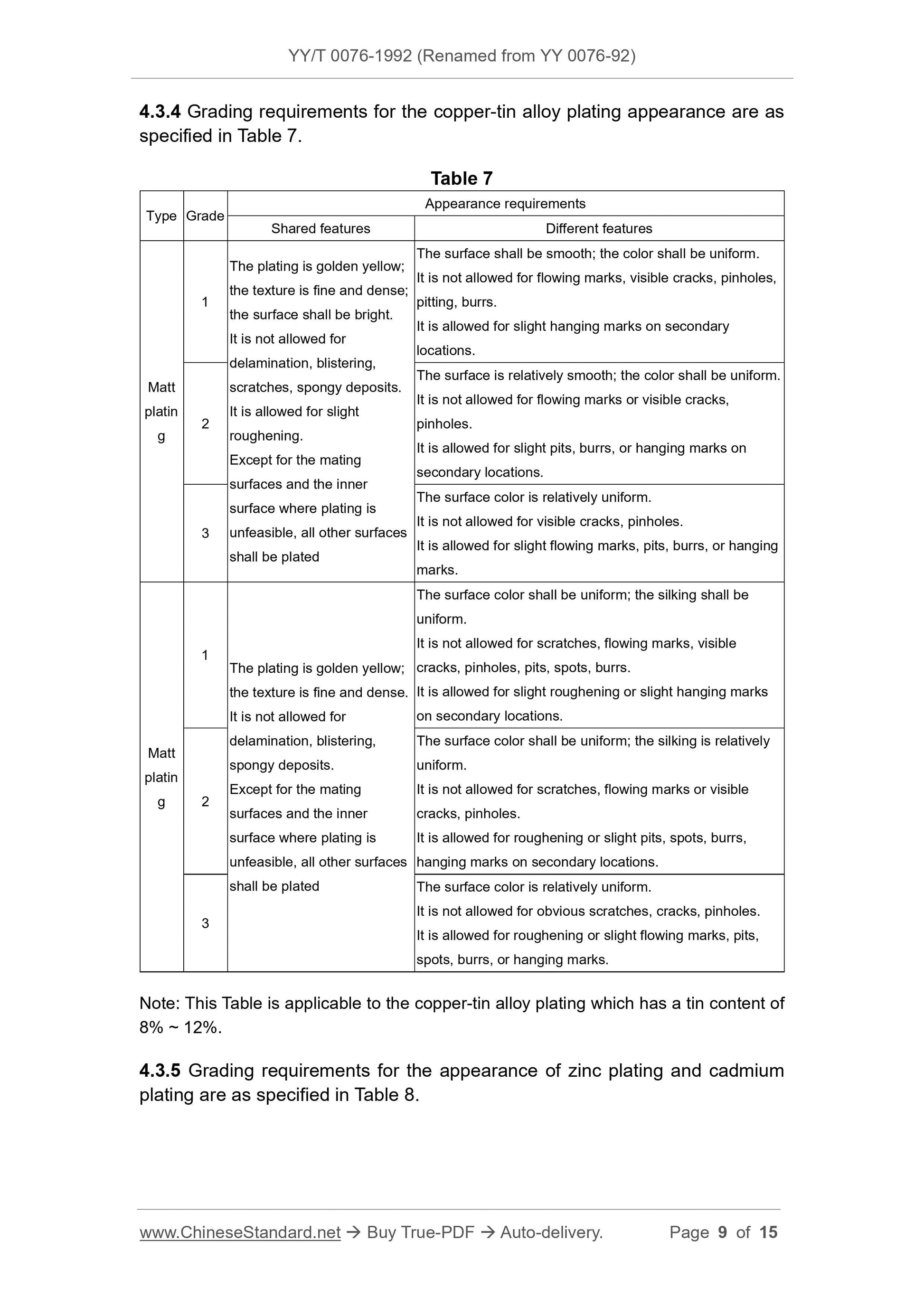
4.3.4 銅スズ合金めっきの外観に対する等級要件は以下のとおりである。
表7に指定されています。
表7
タイプグレード
外見要件
共通機能 異なる機能
マット
プラチナ
メッキは黄金色です。
きめが細かくて密度が高い。
表面は明るくなるはずです。
以下の行為は禁止されています
剥離、水ぶくれ、
傷、スポンジ状の堆積物。
軽微な場合は許可されます
荒れる。
交尾を除いて
表面と内部
メッキが施されている表面
実現不可能、他のすべての表面
メッキされる
表面は滑らかで、色は均一でなければなりません。
流れ跡、目に見えるひび割れ、ピンホール、
穴、バリ。
二次的な軽微な吊り下げ跡は許容される
場所。
表面は比較的滑らかで、色は均一でなければなりません。
流れ跡や目に見えるひび割れは認められません。
ピンホール。
わずかな穴、バリ、または吊り下げ跡は許容されます
二次的な場所。
表面の色は比較的均一です。
目に見えるひび割れ、ピンホールがある場合は許可されません。
わずかな流れ跡、穴、バリ、または垂れ下がりは許容されます
マーク。
マット
プラチナ
メッキは黄金色です。
きめが細かくて密度が高いです。
以下の行為は禁止されています
剥離、水ぶくれ、
スポンジ状の堆積物。
交尾を除いて
表面と内部
メッキが施されている表面
実現不可能、他のすべての表面
メッキされる
表面の色は均一で、シルキングは
制服。
傷、流れ跡、目に見えるものは認められません
ひび割れ、ピンホール、穴、斑点、バリ。
多少の荒れや軽い吊り下げ跡は許容されます
二次的な場所で。
表面の色は均一で、シルキングは比較的
ユニフォーム。
傷、流れ跡、目に見えるものは認められません
ひび割れ、ピンホール。
ざらつきやわずかな穴、斑点、バリなどは許容されます。
二次的な場所に吊り下げマーク。
表面の色は比較的均一です。
明らかな傷、ひび割れ、ピンホールがある場合は認められません。
ざらつきやわずかな流れ跡、穴などは許容されます。
斑点、バリ、または垂れ下がり跡。
注:この表は、錫含有量が以下の銅錫合金めっきに適用されます。
8%~12%です。
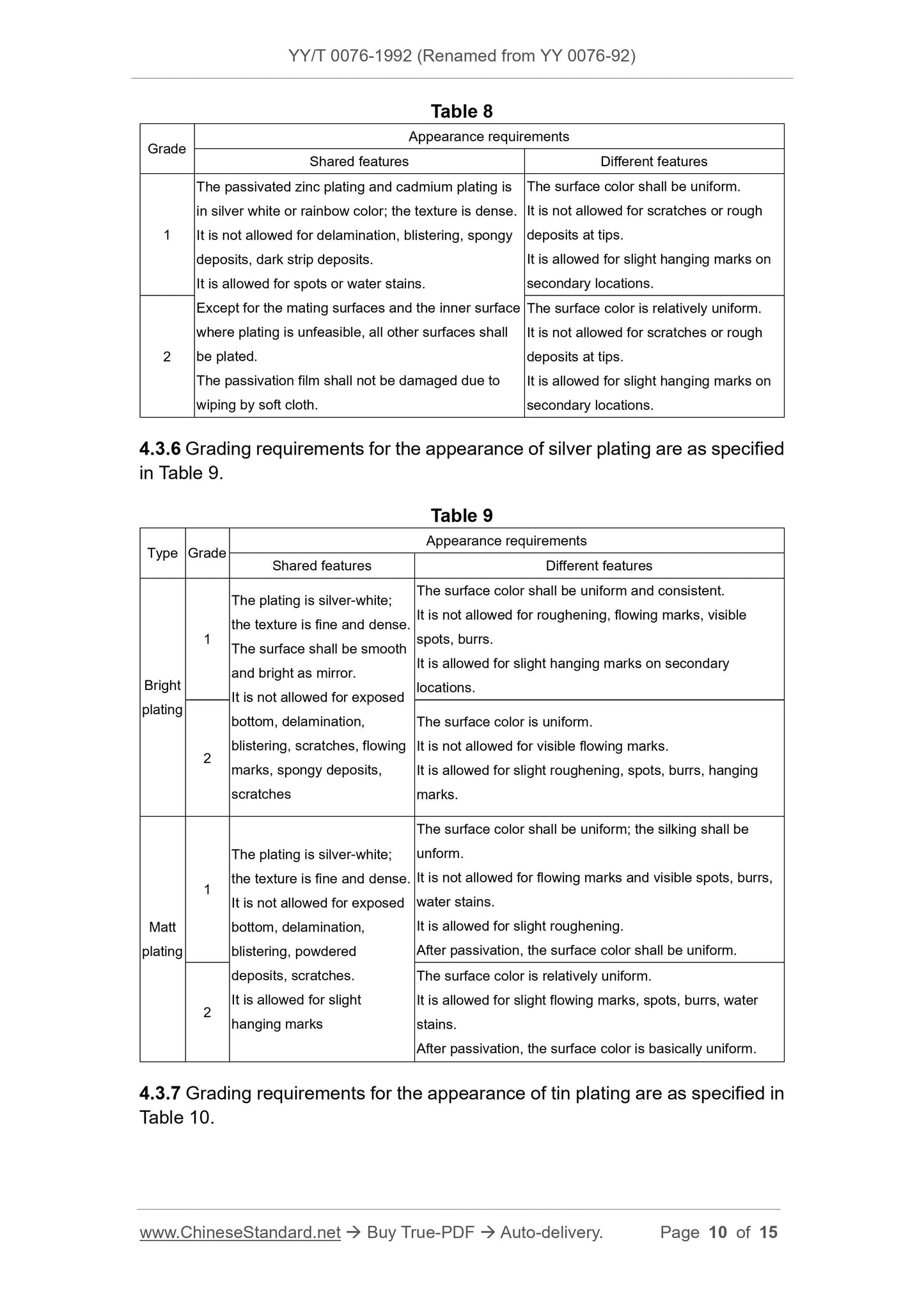
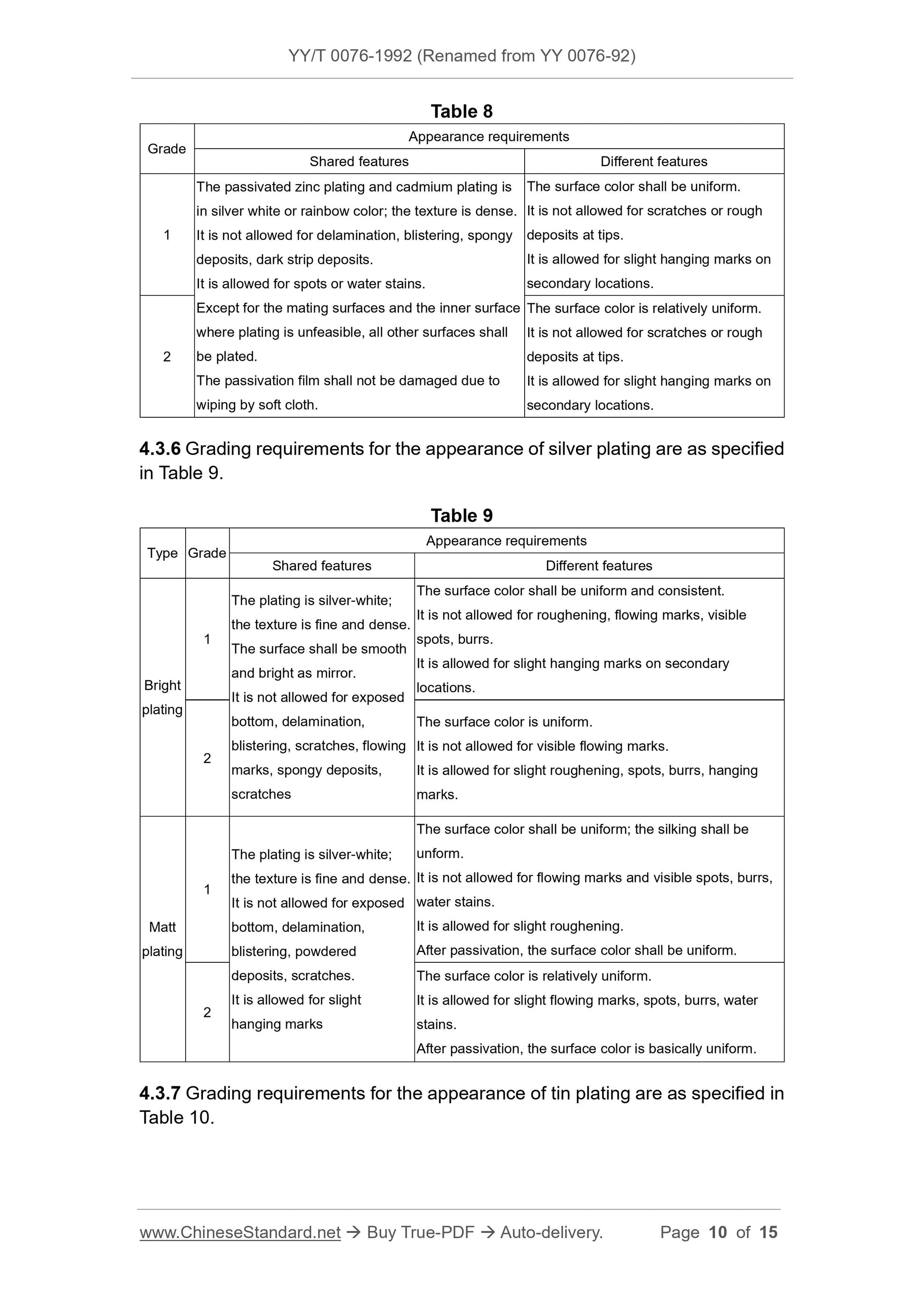
4.3.5 亜鉛めっきおよびカドミウムめっきの外観に関する等級要件
メッキは表8に規定するとおりです。
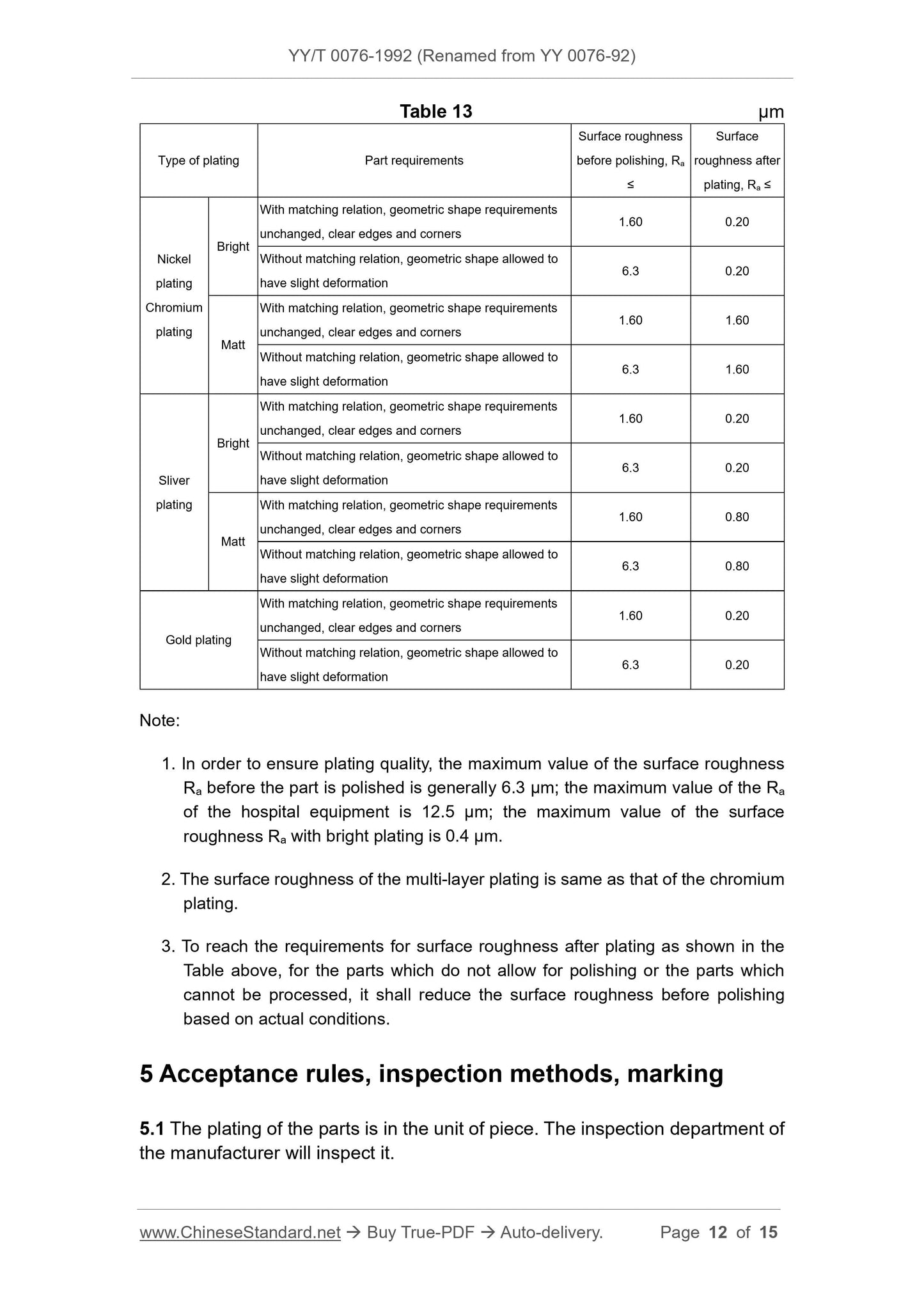
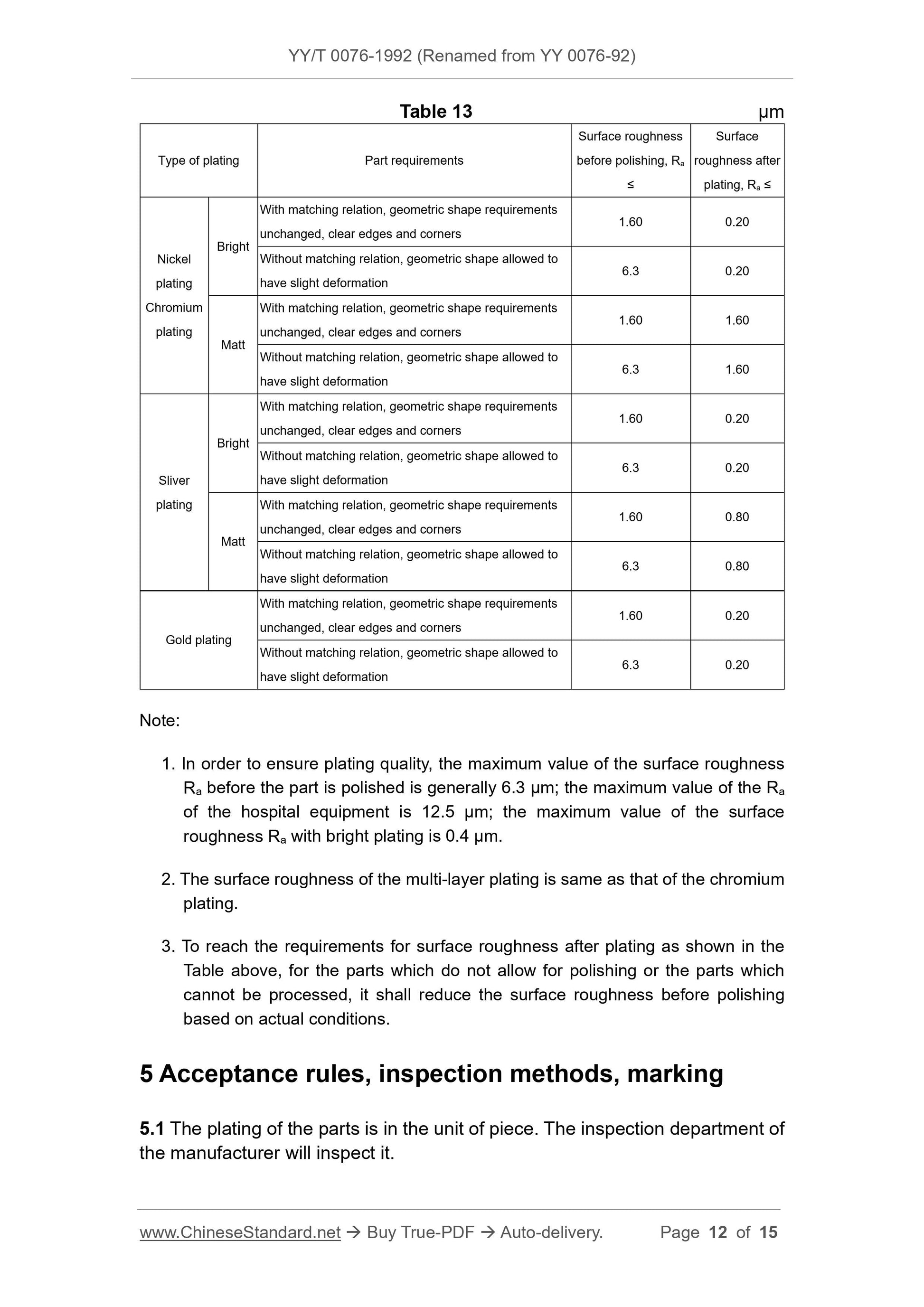
表13µm
メッキの種類 部品の要件
表面粗さ
研磨前に、Ra
表面
粗さ後
メッキ、Ra≤
ニッケル
メッキ
クロム
メッキ
明るい
マッチング関係、幾何学的形状要件
変わらない、明確なエッジとコーナー
1.60 0.20
一致する関係がない場合、幾何学的形状は
わずかに変形している
6.3 0.20
マット
マッチング関係、幾何学的形状要件
変わらない、明確なエッジとコーナー
1.60 1.60
一致する関係がない場合、幾何学的形状は
わずかに変形している
6.3 1.60
スライバー
メッキ
明るい
マッチング関係、幾何学的形状要件
変わらない、明確なエッジとコーナー
1.60 0.20
一致する関係がない場合、幾何学的形状は
わずかに変形している
6.3 0.20
マット
マッチング関係、幾何学的形状要件
変わらない、明確なエッジとコーナー
1.60 0.80
一致する関係がない場合、幾何学的形状は
わずかに変形している
6.3 0.80
金メッキ
マッチング関係、幾何学的形状要件
変わらない、明確なエッジとコーナー
1.60 0.20
一致する関係がない場合、幾何学的形状は
わずかに変形している
6.3 0.20
注記:
1. めっき品質を確保するため、表面粗さの最大値は
研磨前のRaは一般的に6.3µmです。Raの最大値は
病院の機器の最大値は12.5μmです。表面
光沢メッキの粗さRaは0.4µmです。
2. 多層めっきの表面粗さはクロムめっきの表面粗さと同じである。
メッキ。
3. めっき後の表面粗さの要件を満たすこと
上記の表は、研磨できない部品や、
加工できない場合は、研磨前に表面粗さを減らす必要があります
実際の状況に基づいて。
5 受入れルール、検査方法、マーキング
5.1 部品のメッキは個数単位で行われます。
メーカーが検査します。
5.4.3 明るさの等級に関する参考文献:
表14
明るさの段階 フルブライト 明るい 半ブライト マット
シンボル L3 L2 L1 -
例
テクノロジー
基板表面 研磨済み 研磨済み 非研磨済み 非研磨済み
メッキ表面 研磨 非研磨 非研磨 非研磨
電解液 光沢剤なし 光沢剤あり 光沢剤あり
それなし
光沢剤
注記:
1. 明るさを測定する機器がない場合、技術は
上記の表に記載されているものは、明るさの概念を表すために使用されます。
テクノロジーは独自の方法ではありません。
2. 基板にメッキを施す前の表面粗さは、各社によって規定されている。
組織。
5.4.4 めっき後の外観等級は、次の式で表されます。
1分で見積もりを取得: YY 0076-1992をクリック
歴史的バージョン: YY 0076-1992
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
YY 0076-1992: 金属製品のコーティング分類 技術的条件
YY/T 0076-1992 (YY 0076-92 から改名)
ええ
医薬品業界標準
中華人民共和国
30 キロ
YY0076-92
WS 2-1-73 の置き換え
金属製品のコーティング分類 - 技術
条件
発行日: 1992年1月20日
実施日: 1992年7月1日
発行者:国家薬品監督管理局
目次
1 範囲 ... 3
2 規範的参照 ... 3
3 めっきの分類 ... 3
4 めっきの技術的要件 ... 4
5 受入れルール、検査方法、マーキング...12
追加情報: ... 15
金属製品のコーティング分類 - 技術
条件
1 範囲
この規格は、分類、適用範囲、
技術要件、受け入れ規則、検査方法、
医療機器の電気メッキ。
この規格は単層(ニッケル、クロム、亜鉛、スズ、銀、
金、カドミウム、黒ニッケル)メッキと多層(ニッケル+クロム、ニッケル
+ ニッケル + クロム、銅 + ニッケル + クロム、銅スズ合金 + クロム)
保護装飾目的で金属製品をメッキすること。
2 規範的参照
GB 1031 表面粗さ - パラメータとその値
GB 1238 金属コーティングおよび化学処理の指定記号
GB 6463 金属およびその他の無機コーティング - コーティング方法の見直し
厚さの測定
3 メッキの分類
3.1 金属の作業条件と構造要件に応じて
部品のメッキは、以下の6つのカテゴリーに分かれています。
3.1.1 カテゴリーI〜IIIめっき:特殊構造用金属部品に使用される
要件。
3.1.2 カテゴリーIVめっき:良好な作動状態で使用される金属部品に使用される。
わずかに侵食性のある環境で使用されるような条件。
3.1.3 カテゴリーVめっき:一般に使用される金属部品に使用される
一般的に侵食性の高い環境で使用されるような作業条件。
3.1.4 カテゴリーVIめっき:過酷な環境で使用される金属部品に使用される。
極度に侵食される環境で使用されるような作業条件。
3.2 各種医療機器におけるめっきの適用範囲は以下のとおりです。
表1に示す。
4.3.4 銅スズ合金めっきの外観に対する等級要件は以下のとおりである。
表7に指定されています。
表7
タイプグレード
外見要件
共通機能 異なる機能
マット
プラチナ
メッキは黄金色です。
きめが細かくて密度が高い。
表面は明るくなるはずです。
以下の行為は禁止されています
剥離、水ぶくれ、
傷、スポンジ状の堆積物。
軽微な場合は許可されます
荒れる。
交尾を除いて
表面と内部
メッキが施されている表面
実現不可能、他のすべての表面
メッキされる
表面は滑らかで、色は均一でなければなりません。
流れ跡、目に見えるひび割れ、ピンホール、
穴、バリ。
二次的な軽微な吊り下げ跡は許容される
場所。
表面は比較的滑らかで、色は均一でなければなりません。
流れ跡や目に見えるひび割れは認められません。
ピンホール。
わずかな穴、バリ、または吊り下げ跡は許容されます
二次的な場所。
表面の色は比較的均一です。
目に見えるひび割れ、ピンホールがある場合は許可されません。
わずかな流れ跡、穴、バリ、または垂れ下がりは許容されます
マーク。
マット
プラチナ
メッキは黄金色です。
きめが細かくて密度が高いです。
以下の行為は禁止されています
剥離、水ぶくれ、
スポンジ状の堆積物。
交尾を除いて
表面と内部
メッキが施されている表面
実現不可能、他のすべての表面
メッキされる
表面の色は均一で、シルキングは
制服。
傷、流れ跡、目に見えるものは認められません
ひび割れ、ピンホール、穴、斑点、バリ。
多少の荒れや軽い吊り下げ跡は許容されます
二次的な場所で。
表面の色は均一で、シルキングは比較的
ユニフォーム。
傷、流れ跡、目に見えるものは認められません
ひび割れ、ピンホール。
ざらつきやわずかな穴、斑点、バリなどは許容されます。
二次的な場所に吊り下げマーク。
表面の色は比較的均一です。
明らかな傷、ひび割れ、ピンホールがある場合は認められません。
ざらつきやわずかな流れ跡、穴などは許容されます。
斑点、バリ、または垂れ下がり跡。
注:この表は、錫含有量が以下の銅錫合金めっきに適用されます。
8%~12%です。
4.3.5 亜鉛めっきおよびカドミウムめっきの外観に関する等級要件
メッキは表8に規定するとおりです。
表13µm
メッキの種類 部品の要件
表面粗さ
研磨前に、Ra
表面
粗さ後
メッキ、Ra≤
ニッケル
メッキ
クロム
メッキ
明るい
マッチング関係、幾何学的形状要件
変わらない、明確なエッジとコーナー
1.60 0.20
一致する関係がない場合、幾何学的形状は
わずかに変形している
6.3 0.20
マット
マッチング関係、幾何学的形状要件
変わらない、明確なエッジとコーナー
1.60 1.60
一致する関係がない場合、幾何学的形状は
わずかに変形している
6.3 1.60
スライバー
メッキ
明るい
マッチング関係、幾何学的形状要件
変わらない、明確なエッジとコーナー
1.60 0.20
一致する関係がない場合、幾何学的形状は
わずかに変形している
6.3 0.20
マット
マッチング関係、幾何学的形状要件
変わらない、明確なエッジとコーナー
1.60 0.80
一致する関係がない場合、幾何学的形状は
わずかに変形している
6.3 0.80
金メッキ
マッチング関係、幾何学的形状要件
変わらない、明確なエッジとコーナー
1.60 0.20
一致する関係がない場合、幾何学的形状は
わずかに変形している
6.3 0.20
注記:
1. めっき品質を確保するため、表面粗さの最大値は
研磨前のRaは一般的に6.3µmです。Raの最大値は
病院の機器の最大値は12.5μmです。表面
光沢メッキの粗さRaは0.4µmです。
2. 多層めっきの表面粗さはクロムめっきの表面粗さと同じである。
メッキ。
3. めっき後の表面粗さの要件を満たすこと
上記の表は、研磨できない部品や、
加工できない場合は、研磨前に表面粗さを減らす必要があります
実際の状況に基づいて。
5 受入れルール、検査方法、マーキング
5.1 部品のメッキは個数単位で行われます。
メーカーが検査します。
5.4.3 明るさの等級に関する参考文献:
表14
明るさの段階 フルブライト 明るい 半ブライト マット
シンボル L3 L2 L1 -
例
テクノロジー
基板表面 研磨済み 研磨済み 非研磨済み 非研磨済み
メッキ表面 研磨 非研磨 非研磨 非研磨
電解液 光沢剤なし 光沢剤あり 光沢剤あり
それなし
光沢剤
注記:
1. 明るさを測定する機器がない場合、技術は
上記の表に記載されているものは、明るさの概念を表すために使用されます。
テクノロジーは独自の方法ではありません。
2. 基板にメッキを施す前の表面粗さは、各社によって規定されている。
組織。
5.4.4 めっき後の外観等級は、次の式で表されます。
共有