1
/
의
12
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
JB/T 1255-2014 영어 PDF (JBT1255-2014)
JB/T 1255-2014 영어 PDF (JBT1255-2014)
정가
$85.00 USD
정가
할인가
$85.00 USD
단가
/
단위
배송료는 결제 시 계산됩니다.
픽업 사용 가능 여부를 로드할 수 없습니다.
배송: 3초. 실제 PDF + 송장을 다운로드하세요.
1분 안에 견적을 받으세요: JB/T 1255-2014를 클릭하세요
역사적 버전: JB/T 1255-2014
True-PDF 미리보기 (비어 있으면 다시 로드/스크롤)
JB/T 1255-2014: 롤링 베어링 - 고탄소 크롬 베어링 강으로 만든 부품 - 열처리 사양
JB/T 1255-2014
제이비
산업 표준
중화인민공화국
ICS 21.100.20
제 11호
기록번호.
JB/T 1255-2001 교체
롤링 베어링 - 고탄소로 만든 부품
크롬 베어링 강 -
열처리 사양
발행일 2014년 5월 6일
2014년 10월 1일에 구현됨
발행처. 산업정보기술부
중화인민공화국
목차
서문 ... 3
1 범위 ... 5
2 규범적 참조 ... 5
3 기술 요구 사항 ... 6
4 시험방법 ... 9
부록 A (정보) 링의 유효 벽 두께 및 유효
롤러의 직경 ... 17
부록 B (규범) 강철의 압착 하중에 대한 시험 사양
볼 및 분쇄 하중 값 ... 19
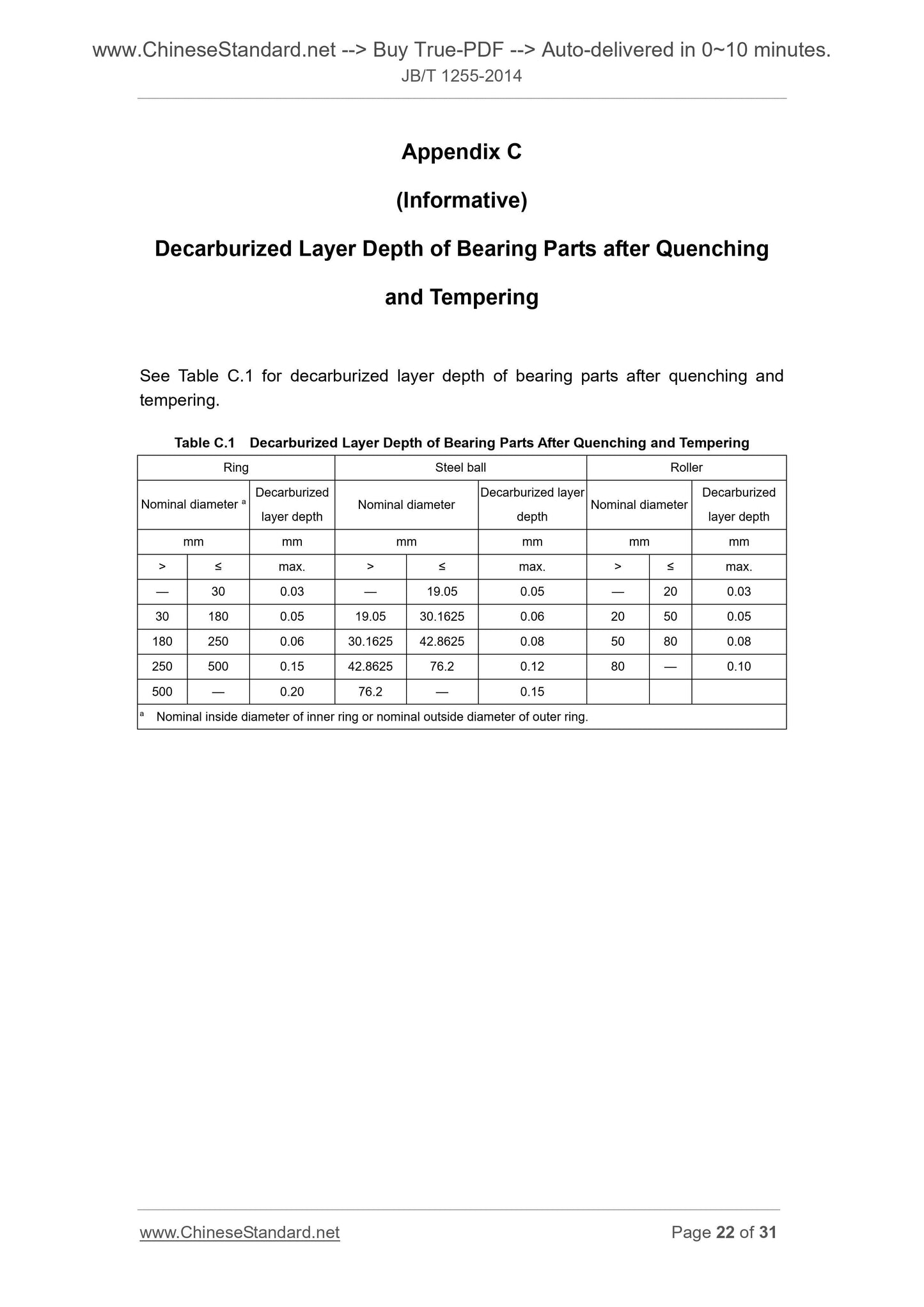
부록 C (정보) 베어링 부품의 탈탄화층 깊이
담금질 및 템퍼링 후 ... 22
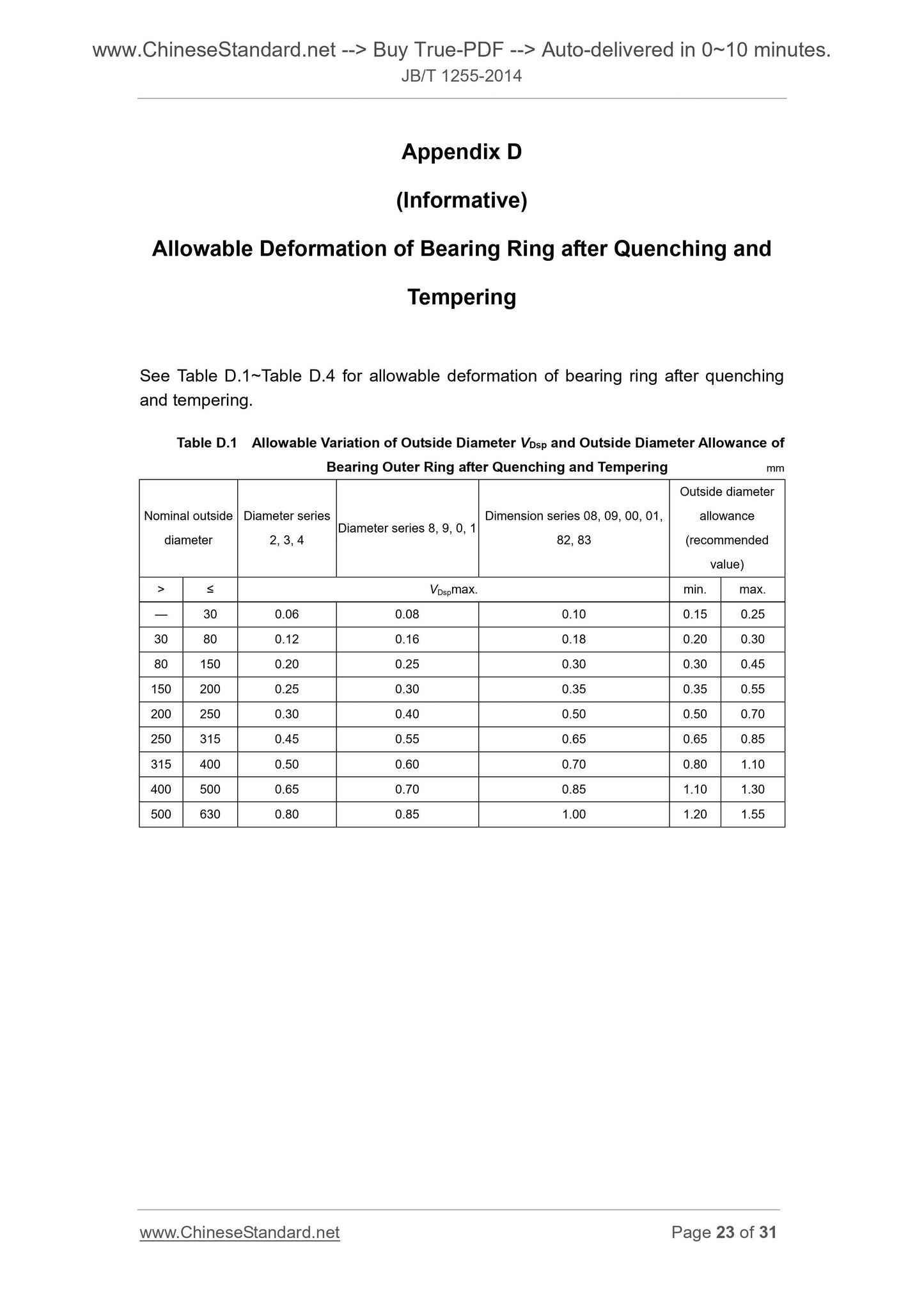
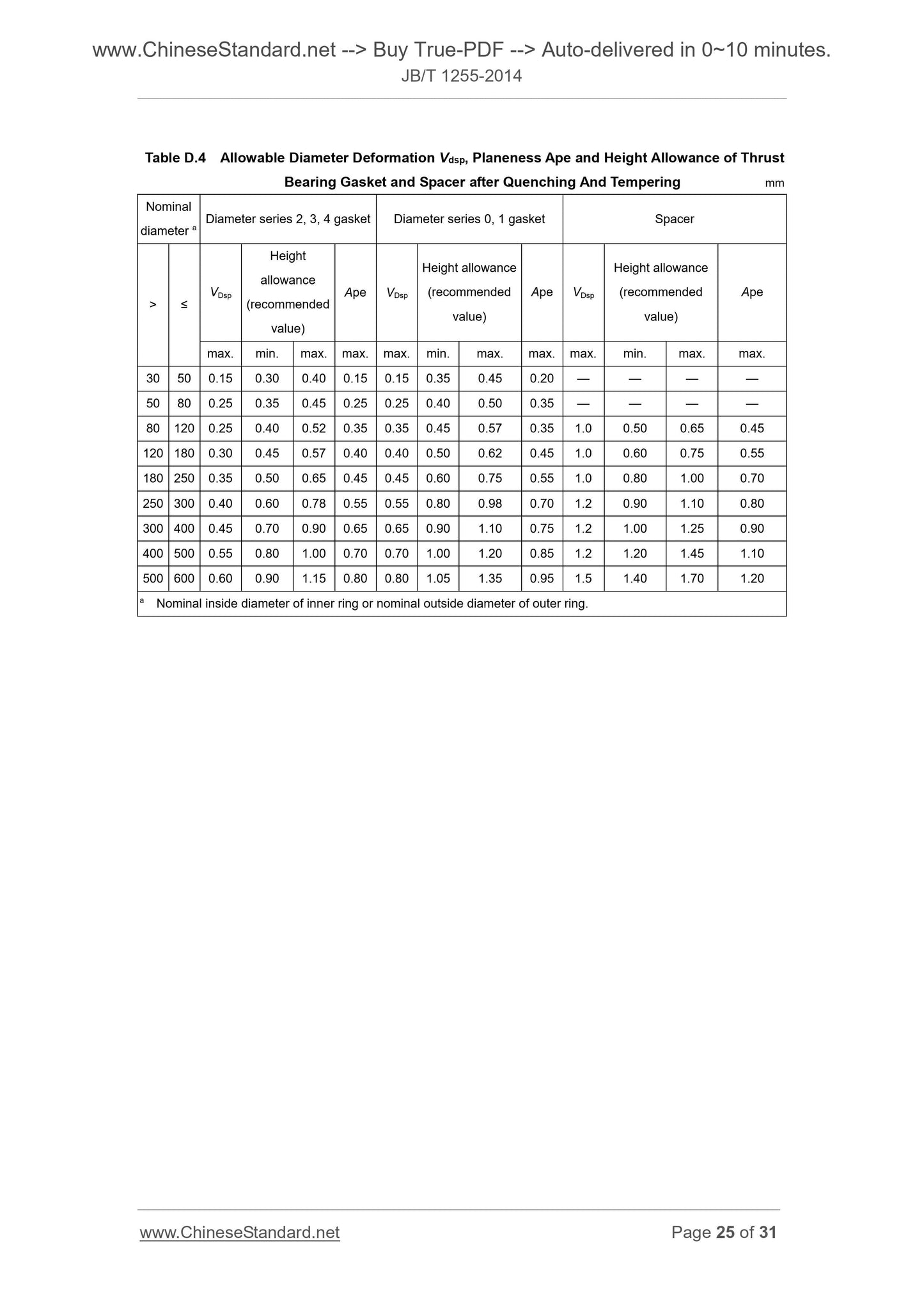
부록 D (정보) 베어링 링의 허용 변형량
담금질 및 템퍼링 ... 23
부록 E (정보) 베어링 부품의 잔류 오스테나이트 함량
담금질 및 템퍼링 후 ... 26
부록 F (규범) 곡면의 경도 보정 ... 27
부록 G (규범) 산 세척 검사 사양 ... 29
머리말
본 표준은 GB/T 1.1-2009에 제시된 규칙에 따라 작성되었습니다.
이 표준은 압연 열처리에 대한 JB/T 1255-2001 사양을 대체합니다.
고탄소 크롬강으로 만든 베어링 부품.
JB/T 1255-2001과 비교했을 때, 편집상의 변경 사항을 제외하고 이 표준은 주요 내용을 갖고 있습니다.
기술적 변경 사항은 다음과 같습니다.
— 표준 이름이 수정되었습니다(이 판의 표지와 첫 페이지 참조; 표지
2001년판 첫 페이지);
— 범위가 부분적으로 수정되었습니다(이 판의 1장 참조, 2001년의 1장 참조)
판);
— 구형화 어닐링 후 기술적 요구 사항이 수정됩니다(표 1 참조)
본 판의 표 1(2001년 판의 표 1)
— 담금질 및 템퍼링 후 일부 베어링 부품의 마르텐사이트 경도
수정되었습니다(본 판의 표 2 참조, 2001년 판의 표 2 참조)
— 부분 베어링 부품의 미세 조직에 대한 요구 사항 마르텐사이트
담금질 및 템퍼링 후 수정됨(본 판의 표 4 참조, 표 4 참조)
2001년판);
— 등온 담금질 후 GCr15SiMo 베이나이트의 기술적 요구 사항
추가되었습니다(이 판의 표 5 참조).
— 등온 담금질 후 베이나이트 베어링 부품의 기술적 요구 사항
수정되었습니다(이 판의 표 5 참조, 2001년 판의 표 5 참조)
— 잔류 오스테나이트 함량에 대한 기술적 요구 사항 및 테스트 방법
외관 품질이 추가되었습니다(본 판의 표 6 및 표 7 참조).
— 파손에 대한 기술적 요구 사항, 시험 방법 및 등급 수치
베어링 부품의 담금질 및 템퍼링 후 마르텐사이트가 삭제됩니다(참조).
표 5, 표 7 및 2001년판 5학년 그림);
— 1000배 확대 후 미세구조 검사 추가(Table 7)
2001년판);
— 500 이하의 소둔, 담금질 및 템퍼링 조직의 등급 수치
배율의 배율이 수정되고 등급 수치는 500배 미만입니다.
확대경이 추가되었습니다(이 판의 1학년 및 2학년 그림 참조).
롤링 베어링 - 고탄소로 만든 부품
크롬 베어링 강 -
열처리 사양
1 범위
본 표준은 소둔된 제품의 기술적 요구 사항 및 시험 방법을 명시합니다.
담금질 및 템퍼링 처리된 롤링 베어링 링 및 롤링 요소(이하 "롤링 요소"라 함)
GCr15, GCr15SiMn, GCr15SiMo 및 GCr18Mo로 만들어진 "베어링 부품"으로 불림
GB/T 18254-2002에 명시된 조건을 충족하는 강철.
본 규격은 베어링 부품의 열처리 품질 시험에 적용한다.
상기 언급된 강철로 만들어진 공정 및 완제품 및 또한 적용 가능한
기타 고탄소 소재로 제작된 베어링 부품의 열처리 품질 테스트
크롬강. 특수 요구 사항이 있는 베어링 부품은 다음과 같아야 합니다.
해당 제품 도면과 함께.
2 규범적 참조
다음 참조 문서는 이 문서의 적용에 필수적입니다.
문서. 날짜가 있는 참조의 경우 날짜가 있는 버전만 적용됩니다. 날짜가 없는 참조의 경우
참고문헌에는 최신판(수정판 포함)이 적용됩니다.
GB/T 230.1 금속 재료 - 록웰 경도 시험 - 1부. 시험 방법
(척도 A, B, C, D, E, F, G, H, K, N, T)
GB/T 231.1 금속 재료 - 브리넬 경도 시험 - 1부. 시험 방법
GB/T 1172 철금속의 경도 및 강도 변환
GB/T 4340.1 금속 재료 - 비커스 경도 - 1부. 시험 방법
GB/T 6394 금속 - 평균 입자 크기 추정 방법
GB/T 17394 금속 재료 - Leeb 경도 시험
GB/T 18254 고탄소 크롬 베어링 강
GB/T 24606 롤링 베어링 - 비파괴 검사 - 자기 입자
테스트
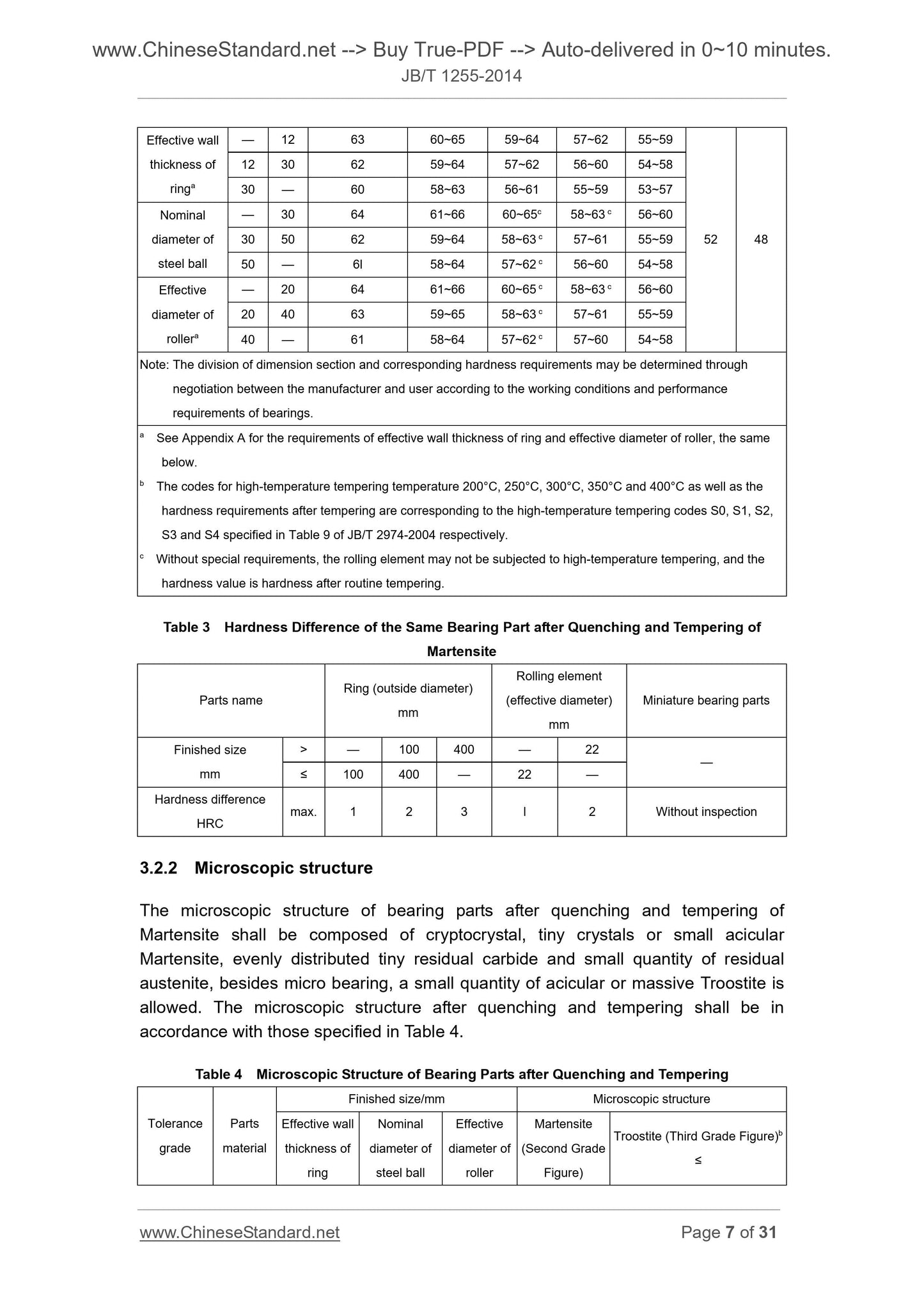
효과적인 벽
두께
링가
— 12 63 60~65 59~64 57~62 55~59
12 30 62 59~64 57~62 56~60 54~58
30 — 60 58~63 56~61 55~59 53~57
명사 같은
직경
강철 공
— 30 64 61~66 60~65c 58~63 c 56~60
30 50 62 59~64 58~63 57~61 55~59
50 — 6l 58~64 57~62 c 56~60 54~58
효과적인
직경
롤러라
— 20 64 61~66 60~65 c 58~63 c 56~60
20 40 63 59~65 58~63 57~61 55~59
40 — 61 58~64 57~62 c 57~60 54~58
참고. 치수 단면의 구분과 해당 경도 요구 사항은 다음을 통해 결정될 수 있습니다.
작업 조건 및 성능에 따라 제조사와 사용자 간의 협상
베어링의 요구 사항.
a 링의 유효 벽 두께 및 롤러의 유효 직경에 대한 요구 사항은 부록 A를 참조하십시오.
아래에.
b 고온 템퍼링 온도 200°C, 250°C, 300°C, 350°C 및 400°C에 대한 코드와
템퍼링 후 경도 요구 사항은 고온 템퍼링 코드 S0, S1, S2에 해당합니다.
S3 및 S4는 각각 JB/T 2974-2004의 표 9에 명시되어 있습니다.
c 특별한 요구 사항이 없으면 롤링 요소는 고온 템퍼링을 받지 않을 수 있으며,
경도값은 일상적인 템퍼링 후의 경도입니다.
표 3 동일 베어링 부품의 담금질 및 템퍼링 후 경도 차이
마르텐사이트
부품명 링(외경) mm
롤링 요소
(유효직경)
mm
미니어처 베어링 부품
완성된 크기
mm
> — 100 400 — 22
≤ 100 400 — 22 —
경도 차이
HRC 최대 1 2 3 l 2 검사 없음
3.2.2 미시적 구조
담금질 및 템퍼링 후 베어링 부품의 미시적 구조
마르텐사이트는 암호정, 미세한 결정 또는 작은 침상 결정으로 구성됩니다.
마르텐사이트, 균일하게 분포된 미세 잔류 탄화물 및 소량의 잔류
오스테나이트는 미세 베어링 외에 소량의 침상 또는 괴상 트루스토타이트가 포함되어 있습니다.
허용됨. 담금질 및 템퍼링 후 미세 구조는 다음과 같아야 합니다.
표 4에 명시된 것과 일치함.
표 4 담금질 및 템퍼링 후 베어링 부품의 미세 구조
용인
등급
부분품
재료
완성된 크기/mm 미세구조
효과적인 벽
두께
반지
명사 같은
직경
강철 공
효과적인
직경
롤러
마르텐사이트
(2학년
수치)
트루스토이트(3학년 피규어)b
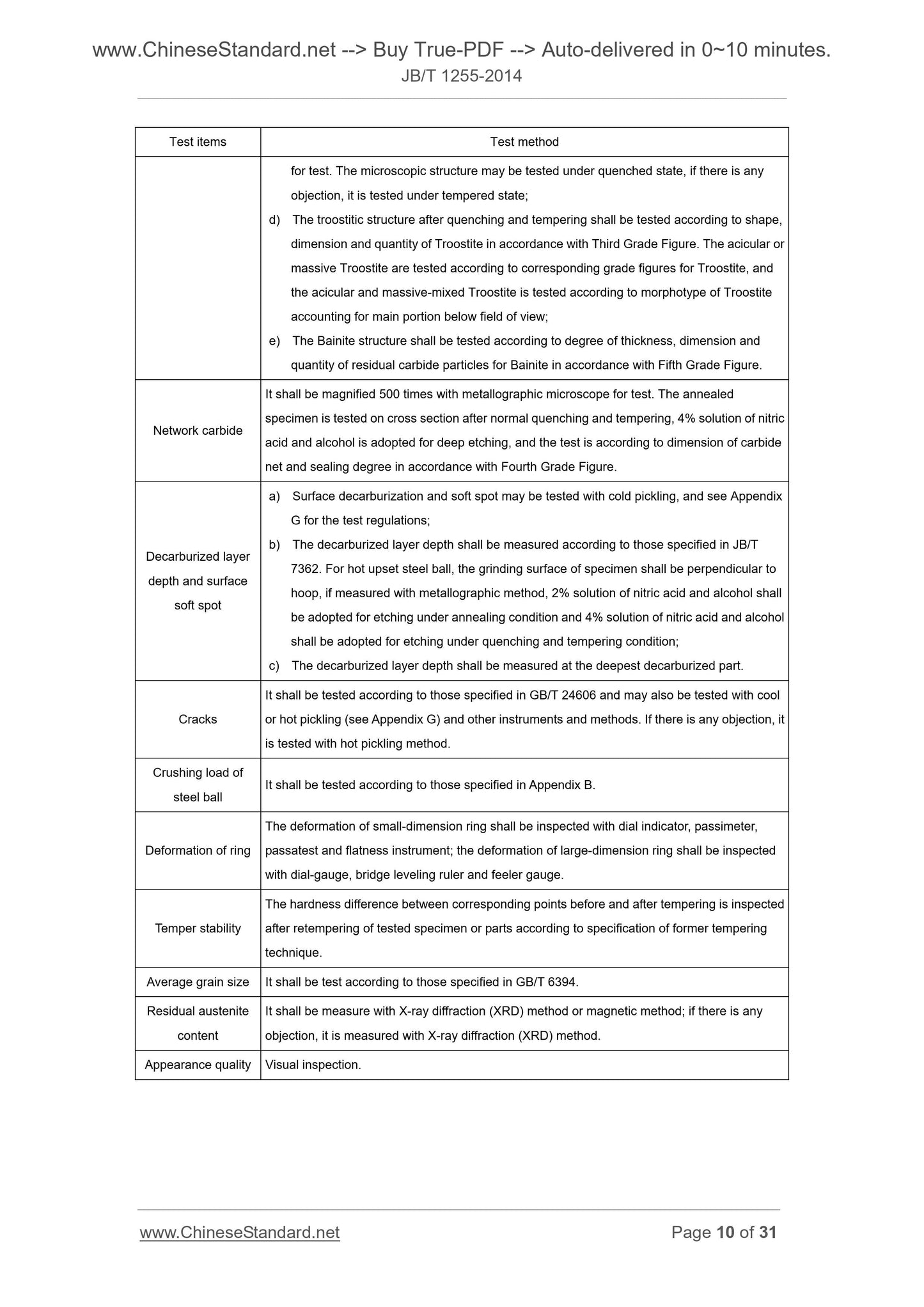
시험항목 시험방법
테스트를 위해. 미세 구조는 담금 상태에서 테스트할 수 있습니다.
이의가 있으면, 강화 상태에서 테스트합니다.
d) ...후의 침강성 구조
1분 안에 견적을 받으세요: JB/T 1255-2014를 클릭하세요
역사적 버전: JB/T 1255-2014
True-PDF 미리보기 (비어 있으면 다시 로드/스크롤)
JB/T 1255-2014: 롤링 베어링 - 고탄소 크롬 베어링 강으로 만든 부품 - 열처리 사양
JB/T 1255-2014
제이비
산업 표준
중화인민공화국
ICS 21.100.20
제 11호
기록번호.
JB/T 1255-2001 교체
롤링 베어링 - 고탄소로 만든 부품
크롬 베어링 강 -
열처리 사양
발행일 2014년 5월 6일
2014년 10월 1일에 구현됨
발행처. 산업정보기술부
중화인민공화국
목차
서문 ... 3
1 범위 ... 5
2 규범적 참조 ... 5
3 기술 요구 사항 ... 6
4 시험방법 ... 9
부록 A (정보) 링의 유효 벽 두께 및 유효
롤러의 직경 ... 17
부록 B (규범) 강철의 압착 하중에 대한 시험 사양
볼 및 분쇄 하중 값 ... 19
부록 C (정보) 베어링 부품의 탈탄화층 깊이
담금질 및 템퍼링 후 ... 22
부록 D (정보) 베어링 링의 허용 변형량
담금질 및 템퍼링 ... 23
부록 E (정보) 베어링 부품의 잔류 오스테나이트 함량
담금질 및 템퍼링 후 ... 26
부록 F (규범) 곡면의 경도 보정 ... 27
부록 G (규범) 산 세척 검사 사양 ... 29
머리말
본 표준은 GB/T 1.1-2009에 제시된 규칙에 따라 작성되었습니다.
이 표준은 압연 열처리에 대한 JB/T 1255-2001 사양을 대체합니다.
고탄소 크롬강으로 만든 베어링 부품.
JB/T 1255-2001과 비교했을 때, 편집상의 변경 사항을 제외하고 이 표준은 주요 내용을 갖고 있습니다.
기술적 변경 사항은 다음과 같습니다.
— 표준 이름이 수정되었습니다(이 판의 표지와 첫 페이지 참조; 표지
2001년판 첫 페이지);
— 범위가 부분적으로 수정되었습니다(이 판의 1장 참조, 2001년의 1장 참조)
판);
— 구형화 어닐링 후 기술적 요구 사항이 수정됩니다(표 1 참조)
본 판의 표 1(2001년 판의 표 1)
— 담금질 및 템퍼링 후 일부 베어링 부품의 마르텐사이트 경도
수정되었습니다(본 판의 표 2 참조, 2001년 판의 표 2 참조)
— 부분 베어링 부품의 미세 조직에 대한 요구 사항 마르텐사이트
담금질 및 템퍼링 후 수정됨(본 판의 표 4 참조, 표 4 참조)
2001년판);
— 등온 담금질 후 GCr15SiMo 베이나이트의 기술적 요구 사항
추가되었습니다(이 판의 표 5 참조).
— 등온 담금질 후 베이나이트 베어링 부품의 기술적 요구 사항
수정되었습니다(이 판의 표 5 참조, 2001년 판의 표 5 참조)
— 잔류 오스테나이트 함량에 대한 기술적 요구 사항 및 테스트 방법
외관 품질이 추가되었습니다(본 판의 표 6 및 표 7 참조).
— 파손에 대한 기술적 요구 사항, 시험 방법 및 등급 수치
베어링 부품의 담금질 및 템퍼링 후 마르텐사이트가 삭제됩니다(참조).
표 5, 표 7 및 2001년판 5학년 그림);
— 1000배 확대 후 미세구조 검사 추가(Table 7)
2001년판);
— 500 이하의 소둔, 담금질 및 템퍼링 조직의 등급 수치
배율의 배율이 수정되고 등급 수치는 500배 미만입니다.
확대경이 추가되었습니다(이 판의 1학년 및 2학년 그림 참조).
롤링 베어링 - 고탄소로 만든 부품
크롬 베어링 강 -
열처리 사양
1 범위
본 표준은 소둔된 제품의 기술적 요구 사항 및 시험 방법을 명시합니다.
담금질 및 템퍼링 처리된 롤링 베어링 링 및 롤링 요소(이하 "롤링 요소"라 함)
GCr15, GCr15SiMn, GCr15SiMo 및 GCr18Mo로 만들어진 "베어링 부품"으로 불림
GB/T 18254-2002에 명시된 조건을 충족하는 강철.
본 규격은 베어링 부품의 열처리 품질 시험에 적용한다.
상기 언급된 강철로 만들어진 공정 및 완제품 및 또한 적용 가능한
기타 고탄소 소재로 제작된 베어링 부품의 열처리 품질 테스트
크롬강. 특수 요구 사항이 있는 베어링 부품은 다음과 같아야 합니다.
해당 제품 도면과 함께.
2 규범적 참조
다음 참조 문서는 이 문서의 적용에 필수적입니다.
문서. 날짜가 있는 참조의 경우 날짜가 있는 버전만 적용됩니다. 날짜가 없는 참조의 경우
참고문헌에는 최신판(수정판 포함)이 적용됩니다.
GB/T 230.1 금속 재료 - 록웰 경도 시험 - 1부. 시험 방법
(척도 A, B, C, D, E, F, G, H, K, N, T)
GB/T 231.1 금속 재료 - 브리넬 경도 시험 - 1부. 시험 방법
GB/T 1172 철금속의 경도 및 강도 변환
GB/T 4340.1 금속 재료 - 비커스 경도 - 1부. 시험 방법
GB/T 6394 금속 - 평균 입자 크기 추정 방법
GB/T 17394 금속 재료 - Leeb 경도 시험
GB/T 18254 고탄소 크롬 베어링 강
GB/T 24606 롤링 베어링 - 비파괴 검사 - 자기 입자
테스트
효과적인 벽
두께
링가
— 12 63 60~65 59~64 57~62 55~59
12 30 62 59~64 57~62 56~60 54~58
30 — 60 58~63 56~61 55~59 53~57
명사 같은
직경
강철 공
— 30 64 61~66 60~65c 58~63 c 56~60
30 50 62 59~64 58~63 57~61 55~59
50 — 6l 58~64 57~62 c 56~60 54~58
효과적인
직경
롤러라
— 20 64 61~66 60~65 c 58~63 c 56~60
20 40 63 59~65 58~63 57~61 55~59
40 — 61 58~64 57~62 c 57~60 54~58
참고. 치수 단면의 구분과 해당 경도 요구 사항은 다음을 통해 결정될 수 있습니다.
작업 조건 및 성능에 따라 제조사와 사용자 간의 협상
베어링의 요구 사항.
a 링의 유효 벽 두께 및 롤러의 유효 직경에 대한 요구 사항은 부록 A를 참조하십시오.
아래에.
b 고온 템퍼링 온도 200°C, 250°C, 300°C, 350°C 및 400°C에 대한 코드와
템퍼링 후 경도 요구 사항은 고온 템퍼링 코드 S0, S1, S2에 해당합니다.
S3 및 S4는 각각 JB/T 2974-2004의 표 9에 명시되어 있습니다.
c 특별한 요구 사항이 없으면 롤링 요소는 고온 템퍼링을 받지 않을 수 있으며,
경도값은 일상적인 템퍼링 후의 경도입니다.
표 3 동일 베어링 부품의 담금질 및 템퍼링 후 경도 차이
마르텐사이트
부품명 링(외경) mm
롤링 요소
(유효직경)
mm
미니어처 베어링 부품
완성된 크기
mm
> — 100 400 — 22
≤ 100 400 — 22 —
경도 차이
HRC 최대 1 2 3 l 2 검사 없음
3.2.2 미시적 구조
담금질 및 템퍼링 후 베어링 부품의 미시적 구조
마르텐사이트는 암호정, 미세한 결정 또는 작은 침상 결정으로 구성됩니다.
마르텐사이트, 균일하게 분포된 미세 잔류 탄화물 및 소량의 잔류
오스테나이트는 미세 베어링 외에 소량의 침상 또는 괴상 트루스토타이트가 포함되어 있습니다.
허용됨. 담금질 및 템퍼링 후 미세 구조는 다음과 같아야 합니다.
표 4에 명시된 것과 일치함.
표 4 담금질 및 템퍼링 후 베어링 부품의 미세 구조
용인
등급
부분품
재료
완성된 크기/mm 미세구조
효과적인 벽
두께
반지
명사 같은
직경
강철 공
효과적인
직경
롤러
마르텐사이트
(2학년
수치)
트루스토이트(3학년 피규어)b
시험항목 시험방법
테스트를 위해. 미세 구조는 담금 상태에서 테스트할 수 있습니다.
이의가 있으면, 강화 상태에서 테스트합니다.
d) ...후의 침강성 구조
공유하다