1
/
の
12
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
YY/T 0681.5-2010 英語 PDF (YYT0681.5-2010)
YY/T 0681.5-2010 英語 PDF (YYT0681.5-2010)
通常価格
$185.00 USD
通常価格
セール価格
$185.00 USD
単価
/
あたり
配送料はチェックアウト時に計算されます。
受取状況を読み込めませんでした
配信: 3 秒。真の PDF + 請求書をダウンロードしてください。
1分で見積もりを取得: YY/T 0681.5-2010をクリック
履歴バージョン: YY/T 0681.5-2010
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
YY/T 0681.5-2010: 滅菌医療機器パッケージの試験方法。パート 5: 内部加圧による医療パッケージの重大な漏れの検出 (バブル テスト)
年/月 0681.5-2010
ええ
製薬業界標準
中華人民共和国
ICS11.080.40
C31
滅菌医療機器パッケージの試験方法 - パート 5:
内部検査による医療用包装の重大な漏れの検出
加圧(バブルテスト)
発行日: 2010 年 12 月 27 日
実施日: 2012年6月1日
発行元:中国食品医薬品局
目次
序文…3
1 範囲 ... 4
2 規範的参照 ... 4
3 用語と定義 ... 4
4 試験方法の概要 ... 4
5 意味と応用 ... 5
6 楽器 ... 5
7 サンプリング ... 6
8 状態調整...6
9 手順 ... 6
10 レポート...8
附属書A(規定)試験圧力の決定...9
付録B(参考)精度とバイアス...12
滅菌医療機器パッケージの試験方法 - パート 5:
内部検査による医療用包装の重大な漏れの検出
加圧(バブルテスト)
1 範囲
YY/T 0681のこのパートは、医療用包装における重大な漏れの検査をカバーしています。
この方法の感度は、250以上の孔径で81%の検出確率を有する。
μm(付録Bを参照)。この試験方法は、パレットおよびマルチバッグ包装に使用できます。
この試験方法は、スパンボンドポリオレフィンまたは非通気性の材料のみの感度を評価する。
包装。ガス透過性材料を使用した他の包装の感受性は、
評価されました。
この方法は破壊試験であり、試験ではパッケージ内に空気を注入する必要がある。
内部圧力を形成する。
2 規範的参照
以下の参考文献は、この適用に必須である。
文書。日付のある参考文献については、引用された版のみが適用されます。日付のない参考文献については、
参照文書の最新版(修正を含む)が適用されます。
GB/T 2918、プラスチック - 調整および試験のための標準雰囲気
3 用語と定義
このドキュメントでは、以下の用語と定義が適用されます。
3.1 呼吸点圧
ガスが多孔質材料を通過し始める圧力2。
4 試験方法の概要
4.1 パッケージは水中で所定の圧力まで膨らまされます。その後、
2 通気性のある素材はすべて空気を透過します。一定の内部圧力で連続的に気泡が放出されるかどうかは、
空気圧は材料の細孔サイズに依存する。気泡流は呼吸限界以下の内部圧力で確認される。
ポイント圧力はパッケージの欠陥を示している可能性があります。
壊れたパッケージを示す泡の連続的な流れ。
4.2 この試験方法の感度は差圧と
加圧方法。各包装の試験圧力の決定
材料とサイズは再現性のある結果を得るための鍵となる(手順については付録Aを参照)。
試験圧力を決定するためのもの)。包装の不適切な加圧は
試験方法の感度が大幅に低下します。差が大きくなると
圧力をかけるとテストの感度が上がります。しかし、圧力が高すぎると
シールが割れたり、通気性のある素材から気泡が噴出したりして混乱する
気泡が欠陥のある場合、誤った結論につながる可能性があります。
欠陥の検出。圧力監視機能を備えたラインに圧力制限弁を使用することができる。
装置(テスト圧力を安定させるのに役立ちます)。過度の圧力がかかるのを防ぐのに役立ちます。
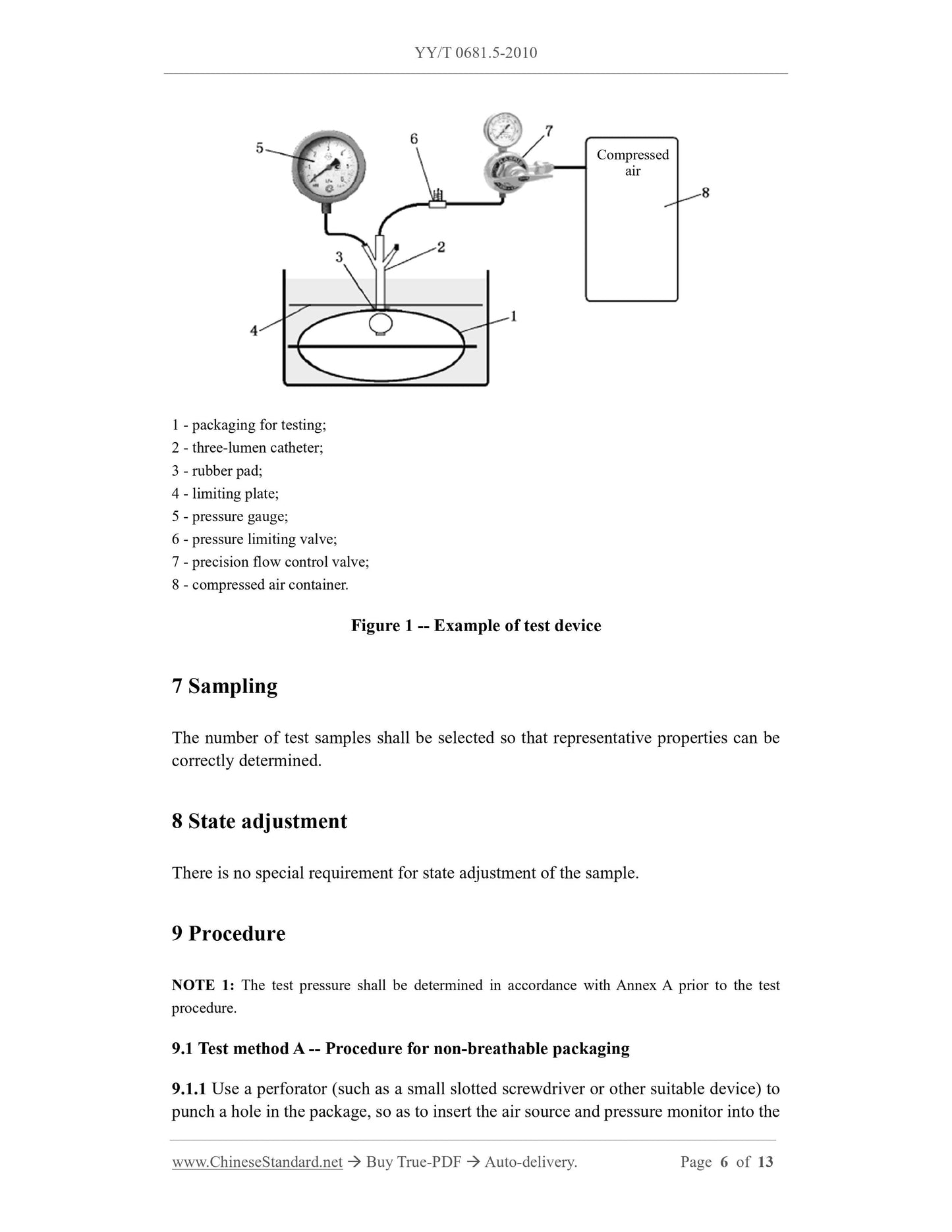
パッケージ(図1参照)。
4.3 通気性のある材料と通気性のない材料には 2 つの異なる試験方法が示されています。
2つの方法の主な違いは(付録Aに記載されているように)、
浸透時間は通気性のある素材の場合に示されます。
5 意味と応用
5.1 この内部加圧試験方法は、粗大な
包装に漏れがあると滅菌状態が維持できなくなります。包装に漏れがあると
製品の無菌性を保証するものではありません。この内部圧力試験法は実用的な
パッケージ上の大きな漏れをチェックする方法。
5.2 この試験方法は、異常な包装材料の検査に有用であり、
実験室環境でのパックサイズ。
5.3 この試験方法は非常に大きいまたは長いパッケージにも適用できます。このようなパッケージは
パッケージの完全性をテストするための他のテスト装置との使用には適していません。
5.4 この試験方法は、パッケージの完全性を評価する手段として使用することができる。
ヒートシール包装は汚染のない無菌状態を保つように設計されています
製品の環境を考慮すると、パッケージの完全性は消費者の安全にとって非常に重要です。
6 楽器
6.1 圧力印加システム(図1参照):圧力監視機能を有する
0~5kPaの空気圧を供給できる計器と圧力制限弁を備えています。
6.2 パッケージ穿孔器(小型のマイナスドライバーまたはその他の適切な器具など):
空気源と圧力監視装置を挿入できること。
6.3 水容器:試験サンプルを約2.5cm沈めるのに適しています。
サンプル。ミシン目は可能な限りパッケージの中央に配置する必要があります。
穴のサイズは、空気源と圧力モニターを挿入できるものでなければならない。
空気の漏れを最小限に抑えます。必要に応じて、挿入部位をテープとゴムパッドで密閉します。
穿孔部位の閉塞材。
9.1.2 空気源と圧力モニターを試験サンプルに挿入します。
パッケージを水面下約2.5cmまで浸します。パッケージに空気を吹き付けます。
注 2: パッケージを適切な深さに保つリミッターを使用すると、テストが容易になります。
9.1.3 必要に応じてガスと圧力制限バルブを調整します。ゆっくりとパッケージを膨らませます。
で定められた最小試験圧力以上の圧力に
必要に応じて、圧力制限弁と圧力を調整してください。
一定の圧力を維持するためのレギュレーター。
9.1.4 損傷が見られる箇所(シールの溝、ピンホール、
梱包全体に破れや裂け目などがないかを検査します。検査時間は梱包の大きさによって異なります。
パッケージの。
9.1.5 パッケージを水から取り出します。損傷が認められる箇所すべてに印を付けます。
9.2 試験方法B - 通気性包装の手順
9.2.1 必要に応じて、A.1.2.4に従ってサンプルにバリアを適用します。
9.2.2 穴あけ器(小さなマイナスドライバーなど)を使用して、
パッケージに穴を開け、空気源と圧力モニターを挿入します。
サンプル。ミシン目は可能な限りパッケージの中央に配置する必要があります。
穴のサイズは、空気源と圧力モニターを挿入できるものでなければならない。
空気の漏れを最小限に抑えます。必要に応じて、挿入部位をテープとゴムパッドで密閉します。
穿孔部位の閉塞材。
9.2.3 空気源と圧力モニターをパッケージに挿入し、パッケージを水に浸します。
約2.5cmの水中に浸し、少なくとも5秒間保持します。パッケージに空気を吹き付けます。
注 3: リミッターを使用すると、パッケージ全体を適切な深さに保つことができます。
9.2.4 必要に応じてガスと圧力制限バルブを調整します。ゆっくりとパッケージを膨らませます。
で定められた最小試験圧力以上の圧力に
必要に応じて、圧力制限弁と圧力を調整してください。
一定の圧力を維持するためのレギュレーター。
9.2.5 損傷が見られる箇所(シールの溝、ピンホール、
梱包全体に破れや裂け目などがないかを検査します。検査時間は梱包の大きさによって異なります。
パッケージの。
9.2.6 パッケージを水から取り出します。損傷が認められる箇所すべてに印を付けます。
付録A
(規範的)
試験圧力の決定...
1分で見積もりを取得: YY/T 0681.5-2010をクリック
履歴バージョン: YY/T 0681.5-2010
True-PDF をプレビュー(空白の場合は再読み込み/スクロール)
YY/T 0681.5-2010: 滅菌医療機器パッケージの試験方法。パート 5: 内部加圧による医療パッケージの重大な漏れの検出 (バブル テスト)
年/月 0681.5-2010
ええ
製薬業界標準
中華人民共和国
ICS11.080.40
C31
滅菌医療機器パッケージの試験方法 - パート 5:
内部検査による医療用包装の重大な漏れの検出
加圧(バブルテスト)
発行日: 2010 年 12 月 27 日
実施日: 2012年6月1日
発行元:中国食品医薬品局
目次
序文…3
1 範囲 ... 4
2 規範的参照 ... 4
3 用語と定義 ... 4
4 試験方法の概要 ... 4
5 意味と応用 ... 5
6 楽器 ... 5
7 サンプリング ... 6
8 状態調整...6
9 手順 ... 6
10 レポート...8
附属書A(規定)試験圧力の決定...9
付録B(参考)精度とバイアス...12
滅菌医療機器パッケージの試験方法 - パート 5:
内部検査による医療用包装の重大な漏れの検出
加圧(バブルテスト)
1 範囲
YY/T 0681のこのパートは、医療用包装における重大な漏れの検査をカバーしています。
この方法の感度は、250以上の孔径で81%の検出確率を有する。
μm(付録Bを参照)。この試験方法は、パレットおよびマルチバッグ包装に使用できます。
この試験方法は、スパンボンドポリオレフィンまたは非通気性の材料のみの感度を評価する。
包装。ガス透過性材料を使用した他の包装の感受性は、
評価されました。
この方法は破壊試験であり、試験ではパッケージ内に空気を注入する必要がある。
内部圧力を形成する。
2 規範的参照
以下の参考文献は、この適用に必須である。
文書。日付のある参考文献については、引用された版のみが適用されます。日付のない参考文献については、
参照文書の最新版(修正を含む)が適用されます。
GB/T 2918、プラスチック - 調整および試験のための標準雰囲気
3 用語と定義
このドキュメントでは、以下の用語と定義が適用されます。
3.1 呼吸点圧
ガスが多孔質材料を通過し始める圧力2。
4 試験方法の概要
4.1 パッケージは水中で所定の圧力まで膨らまされます。その後、
2 通気性のある素材はすべて空気を透過します。一定の内部圧力で連続的に気泡が放出されるかどうかは、
空気圧は材料の細孔サイズに依存する。気泡流は呼吸限界以下の内部圧力で確認される。
ポイント圧力はパッケージの欠陥を示している可能性があります。
壊れたパッケージを示す泡の連続的な流れ。
4.2 この試験方法の感度は差圧と
加圧方法。各包装の試験圧力の決定
材料とサイズは再現性のある結果を得るための鍵となる(手順については付録Aを参照)。
試験圧力を決定するためのもの)。包装の不適切な加圧は
試験方法の感度が大幅に低下します。差が大きくなると
圧力をかけるとテストの感度が上がります。しかし、圧力が高すぎると
シールが割れたり、通気性のある素材から気泡が噴出したりして混乱する
気泡が欠陥のある場合、誤った結論につながる可能性があります。
欠陥の検出。圧力監視機能を備えたラインに圧力制限弁を使用することができる。
装置(テスト圧力を安定させるのに役立ちます)。過度の圧力がかかるのを防ぐのに役立ちます。
パッケージ(図1参照)。
4.3 通気性のある材料と通気性のない材料には 2 つの異なる試験方法が示されています。
2つの方法の主な違いは(付録Aに記載されているように)、
浸透時間は通気性のある素材の場合に示されます。
5 意味と応用
5.1 この内部加圧試験方法は、粗大な
包装に漏れがあると滅菌状態が維持できなくなります。包装に漏れがあると
製品の無菌性を保証するものではありません。この内部圧力試験法は実用的な
パッケージ上の大きな漏れをチェックする方法。
5.2 この試験方法は、異常な包装材料の検査に有用であり、
実験室環境でのパックサイズ。
5.3 この試験方法は非常に大きいまたは長いパッケージにも適用できます。このようなパッケージは
パッケージの完全性をテストするための他のテスト装置との使用には適していません。
5.4 この試験方法は、パッケージの完全性を評価する手段として使用することができる。
ヒートシール包装は汚染のない無菌状態を保つように設計されています
製品の環境を考慮すると、パッケージの完全性は消費者の安全にとって非常に重要です。
6 楽器
6.1 圧力印加システム(図1参照):圧力監視機能を有する
0~5kPaの空気圧を供給できる計器と圧力制限弁を備えています。
6.2 パッケージ穿孔器(小型のマイナスドライバーまたはその他の適切な器具など):
空気源と圧力監視装置を挿入できること。
6.3 水容器:試験サンプルを約2.5cm沈めるのに適しています。
サンプル。ミシン目は可能な限りパッケージの中央に配置する必要があります。
穴のサイズは、空気源と圧力モニターを挿入できるものでなければならない。
空気の漏れを最小限に抑えます。必要に応じて、挿入部位をテープとゴムパッドで密閉します。
穿孔部位の閉塞材。
9.1.2 空気源と圧力モニターを試験サンプルに挿入します。
パッケージを水面下約2.5cmまで浸します。パッケージに空気を吹き付けます。
注 2: パッケージを適切な深さに保つリミッターを使用すると、テストが容易になります。
9.1.3 必要に応じてガスと圧力制限バルブを調整します。ゆっくりとパッケージを膨らませます。
で定められた最小試験圧力以上の圧力に
必要に応じて、圧力制限弁と圧力を調整してください。
一定の圧力を維持するためのレギュレーター。
9.1.4 損傷が見られる箇所(シールの溝、ピンホール、
梱包全体に破れや裂け目などがないかを検査します。検査時間は梱包の大きさによって異なります。
パッケージの。
9.1.5 パッケージを水から取り出します。損傷が認められる箇所すべてに印を付けます。
9.2 試験方法B - 通気性包装の手順
9.2.1 必要に応じて、A.1.2.4に従ってサンプルにバリアを適用します。
9.2.2 穴あけ器(小さなマイナスドライバーなど)を使用して、
パッケージに穴を開け、空気源と圧力モニターを挿入します。
サンプル。ミシン目は可能な限りパッケージの中央に配置する必要があります。
穴のサイズは、空気源と圧力モニターを挿入できるものでなければならない。
空気の漏れを最小限に抑えます。必要に応じて、挿入部位をテープとゴムパッドで密閉します。
穿孔部位の閉塞材。
9.2.3 空気源と圧力モニターをパッケージに挿入し、パッケージを水に浸します。
約2.5cmの水中に浸し、少なくとも5秒間保持します。パッケージに空気を吹き付けます。
注 3: リミッターを使用すると、パッケージ全体を適切な深さに保つことができます。
9.2.4 必要に応じてガスと圧力制限バルブを調整します。ゆっくりとパッケージを膨らませます。
で定められた最小試験圧力以上の圧力に
必要に応じて、圧力制限弁と圧力を調整してください。
一定の圧力を維持するためのレギュレーター。
9.2.5 損傷が見られる箇所(シールの溝、ピンホール、
梱包全体に破れや裂け目などがないかを検査します。検査時間は梱包の大きさによって異なります。
パッケージの。
9.2.6 パッケージを水から取り出します。損傷が認められる箇所すべてに印を付けます。
付録A
(規範的)
試験圧力の決定...
共有