1
/
의
12
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
TB/T 2817-1997 영문 PDF (TBT2817-1997)
TB/T 2817-1997 영문 PDF (TBT2817-1997)
정가
$165.00 USD
정가
할인가
$165.00 USD
단가
/
단위
배송료는 결제 시 계산됩니다.
픽업 사용 가능 여부를 로드할 수 없습니다.
배송: 3초. 실제 PDF + 송장을 다운로드하세요.
1분 안에 견적을 받아보세요: TB/T 2817-1997을 클릭하세요
역사적 버전: TB/T 2817-1997
True-PDF 미리보기 (비어 있으면 다시 로드/스크롤)
TB/T 2817-1997: 롤링 스톡용 솔리드 압연 강철 휠에 대한 기술 사양
결핵/티 2817-1997
결핵
철도 산업 표준
중화인민공화국의
기술 사양
롤링 스톡용 솔리드 압연 강철 휠
발행일 1997년 7월 10일
1998년 1월 1일 시행
발행처. 중화인민공화국 철도부
목차
앞으로 ... 3
1 범위 ... 4
2 규범적 참조 ... 4
3 휠의 종류 크기 ... 5
4 기술적 요구 사항 ... 7
5가지 테스트 방법 ... 15
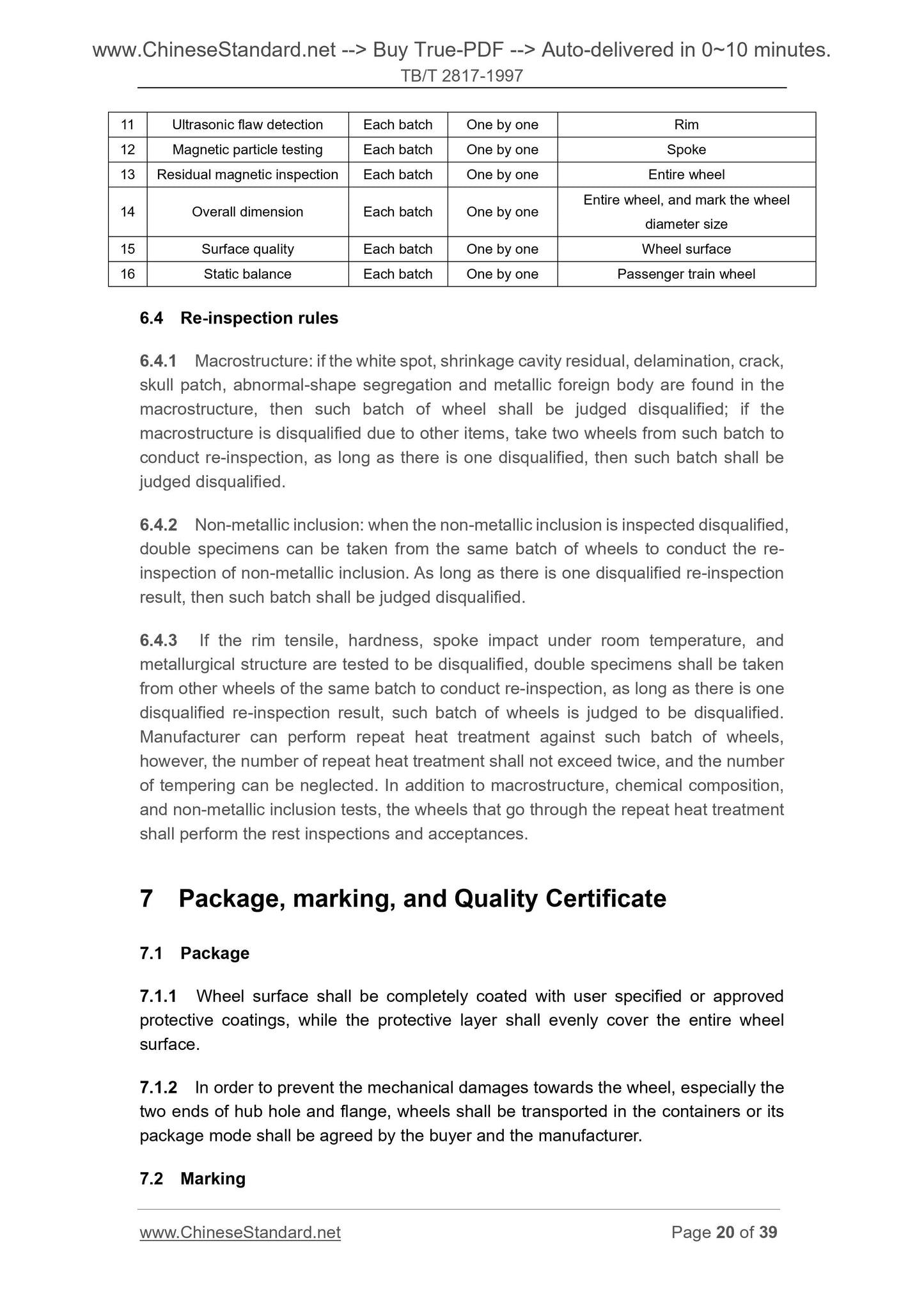
6 검사 규칙 ... 19
7 패키지, 표시 및 품질 인증서 ... 20
8 보증 ... 22
부록 A (표준 부록) 샷피닝 휠 강화
... 24
앞으로
본 표준은 UIC812-3 기술 표준을 동등하게 채택하는 것을 기초로 작성되었습니다.
비합금강 솔리드 압연강 휠 공급을 위한 사양
철도 기관차; 국가 및 기타 표준의 일부 조항은 다음과 같습니다.
국가 상황에 맞게 보완되었습니다.
본 표준은 철도과학기술부에서 제안한 표준입니다.
개발부서.
이 표준은 표준 및 계측 연구의 관할 하에 있습니다.
철도부 연구소.
이 표준의 초안 작성 기관. 표준 및 계측 연구소
철도부, 금속 및 화학 연구소, 중국 아카데미
철도부 산하 사방 차량 연구소.
이 표준의 주요 초안 작성 직원. 한잉, 장잉즈, 정웨이성, 리우
신밍, 장빈.
기술 사양
롤링 스톡용 솔리드 압연 강철 휠
1 범위
이 표준은 글자 크기와 기하학적 허용오차, 기술적 요구 사항을 지정합니다.
시험방법, 검사규정, 포장, 표시 및 품질인증서 등
준철도차량용 압연강철 휠(이하 휠이라 함)입니다.
본 규격은 압연강재의 제조, 주문 및 시험에 적용한다.
여객열차 속도 ≤160km/h의 철도차량 및 화물열차용 강철 휠
속도 ≤120km/h.
2 규범적 참조
다음 규범 문서에는 이 문서를 참조로 하여 규정이 포함되어 있습니다.
표준은 이 표준의 조항을 구성합니다. 출판 당시, 에디션
표시된 것은 유효했습니다. 모든 표준은 개정되고 도달한 모든 당사자는
이 표준에 따른 계약에 따라 최신 사항을 연구하는 것이 좋습니다.
다음 표준의 버전이 적용됩니다.
GB 222-84 화학 성분 측정을 위한 강철 샘플링 방법
제품 분석을 위한 허용 가능한 변동
GB 223 철, 강 및 합금의 화학 분석 방법
GB 226-91 에칭에 의한 강의 거시 조직 및 결함에 대한 시험 방법
GB 228-87 금속 인장 시험 방법
GB/T 229-1994 금속 재료-샤르피 노치(U자형 노치) 충격 시험
GB 231-84 금속의 브리넬 경도 시험 방법
GB 8601-88 철도용 솔리드 압연 강철 휠
GB 10561-89 강철의 비금속 함유물에 대한 미시적 시험 방법
TB 1967-87 기관차 및 자동차용 휠 프로필
ZBY 230-84 A모드 초음파 결함 탐지기에 일반적으로 사용되는 사양
4.1.3 화학성분분석 및 용융시험의 허용오차(%)
완성된 바퀴의 분석은 다음과 같습니다.
C. -0.02 또는 +0.03 P. +0.005
Si. -0.02 또는 +0.03 S. +0.005
Mn. -0.04 또는 +0.05
4.2 휠 제조
4.2.1 제강
휠강철은 전기로 용융된 우수한 품질의 킬드강철로 제조됩니다.
로, 개방형 난로 또는 회전로; 구매자와 판매자가 합의한 경우 기타
용융법도 채택 가능하며, 외부에서 정제처리를 거치게 된다.
용광로에서 용융강의 수소 함량은 ≤3.5ppm입니다. 강철 잉곳은
바닥에서 주조됩니다. 스트리핑 후 강철 잉곳은 완전히 느리게 냉각되어야 합니다.
느리게 냉각되는 구덩이에서 진공 탈기 처리를 수행하면 실현할 수 있습니다.
스택을 직접 냉각합니다.
4.2.2 휠 열성형
휠은 헤드 커팅을 통해 강철 잉곳으로 제조되며 헤드는
절단량은 영향을 줄 수 있는 유해 부분을 제거하기에 충분해야 합니다.
강철 잉곳의 양쪽에 휠 품질이 있어야 하며 강철 잉곳의 모든 표면은
압연 품질에 영향을 줄 수 있는 결함이 없는지 확인하세요.
열성형 가열 기간 동안 휠의 과열 및 과열
강철 빌렛은 피해야 하며 열성형 가열 온도는 초과해서는 안 됩니다.
1250℃, 그리고 열가공 최종 온도는 다음 범위 내에서 제어되어야 합니다.
850~1000℃ 범위.
진공을 하지 않는 강철로 제조된 휠의 열성형 후
탈기처리, 백색반점 제거 등의 조치를 취해야 함
등온, 완만한 냉각 등.
4.2.3 제조 공정 중 휠 식별 표시
모든 강괴, 강괴, 절단 막대 및 휠은 각각 명확하게 표시되어야 합니다.
프로세스이므로 배송 전에 각 휠을 식별할 수 있습니다. 이러한 표시가 다른 경우
완성된 바퀴의 최종 표시에서 그러한 표시는 가능한 한 얕아야 합니다.
가능하며 완성된 바퀴에 흔적을 남기지 않습니다.
4.2.4 휠 열처리
휠 림은 담금질 및 템퍼링 처리를 수행해야 하며 물은
담금질 기간 동안 스포크 안으로 들어가는 것을 방지합니다.
2등급 일반 느슨함, 중심 느슨함, 분리 및 비느슨함 이상 없음
금속성 함유물이 존재할 수 있습니다.
4.5 비금속 함유물
3개의 림 시편에서 각 포함물의 등급은 다음에 따라야 합니다.
요구 사항. 클래스 B(알루미나 포함)는 1등급을 넘지 않아야 합니다. 클래스 A
(황화물 포함물), C종(규산염 포함물), D종(구상산화물)으로 구분한다.
각각 3등급 이하입니다.
4.6 초음파 결함 탐지
모든 휠은 열처리 및 기계적 가공 후 수행되어야 합니다.
초음파 탐상은 하나하나씩 진행됩니다.
모든 휠 림의 내부 불연속성을 감지하려면 다음과 같이 지정하십시오.
다음 절차에 따라 초음파 결함 탐지를 수행하는 장비입니다.
4.6.1 결함 탐지 장비는 ZB Y 230-84의 규정을 준수해야 합니다.
그 주파수 대역은 결함 탐지 방법의 요구 사항을 충족해야 합니다.
4.6.2 프로브 작동 주파수. 2.25~5MHz.
4.6.3 프로브 구조와 치수는 모든 테스트 방법에 적용 가능해야 합니다.
4.6.4 초음파 탐상기는 결함 자동 경보 시스템을 갖추어야 한다.
4.6.5 테스트 표면과 프로브 사이에는 적절한 커플런트를 사용해야 합니다.
그러나 허용되지 않는 부식은 림에 발생해서는 안 됩니다.
조정계기, 교정계기 및 다음에는 커플런트를 사용해야 합니다.
테스트 기간.
4.6.6 인공적인 시뮬레이션 결함이 있는 바퀴 또는 림의 한 부분은
기기를 교정하기 위한 비교 테스트 블록으로 사용됩니다. 기기 감도는
4.6.7절, 4.6.8절에 명시된 인공적 결함을 만들기 위해 조정되어야 합니다.
조항 4.6.9는 반사 에코의 1/2 크기를 생성합니다.
4.6.7 축방향 시험 기간 동안 인공 결함은 두께의 절반에 위치해야 합니다.
림의 경우 림 측면에 수직인 직경은 약 3.2mm이고 깊이는
평저구멍의 크기는 약 25~38mm입니다.(그림2 참조)
추후 점검을 위한 정식 테이블.
4.7.3 조명 조도는 주 1회 점검하고 시험결과는
향후 검사를 위해 지정된 표에 기록됩니다.
1분 안에 견적을 받아보세요: TB/T 2817-1997을 클릭하세요
역사적 버전: TB/T 2817-1997
True-PDF 미리보기 (비어 있으면 다시 로드/스크롤)
TB/T 2817-1997: 롤링 스톡용 솔리드 압연 강철 휠에 대한 기술 사양
결핵/티 2817-1997
결핵
철도 산업 표준
중화인민공화국의
기술 사양
롤링 스톡용 솔리드 압연 강철 휠
발행일 1997년 7월 10일
1998년 1월 1일 시행
발행처. 중화인민공화국 철도부
목차
앞으로 ... 3
1 범위 ... 4
2 규범적 참조 ... 4
3 휠의 종류 크기 ... 5
4 기술적 요구 사항 ... 7
5가지 테스트 방법 ... 15
6 검사 규칙 ... 19
7 패키지, 표시 및 품질 인증서 ... 20
8 보증 ... 22
부록 A (표준 부록) 샷피닝 휠 강화
... 24
앞으로
본 표준은 UIC812-3 기술 표준을 동등하게 채택하는 것을 기초로 작성되었습니다.
비합금강 솔리드 압연강 휠 공급을 위한 사양
철도 기관차; 국가 및 기타 표준의 일부 조항은 다음과 같습니다.
국가 상황에 맞게 보완되었습니다.
본 표준은 철도과학기술부에서 제안한 표준입니다.
개발부서.
이 표준은 표준 및 계측 연구의 관할 하에 있습니다.
철도부 연구소.
이 표준의 초안 작성 기관. 표준 및 계측 연구소
철도부, 금속 및 화학 연구소, 중국 아카데미
철도부 산하 사방 차량 연구소.
이 표준의 주요 초안 작성 직원. 한잉, 장잉즈, 정웨이성, 리우
신밍, 장빈.
기술 사양
롤링 스톡용 솔리드 압연 강철 휠
1 범위
이 표준은 글자 크기와 기하학적 허용오차, 기술적 요구 사항을 지정합니다.
시험방법, 검사규정, 포장, 표시 및 품질인증서 등
준철도차량용 압연강철 휠(이하 휠이라 함)입니다.
본 규격은 압연강재의 제조, 주문 및 시험에 적용한다.
여객열차 속도 ≤160km/h의 철도차량 및 화물열차용 강철 휠
속도 ≤120km/h.
2 규범적 참조
다음 규범 문서에는 이 문서를 참조로 하여 규정이 포함되어 있습니다.
표준은 이 표준의 조항을 구성합니다. 출판 당시, 에디션
표시된 것은 유효했습니다. 모든 표준은 개정되고 도달한 모든 당사자는
이 표준에 따른 계약에 따라 최신 사항을 연구하는 것이 좋습니다.
다음 표준의 버전이 적용됩니다.
GB 222-84 화학 성분 측정을 위한 강철 샘플링 방법
제품 분석을 위한 허용 가능한 변동
GB 223 철, 강 및 합금의 화학 분석 방법
GB 226-91 에칭에 의한 강의 거시 조직 및 결함에 대한 시험 방법
GB 228-87 금속 인장 시험 방법
GB/T 229-1994 금속 재료-샤르피 노치(U자형 노치) 충격 시험
GB 231-84 금속의 브리넬 경도 시험 방법
GB 8601-88 철도용 솔리드 압연 강철 휠
GB 10561-89 강철의 비금속 함유물에 대한 미시적 시험 방법
TB 1967-87 기관차 및 자동차용 휠 프로필
ZBY 230-84 A모드 초음파 결함 탐지기에 일반적으로 사용되는 사양
4.1.3 화학성분분석 및 용융시험의 허용오차(%)
완성된 바퀴의 분석은 다음과 같습니다.
C. -0.02 또는 +0.03 P. +0.005
Si. -0.02 또는 +0.03 S. +0.005
Mn. -0.04 또는 +0.05
4.2 휠 제조
4.2.1 제강
휠강철은 전기로 용융된 우수한 품질의 킬드강철로 제조됩니다.
로, 개방형 난로 또는 회전로; 구매자와 판매자가 합의한 경우 기타
용융법도 채택 가능하며, 외부에서 정제처리를 거치게 된다.
용광로에서 용융강의 수소 함량은 ≤3.5ppm입니다. 강철 잉곳은
바닥에서 주조됩니다. 스트리핑 후 강철 잉곳은 완전히 느리게 냉각되어야 합니다.
느리게 냉각되는 구덩이에서 진공 탈기 처리를 수행하면 실현할 수 있습니다.
스택을 직접 냉각합니다.
4.2.2 휠 열성형
휠은 헤드 커팅을 통해 강철 잉곳으로 제조되며 헤드는
절단량은 영향을 줄 수 있는 유해 부분을 제거하기에 충분해야 합니다.
강철 잉곳의 양쪽에 휠 품질이 있어야 하며 강철 잉곳의 모든 표면은
압연 품질에 영향을 줄 수 있는 결함이 없는지 확인하세요.
열성형 가열 기간 동안 휠의 과열 및 과열
강철 빌렛은 피해야 하며 열성형 가열 온도는 초과해서는 안 됩니다.
1250℃, 그리고 열가공 최종 온도는 다음 범위 내에서 제어되어야 합니다.
850~1000℃ 범위.
진공을 하지 않는 강철로 제조된 휠의 열성형 후
탈기처리, 백색반점 제거 등의 조치를 취해야 함
등온, 완만한 냉각 등.
4.2.3 제조 공정 중 휠 식별 표시
모든 강괴, 강괴, 절단 막대 및 휠은 각각 명확하게 표시되어야 합니다.
프로세스이므로 배송 전에 각 휠을 식별할 수 있습니다. 이러한 표시가 다른 경우
완성된 바퀴의 최종 표시에서 그러한 표시는 가능한 한 얕아야 합니다.
가능하며 완성된 바퀴에 흔적을 남기지 않습니다.
4.2.4 휠 열처리
휠 림은 담금질 및 템퍼링 처리를 수행해야 하며 물은
담금질 기간 동안 스포크 안으로 들어가는 것을 방지합니다.
2등급 일반 느슨함, 중심 느슨함, 분리 및 비느슨함 이상 없음
금속성 함유물이 존재할 수 있습니다.
4.5 비금속 함유물
3개의 림 시편에서 각 포함물의 등급은 다음에 따라야 합니다.
요구 사항. 클래스 B(알루미나 포함)는 1등급을 넘지 않아야 합니다. 클래스 A
(황화물 포함물), C종(규산염 포함물), D종(구상산화물)으로 구분한다.
각각 3등급 이하입니다.
4.6 초음파 결함 탐지
모든 휠은 열처리 및 기계적 가공 후 수행되어야 합니다.
초음파 탐상은 하나하나씩 진행됩니다.
모든 휠 림의 내부 불연속성을 감지하려면 다음과 같이 지정하십시오.
다음 절차에 따라 초음파 결함 탐지를 수행하는 장비입니다.
4.6.1 결함 탐지 장비는 ZB Y 230-84의 규정을 준수해야 합니다.
그 주파수 대역은 결함 탐지 방법의 요구 사항을 충족해야 합니다.
4.6.2 프로브 작동 주파수. 2.25~5MHz.
4.6.3 프로브 구조와 치수는 모든 테스트 방법에 적용 가능해야 합니다.
4.6.4 초음파 탐상기는 결함 자동 경보 시스템을 갖추어야 한다.
4.6.5 테스트 표면과 프로브 사이에는 적절한 커플런트를 사용해야 합니다.
그러나 허용되지 않는 부식은 림에 발생해서는 안 됩니다.
조정계기, 교정계기 및 다음에는 커플런트를 사용해야 합니다.
테스트 기간.
4.6.6 인공적인 시뮬레이션 결함이 있는 바퀴 또는 림의 한 부분은
기기를 교정하기 위한 비교 테스트 블록으로 사용됩니다. 기기 감도는
4.6.7절, 4.6.8절에 명시된 인공적 결함을 만들기 위해 조정되어야 합니다.
조항 4.6.9는 반사 에코의 1/2 크기를 생성합니다.
4.6.7 축방향 시험 기간 동안 인공 결함은 두께의 절반에 위치해야 합니다.
림의 경우 림 측면에 수직인 직경은 약 3.2mm이고 깊이는
평저구멍의 크기는 약 25~38mm입니다.(그림2 참조)
추후 점검을 위한 정식 테이블.
4.7.3 조명 조도는 주 1회 점검하고 시험결과는
향후 검사를 위해 지정된 표에 기록됩니다.
공유하다