PayPal, credit cards. Download editable-PDF & invoice in 1 second!
배송: 3초. 실제 PDF + 송장을 다운로드하세요.
1분 안에 견적을 받으세요: QC/T 262-1999를 클릭하세요
역사적 버전: QC/T 262-1999 True-PDF 미리보기 (비어 있으면 다시 로드/스크롤)
QC/T 262-1999: 자동차 탄소화 기어의 금속 조직 시험 품질관리/기술 262-1999
품질관리
자동차 산업 표준
중화인민공화국의
ZB T04 001-88 교체
자동차 탄소화 기어의 금속 조직 시험
1999년 3월 15일 승인됨
1999년 3월 15일에 구현됨
승인됨. 기계 제작 산업 주국
목차
1 주제 내용 및 적용 범위 .3
2 규범적 참조 .3
3 용어 .. 3
4 표본 요구 사항 .4
5 기술 요구 사항 .. 4
6 구조 수준 .4
추가 정보... 10
자동차 탄소화 기어의 금속 조직 시험
1 주제 내용 및 적용 범위
1.1 본 규격은 금속조직학의 정의 및 시험방법을 규정한다.
구조, 자동차 강철 탄소침탄기어용 탄소침탄 케이스의 유효 층 깊이.
1.2 본 규격은 탄소침탄의 유효깊이를 갖는 자동차 기어에 적용한다.
0.3mm보다 두꺼운 경화 케이스.
1.3 본 규격은 기어의 모든 공정을 마친 후의 품질검사에 적용한다.
열처리 절차.
2 규범적 참조
GB/T 9450 강재 - 탄소침탄화 깊이의 결정 및 검증
강화된 케이스
GB/T 8539 기어 재료 및 재료의 품질 검사를 위한 일반 사양
그들의 열처리
3개의 용어
3.1 표면경도
이빨 폭의 중심인 피치원 근처의 표면 경도입니다.
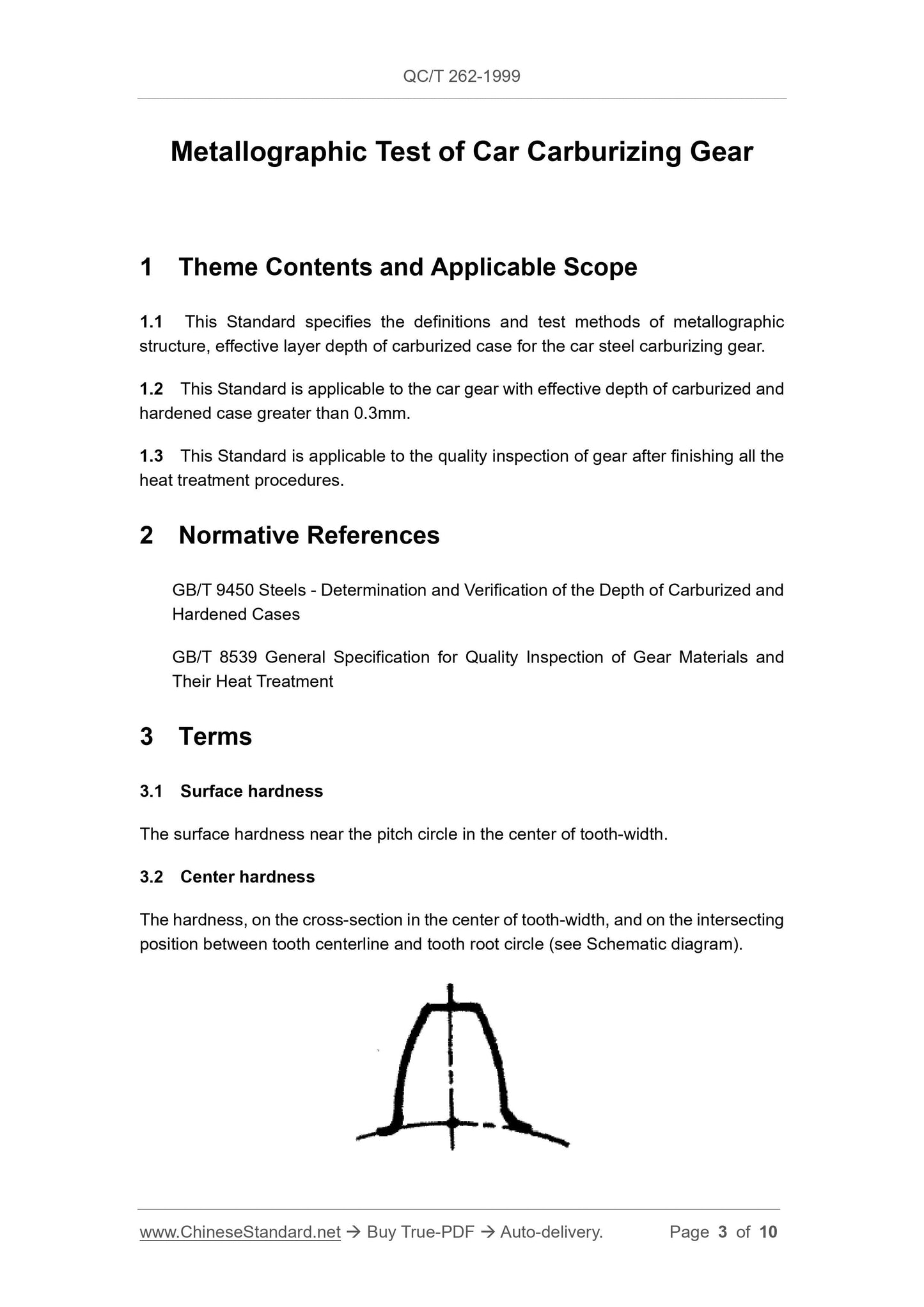
3.2 중심경도
치아폭 중앙의 단면과 교차부의 경도
치아 중심선과 치아 뿌리 원 사이의 위치(도식도 참조).
3.3 탄소화 및 경화 케이스의 유효 깊이
치아 표면으로부터 9.81N(1kgf) 하중을 가한 수직거리를 측정한다.
550HV 또는 515HV로 측정된 49.03N(5kgf) 이하의 하중입니다.
4. 표본 요구 사항
4.1 시편을 제작할 때 구조변화 등의 현상이 나타나지 않는 경우
열로 인해 발생하게 됩니다.
4.2 탄소화 및 경화된 케이스의 유효 깊이를 측정할 때 시험된
표면은 경도기의 작업 단계와 평행해야 합니다.
5 기술적 요구 사항
5.1 탄소화 및 경화 케이스의 유효 깊이는 제품에 따라야 합니다.
도면 및 치근 및 피치원 위치에 따라 달라질 수 있으며, 테스트 방법은 다음과 같습니다.
GB/T 9450의 규정에 부합해야 함; 중앙 경도 감소
GB/T 8539의 규정을 준수해야 합니다.
5.2 표면층의 탄소함량은 0.8%~1.0%로 하는 것이 좋습니다.
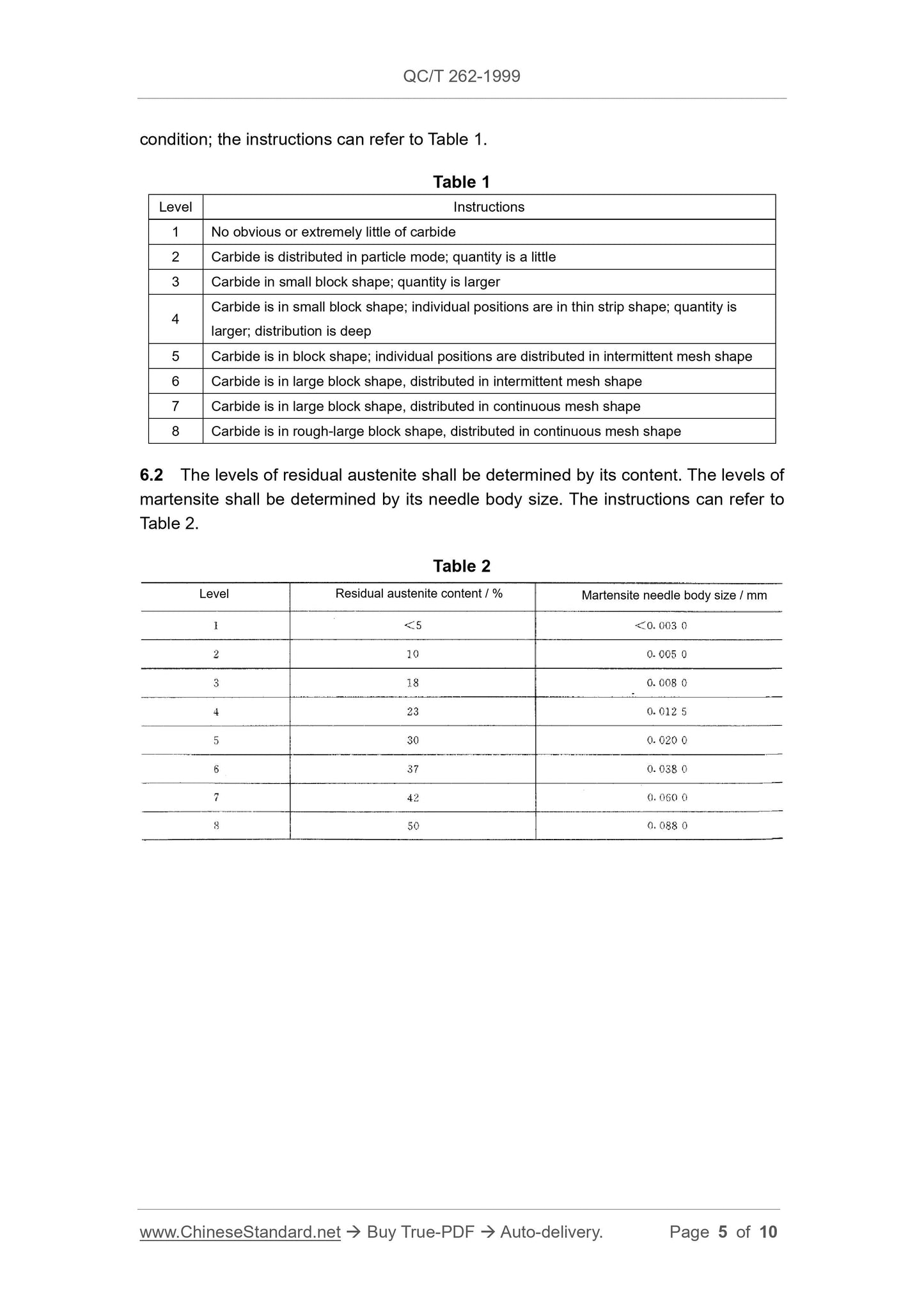
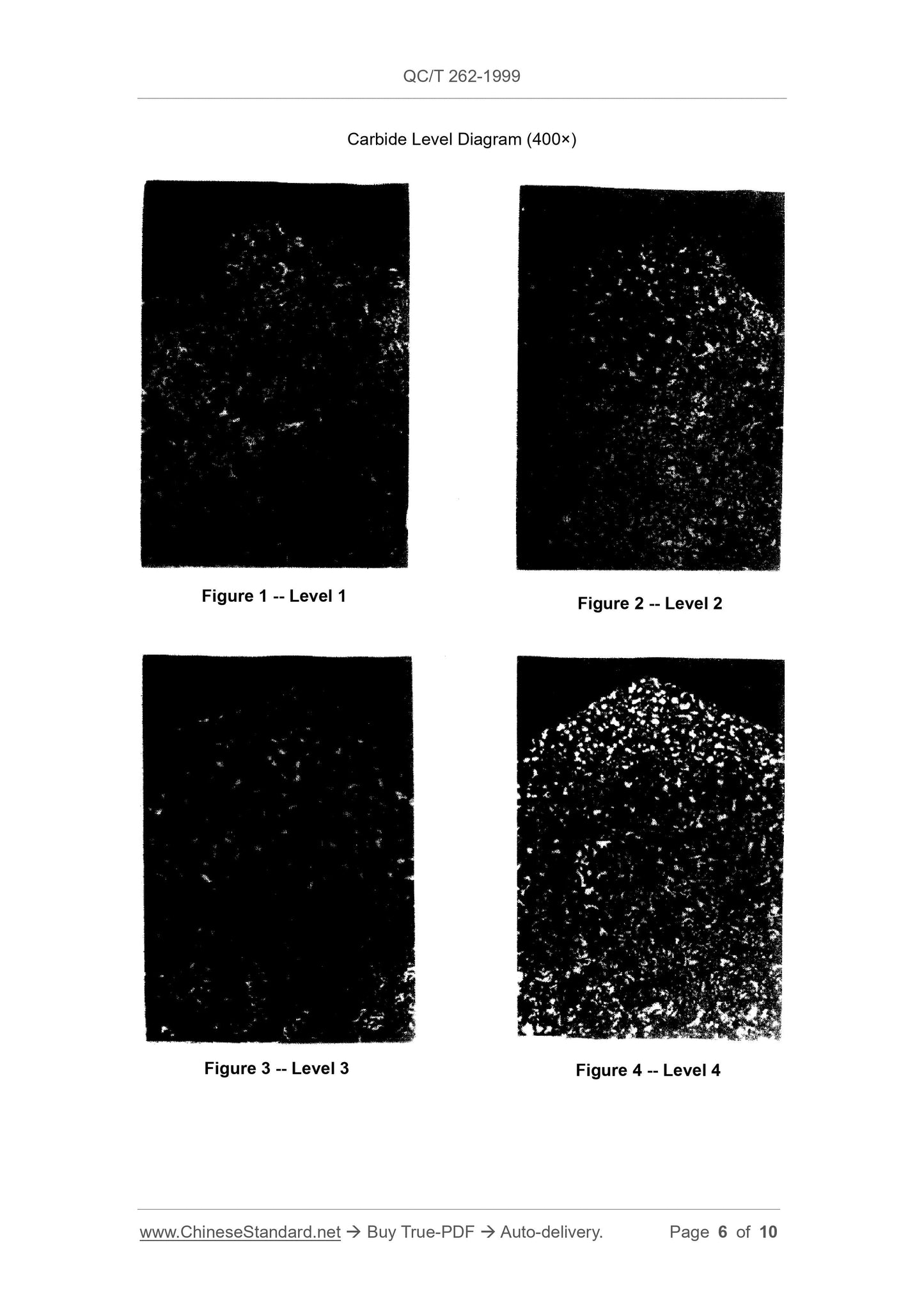
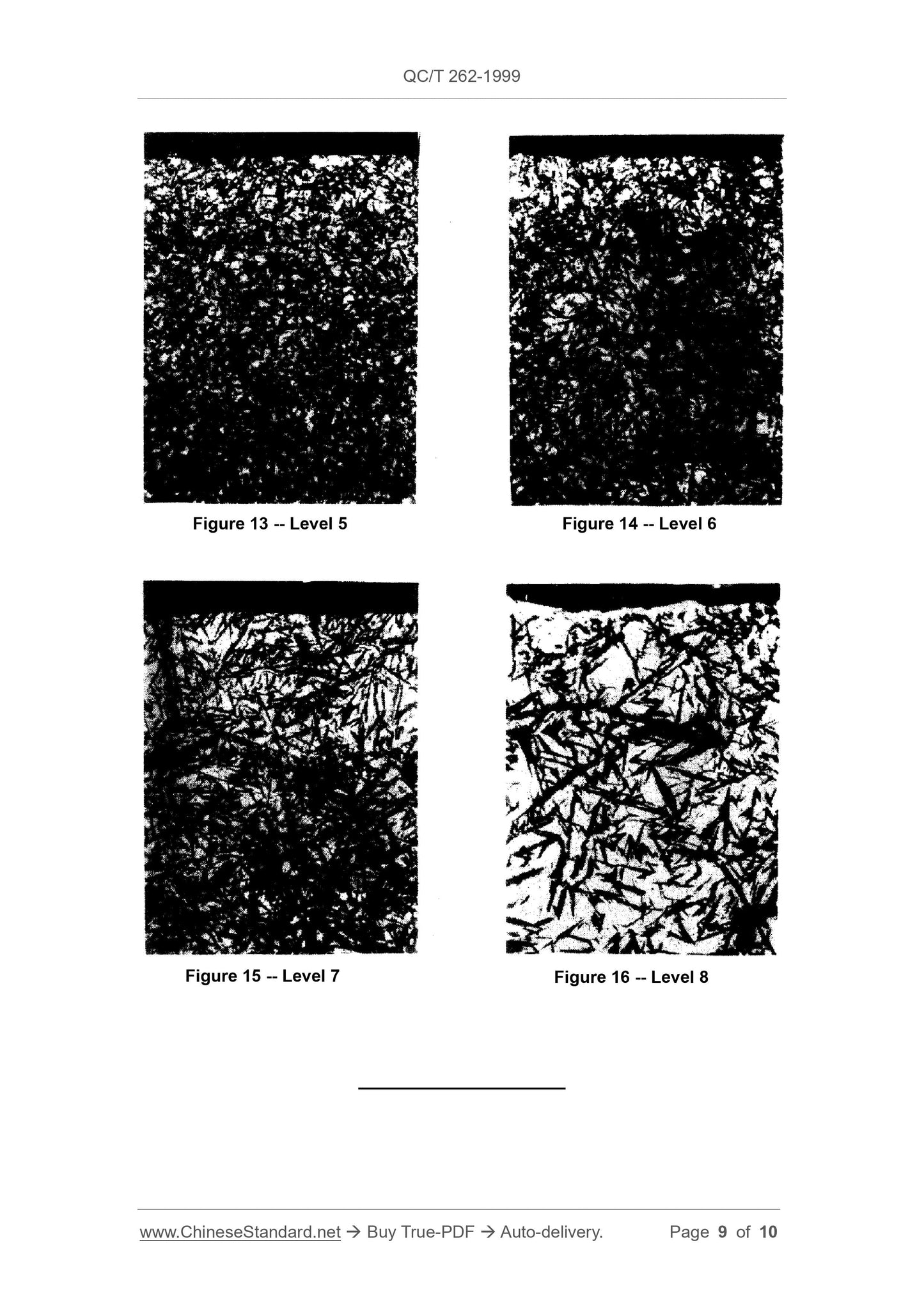
5.3 카바이드
400배의 배율로 검사합니다. 검사 위치는 다음에 따라야 합니다.
부록 각도 및 작업 표면; 카바이드 레벨 다이어그램에 따라 평가
이 표준에 따르면, 지속적으로 맞물리는 기어는 레벨 1~레벨 5에 적합합니다.
변속 기어는 레벨 1~레벨 4에 해당합니다.
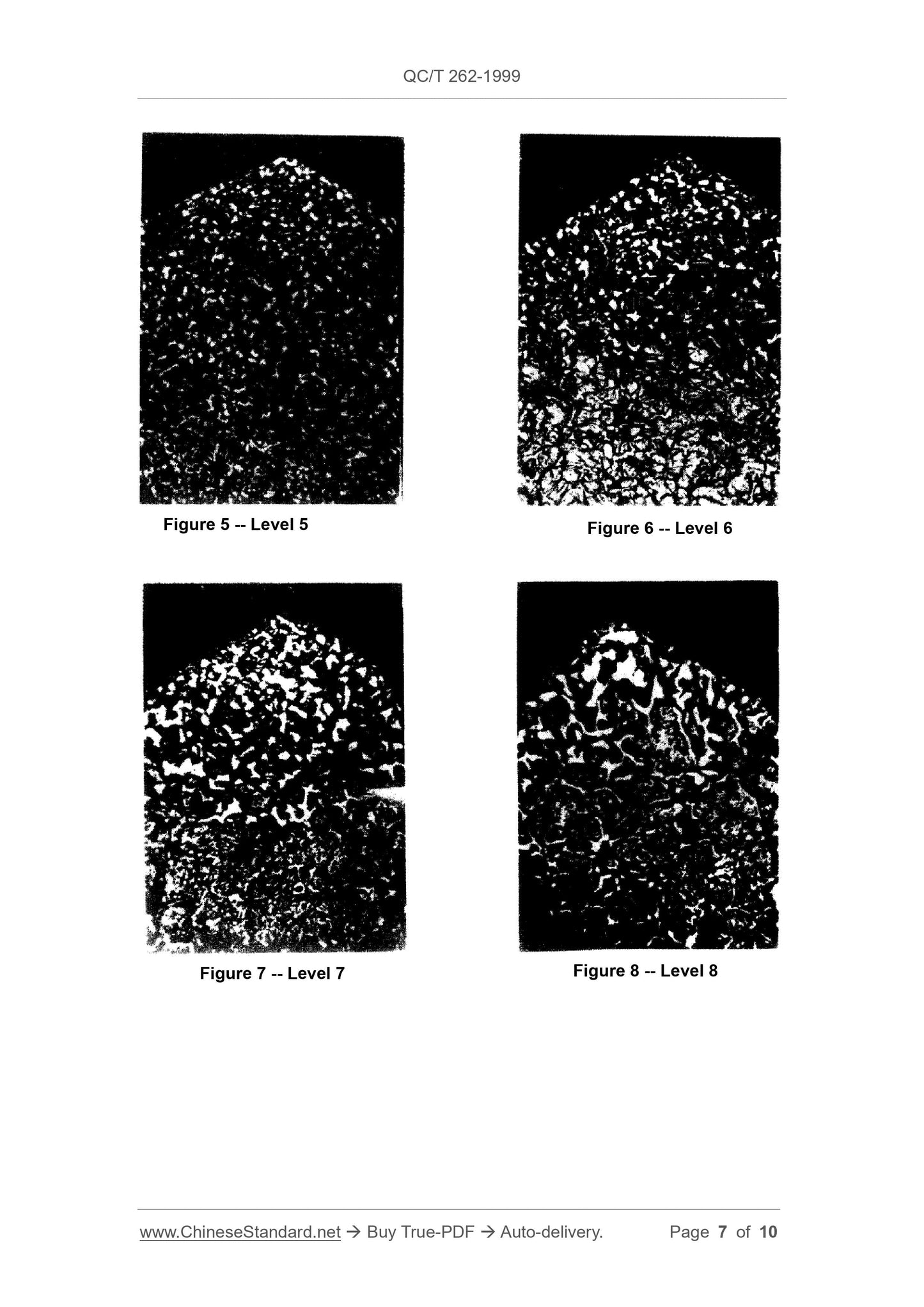
5.4 잔류 오스테나이트 및 마르텐사이트
400배의 배율로 검사합니다. 검사 위치는 다음에 따라야 합니다.
피치 원과 치근 근처 표면; 잔여물에 따라 별도로 평가
오스테나이트 및 마르텐사이트 수준 다이어그램; 수준 1~수준 5에 해당합니다.
5.5 표면경도는 HRC 58~63이고, 중심경도는 다음 식으로 지정한다.
제품 도면.
5.6 표면이 마르텐사이트 구조가 아닌 경우 최대 깊이는 다음을 초과할 수 없습니다.
0.02mm.
6 구조 수준
6.1 카바이드 수준은 모양, 양, 크기, 분포에 따라 결정됩니다.