1
/
の
10
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
YY 0117.2-2005 英語 PDF (YY0117.2-2005)
YY 0117.2-2005 英語 PDF (YY0117.2-2005)
通常価格
$110.00 USD
通常価格
セール価格
$110.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: YY 0117.2-2005をクリック
履歴バージョン: YY 0117.2-2005
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
YY 0117.2-2005: 外科用インプラント。骨関節プロテーゼ用鍛造品、鋳造品。ZTi6A14Vチタン合金鋳造品
YY0117.2-2005年
ええ
医薬品業界標準
中華人民共和国
ICS11.040.40
C35
YY 0117.2-1993 の置き換え
外科用インプラント - 骨関節用鍛造品、鋳造品
プロテーゼ - ZTi6Al4V チタン合金鋳物
発行日: 2005 年 12 月 7 日
実施日: 2006 年 12 月 1 日
発行元:国家薬品監督管理局
目次
序文…3
1 範囲 ... 4
2 規範的参照 ... 4
3 要件 ... 4
4 試験方法 ... 7
5 検査ルール ... 7
6 品質証明書 ... 9
7 マーキング、梱包、輸送、保管...9
付録A(規範)欠陥の修復、補修溶接および
外科用インプラントの矯正 - 骨関節用ZTi6Al4Vチタン合金鋳造
義肢…10
外科用インプラント - 骨関節用鍛造品、鋳造品
プロテーゼ - ZTi6Al4V チタン合金鋳物
1 範囲
YY 0117のこの部分は、要件、試験方法、検査規則、品質を規定しています
外科用インプラントの認証、マーキング、梱包 - 鍛造品、鋳造品
骨関節プロテーゼ - ZTi6Al4V チタン合金鋳造品。
この部分は、ZTi6Al4Vチタン合金鋳物の製造および受入に適用される。
骨関節プロテーゼ用。
2 規範的参照
以下の文書の規定は、この規則によりこの部分の規定となる。
YY 0117のこの部分で参照されている。日付の付いた参照については、その後の修正
(訂正を除く)または改訂は、この部分に適用されない。ただし、
このパートに基づいて合意に達するには、最新バージョンの
これらの文書は適用可能です。日付のない参考文献については、
参照文書が適用されます。
GB/T 228 金属材料 - 常温引張試験(GB/T 228-
2000、ISO 6892:1998に相当)
GB/T 4698 チタンおよびチタン合金の化学分析方法
YY 0341 非能動金属外科用機器の一般的な技術要件
骨接合用インプラント
HB/Z 60 X線透視検査
HB 5448 チタンおよびチタン合金精密鋳造品
HB 6103 鋳物の寸法公差
HB 6573 鋳造鋼の標準参照X線写真
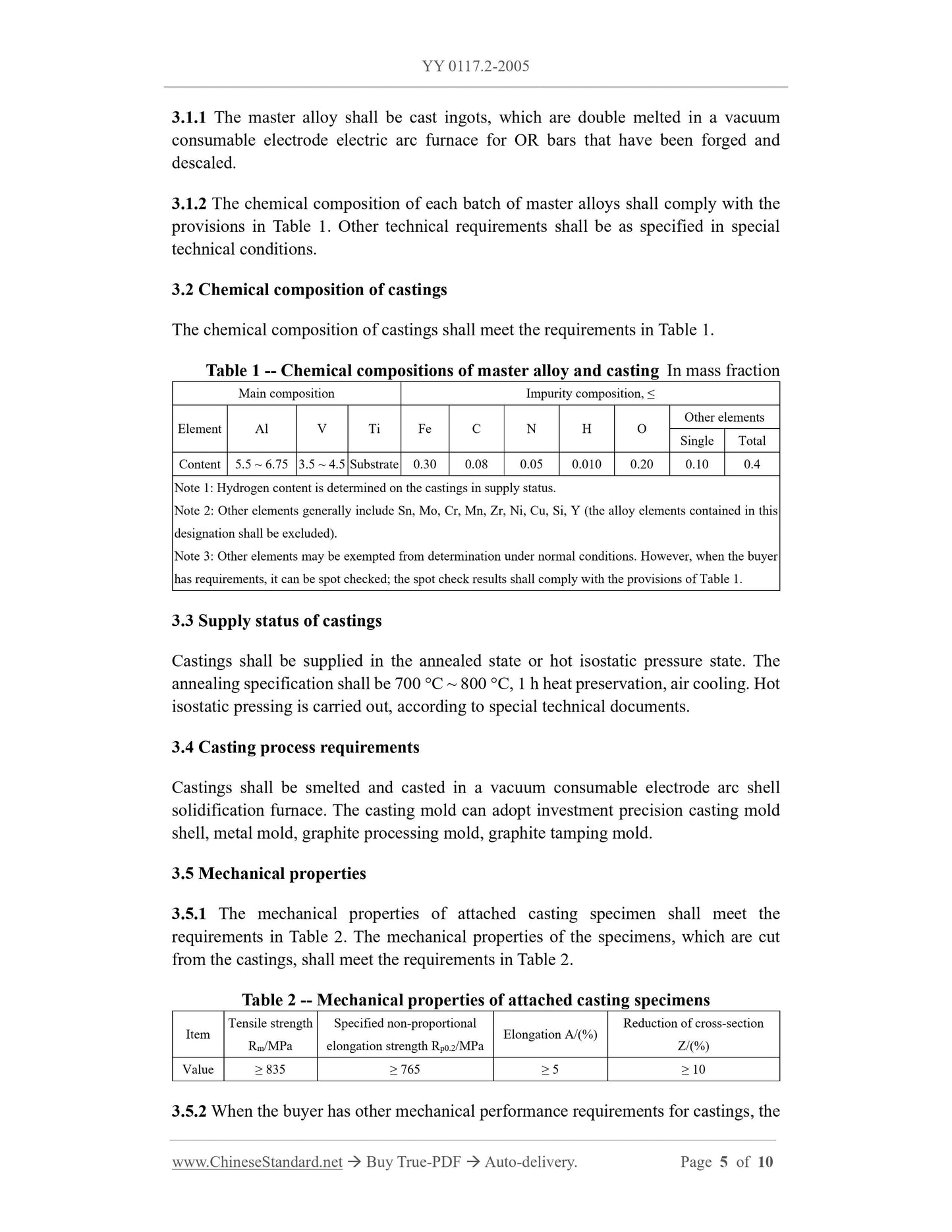
3 要件
3.1 マスター合金
10 基以下の製錬炉のプロセス。
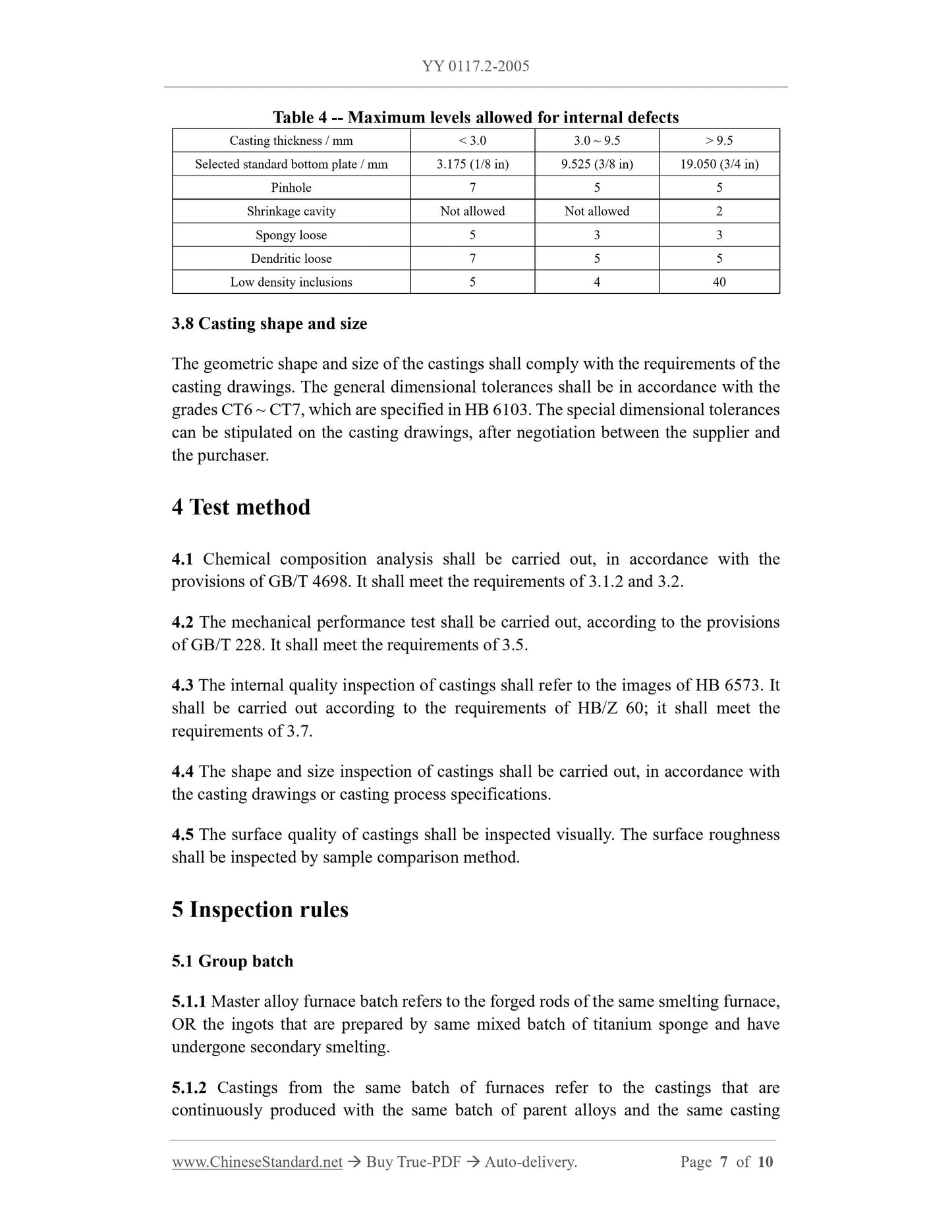
5.2 化学分析
5.2.1 試験片は鋳造試験棒、鋳造システムまたは鋳物から切り取ることができます。
5.2.2 分析のために各バッチの鋳物から試料を採取する。分析結果が
不適格の場合、試験片をテストバー、鋳造システム、または
最初にサンプリングされた鋳物を再テストし、不適格な要素を再テストします。再テストが
結果はまだ不適格であるため、サンプルは炉から一つずつ採取して分析する必要がある。
不適格な炉番の鋳物は不適格となる。
5.3 機械的性質
5.3.1 鋳物の機械的性質は、付属の鋳物試験機を使用して試験することができる。
試験片または鋳物から切り出した試験片。
3.5 の要件。
5.3.2 鋳物の炉バッチごとに2つの引張試験片を採取し、検査する。
表2の要件に従ってください。
5.3.3 試験結果で1つの試験片が不合格となった場合、2回の試験を実施することができる。
同じバッチの鋳物から再検査用の試験片を一定量採取する。
検査結果にまだ不合格品が1つある場合は、そこから標本を採取することができます
各炉でテストを実施します。不適格な炉で鋳造された製品は不適格となります。
5.3.4 機械的性能試験用の引張試験片は、
GB / T 228の規定に従って、直径Φ5の比例試験片を選択します。
mm、ゲージ長は25 mmです。
5.4 表面品質
鋳物は、以下の要件に従って表面品質を100%検査されなければならない。
3.6.
5.5 内部品質
5.5.1 鋳物は、表の要件に従って100%X線検査されなければならない。
4.
5.5.2 買主が金属組織検査を要求する場合、検査は
サプライヤーと交渉した特別な技術文書に従って、
買い手。
5.6 鋳造形状とサイズ
鋳物の形状とサイズは、以下の要件に従って100%検査されます。
3.8.
5.7 修正および補修溶接
修正および修理溶接検査の要件については付録Aを参照。
鋳造欠陥。特別な技術文書に従って、次のように実行されます。
サプライヤーと購入者の間で交渉されます。
6 品質証明書
鋳造品の各バッチ(番号)には品質検査報告書が添付されなければならない。
報告書には、サプライヤー名、鋳造名(コード)、合金
名称、鋳物の炉バッチ番号、鋳物の供給状況、数量
鋳物、鋳物の検査結果番号、この規格番号、出荷日
工場等
7 マーキング、包装、輸送、保管
7.1 マーキング
鋳物に鋼の刻印は認められていないが、鋼番号(
鋳物のゲートやライザーに鋳造番号を印刷することができます。
7.2 包装、輸送、保管
7.2.1 鋳物はしっかりと梱包しなければならない。同じバッチの鋳物は、
同じパッケージで、機械的損傷、表面汚染、変形、
輸送中に他の影響を受ける可能性があります。パッケージには製造日が記載されている必要があります。
組織、住所、郵便番号、鋳物名、材料指定、炉バッチ
番号、鋳造数量等
7.2.2 機械的損傷を防止するための要件は、
鋳物の輸送。
7.2.3 鋳物の保管中は汚染、腐食、錆が発生しないようにしなければならない。
きちんと整然と保管しなければなりません。
1分で見積もりを取得: YY 0117.2-2005をクリック
履歴バージョン: YY 0117.2-2005
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
YY 0117.2-2005: 外科用インプラント。骨関節プロテーゼ用鍛造品、鋳造品。ZTi6A14Vチタン合金鋳造品
YY0117.2-2005年
ええ
医薬品業界標準
中華人民共和国
ICS11.040.40
C35
YY 0117.2-1993 の置き換え
外科用インプラント - 骨関節用鍛造品、鋳造品
プロテーゼ - ZTi6Al4V チタン合金鋳物
発行日: 2005 年 12 月 7 日
実施日: 2006 年 12 月 1 日
発行元:国家薬品監督管理局
目次
序文…3
1 範囲 ... 4
2 規範的参照 ... 4
3 要件 ... 4
4 試験方法 ... 7
5 検査ルール ... 7
6 品質証明書 ... 9
7 マーキング、梱包、輸送、保管...9
付録A(規範)欠陥の修復、補修溶接および
外科用インプラントの矯正 - 骨関節用ZTi6Al4Vチタン合金鋳造
義肢…10
外科用インプラント - 骨関節用鍛造品、鋳造品
プロテーゼ - ZTi6Al4V チタン合金鋳物
1 範囲
YY 0117のこの部分は、要件、試験方法、検査規則、品質を規定しています
外科用インプラントの認証、マーキング、梱包 - 鍛造品、鋳造品
骨関節プロテーゼ - ZTi6Al4V チタン合金鋳造品。
この部分は、ZTi6Al4Vチタン合金鋳物の製造および受入に適用される。
骨関節プロテーゼ用。
2 規範的参照
以下の文書の規定は、この規則によりこの部分の規定となる。
YY 0117のこの部分で参照されている。日付の付いた参照については、その後の修正
(訂正を除く)または改訂は、この部分に適用されない。ただし、
このパートに基づいて合意に達するには、最新バージョンの
これらの文書は適用可能です。日付のない参考文献については、
参照文書が適用されます。
GB/T 228 金属材料 - 常温引張試験(GB/T 228-
2000、ISO 6892:1998に相当)
GB/T 4698 チタンおよびチタン合金の化学分析方法
YY 0341 非能動金属外科用機器の一般的な技術要件
骨接合用インプラント
HB/Z 60 X線透視検査
HB 5448 チタンおよびチタン合金精密鋳造品
HB 6103 鋳物の寸法公差
HB 6573 鋳造鋼の標準参照X線写真
3 要件
3.1 マスター合金
10 基以下の製錬炉のプロセス。
5.2 化学分析
5.2.1 試験片は鋳造試験棒、鋳造システムまたは鋳物から切り取ることができます。
5.2.2 分析のために各バッチの鋳物から試料を採取する。分析結果が
不適格の場合、試験片をテストバー、鋳造システム、または
最初にサンプリングされた鋳物を再テストし、不適格な要素を再テストします。再テストが
結果はまだ不適格であるため、サンプルは炉から一つずつ採取して分析する必要がある。
不適格な炉番の鋳物は不適格となる。
5.3 機械的性質
5.3.1 鋳物の機械的性質は、付属の鋳物試験機を使用して試験することができる。
試験片または鋳物から切り出した試験片。
3.5 の要件。
5.3.2 鋳物の炉バッチごとに2つの引張試験片を採取し、検査する。
表2の要件に従ってください。
5.3.3 試験結果で1つの試験片が不合格となった場合、2回の試験を実施することができる。
同じバッチの鋳物から再検査用の試験片を一定量採取する。
検査結果にまだ不合格品が1つある場合は、そこから標本を採取することができます
各炉でテストを実施します。不適格な炉で鋳造された製品は不適格となります。
5.3.4 機械的性能試験用の引張試験片は、
GB / T 228の規定に従って、直径Φ5の比例試験片を選択します。
mm、ゲージ長は25 mmです。
5.4 表面品質
鋳物は、以下の要件に従って表面品質を100%検査されなければならない。
3.6.
5.5 内部品質
5.5.1 鋳物は、表の要件に従って100%X線検査されなければならない。
4.
5.5.2 買主が金属組織検査を要求する場合、検査は
サプライヤーと交渉した特別な技術文書に従って、
買い手。
5.6 鋳造形状とサイズ
鋳物の形状とサイズは、以下の要件に従って100%検査されます。
3.8.
5.7 修正および補修溶接
修正および修理溶接検査の要件については付録Aを参照。
鋳造欠陥。特別な技術文書に従って、次のように実行されます。
サプライヤーと購入者の間で交渉されます。
6 品質証明書
鋳造品の各バッチ(番号)には品質検査報告書が添付されなければならない。
報告書には、サプライヤー名、鋳造名(コード)、合金
名称、鋳物の炉バッチ番号、鋳物の供給状況、数量
鋳物、鋳物の検査結果番号、この規格番号、出荷日
工場等
7 マーキング、包装、輸送、保管
7.1 マーキング
鋳物に鋼の刻印は認められていないが、鋼番号(
鋳物のゲートやライザーに鋳造番号を印刷することができます。
7.2 包装、輸送、保管
7.2.1 鋳物はしっかりと梱包しなければならない。同じバッチの鋳物は、
同じパッケージで、機械的損傷、表面汚染、変形、
輸送中に他の影響を受ける可能性があります。パッケージには製造日が記載されている必要があります。
組織、住所、郵便番号、鋳物名、材料指定、炉バッチ
番号、鋳造数量等
7.2.2 機械的損傷を防止するための要件は、
鋳物の輸送。
7.2.3 鋳物の保管中は汚染、腐食、錆が発生しないようにしなければならない。
きちんと整然と保管しなければなりません。
共有