1
/
의
12
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
YY 0076-1992 영문 PDF (YY0076-1992)
YY 0076-1992 영문 PDF (YY0076-1992)
정가
$200.00 USD
정가
할인가
$200.00 USD
단가
/
단위
배송료는 결제 시 계산됩니다.
픽업 사용 가능 여부를 로드할 수 없습니다.
배송: 3초. 실제 PDF + 송장을 다운로드하세요.
1분 안에 견적을 받아보세요: YY 0076-1992를 클릭하세요
역사적 버전: YY 0076-1992
True-PDF 미리보기 (비어 있으면 다시 로드/스크롤)
YY 0076-1992: 금속제품의 코팅 분류 기술 조건
YY/T 0076-1992 (YY 0076-92에서 이름 변경)
예
제약 산업 표준
중화인민공화국의
씨 30
년도 0076-92
WS 2-1-73 교체
금속제품의 코팅 분류 - 기술
정황
발행일: 1992년 1월 20일
구현일: 1992년 7월 1일
발행처: 주 약품 관리국
목차
1 범위 ... 3
2 규범적 참조 ... 3
3 도금의 분류 ... 3
4 도금에 대한 기술적 요구 사항 ... 4
5 수용 규칙, 검사 방법, 표시 ... 12
추가 정보: ... 15
금속제품의 코팅 분류 - 기술
정황
1 범위
본 표준은 분류, 적용범위에 대한 요구사항을 명시합니다.
기술 요구 사항, 승인 규칙, 검사 방법, 표시
의료장비의 전기도금.
본 표준은 단층(니켈, 크롬, 아연, 주석, 은)에 적용 가능합니다.
금, 카드뮴, 흑니켈)도금 및 다층(니켈+크롬, 니켈)도금
+ 니켈 + 크롬, 구리 + 니켈 + 크롬, 구리-주석 합금 + 크롬)
보호 장식 목적으로 금속제품에 도금을 하는 것.
2 규범적 참조
GB 1031 표면 거칠기 - 매개변수 및 값
GB 1238 금속 코팅 및 화학 처리에 대한 지정 기호
GB 6463 금속 및 기타 무기 코팅 - 방법 검토
두께 측정
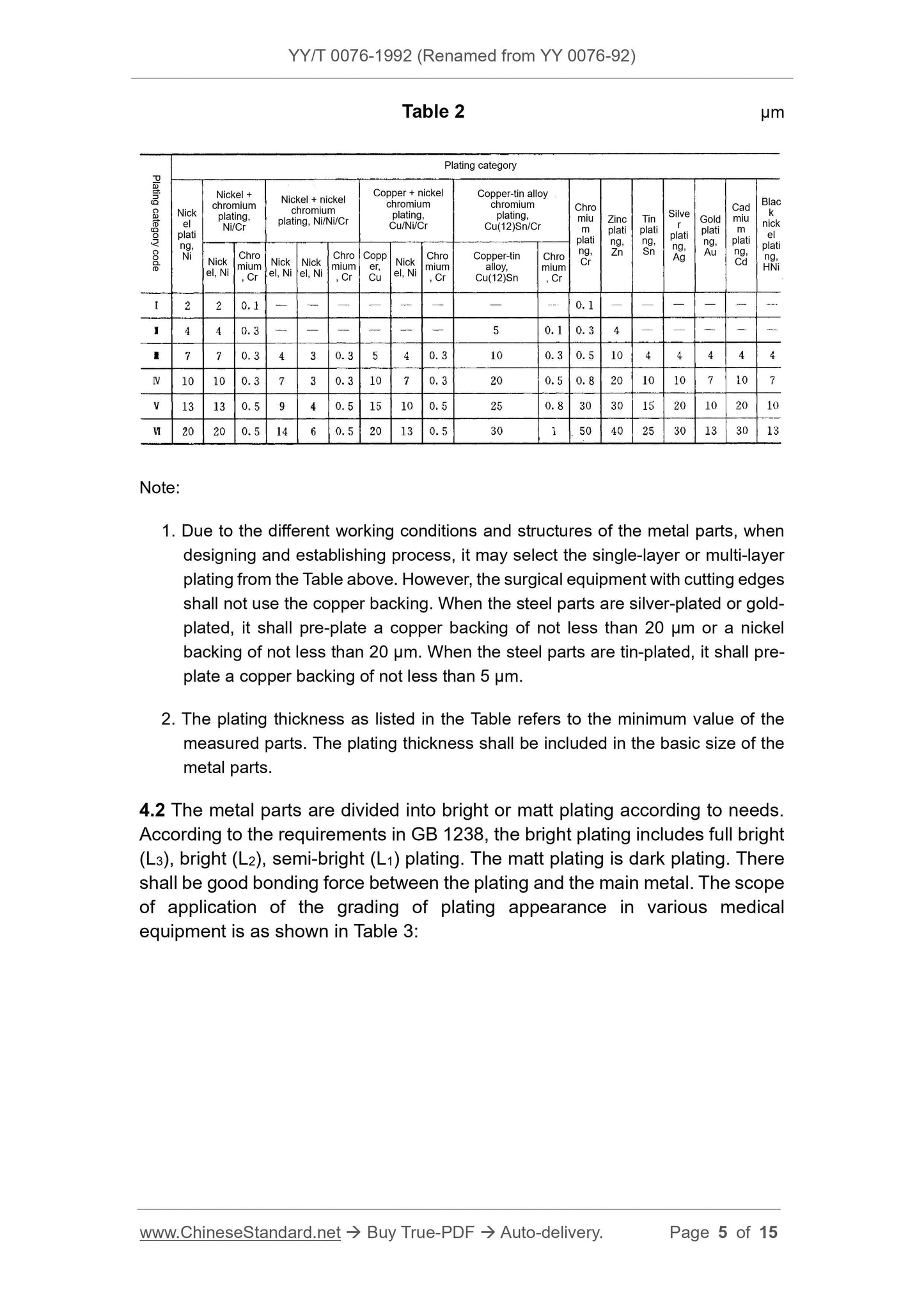
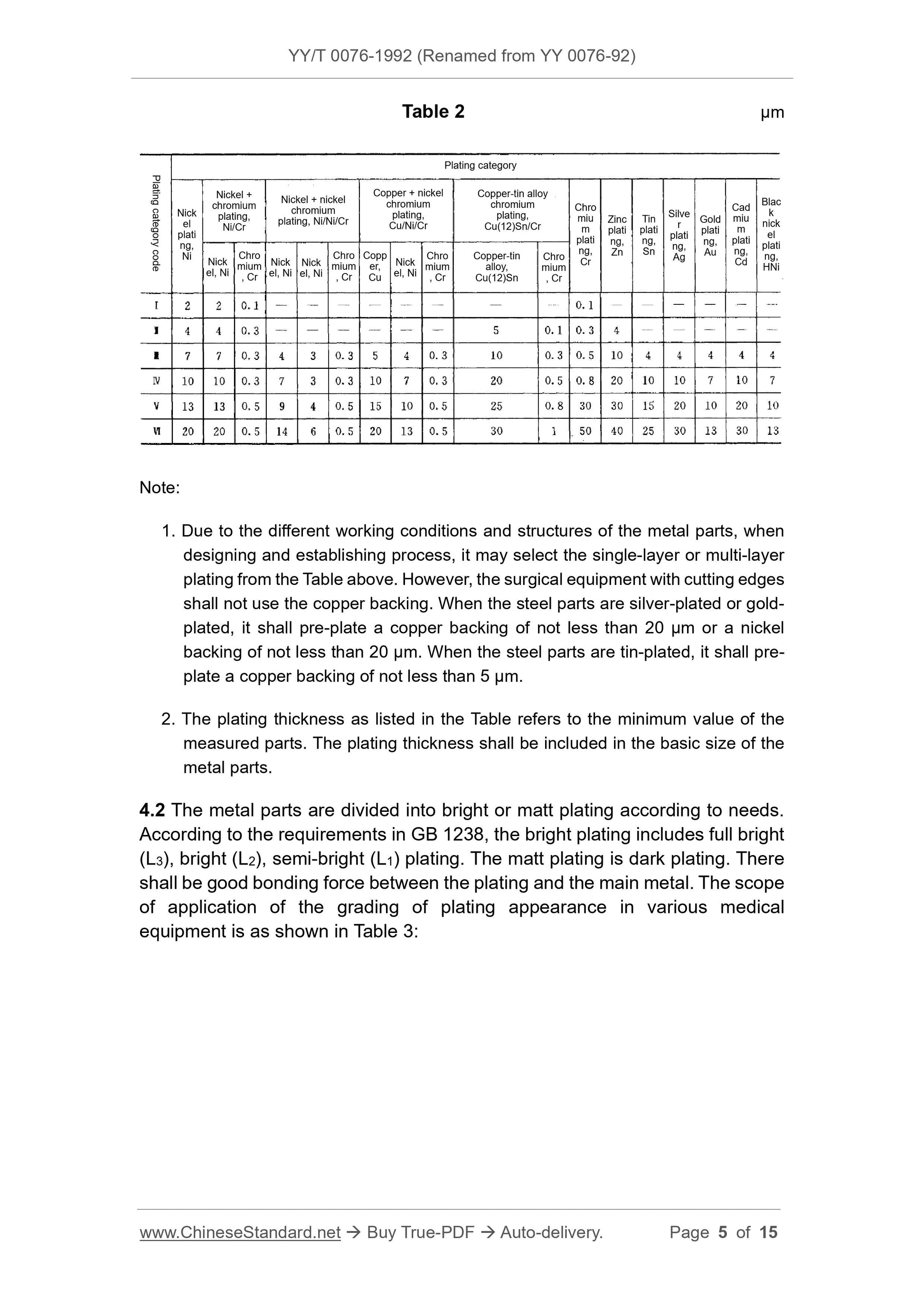
3 도금의 분류
3.1 금속의 작업 조건 및 구조적 요구 사항에 따라
부품에 따라 도금은 다음 6가지 카테고리로 구분됩니다.
3.1.1 1종 ~ 3종 도금 : 특수구조용 금속부품에 사용
요구사항.
3.1.2 IV 등급 도금: 양호한 작업 환경에서 사용되는 금속 부품에 사용됨
예를 들어, 약간의 침식이 있는 환경에서 사용되는 조건과 같습니다.
3.1.3 V종 도금 : 일반적으로 사용되는 금속부품에 사용
일반적으로 침식성 환경에서 사용되는 것과 같은 작업 조건.
3.1.4 6종 도금 : 가혹한 환경에서 사용되는 금속 부품에 사용
심각한 침식 환경에서 사용되는 것과 같은 작업 조건.
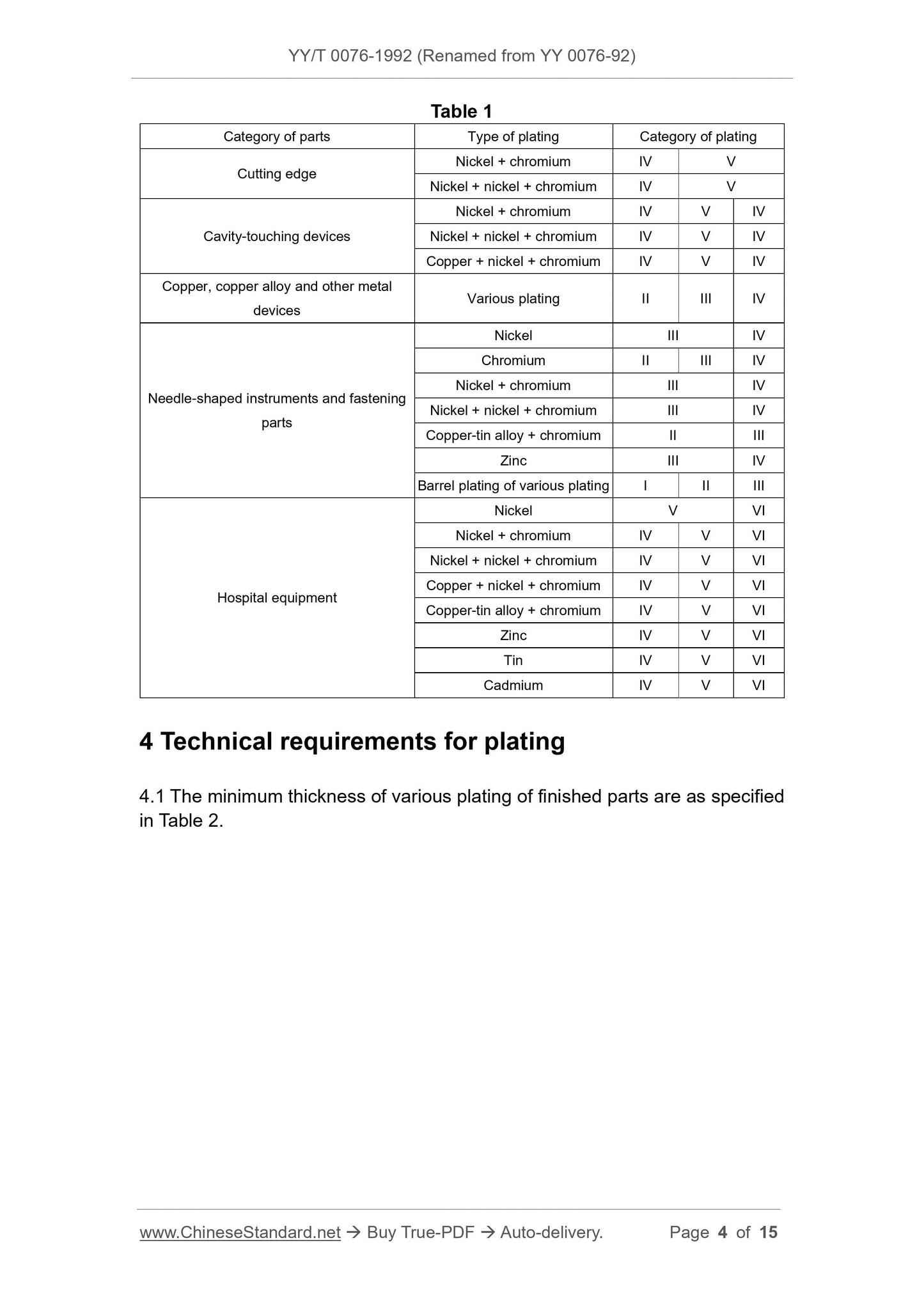
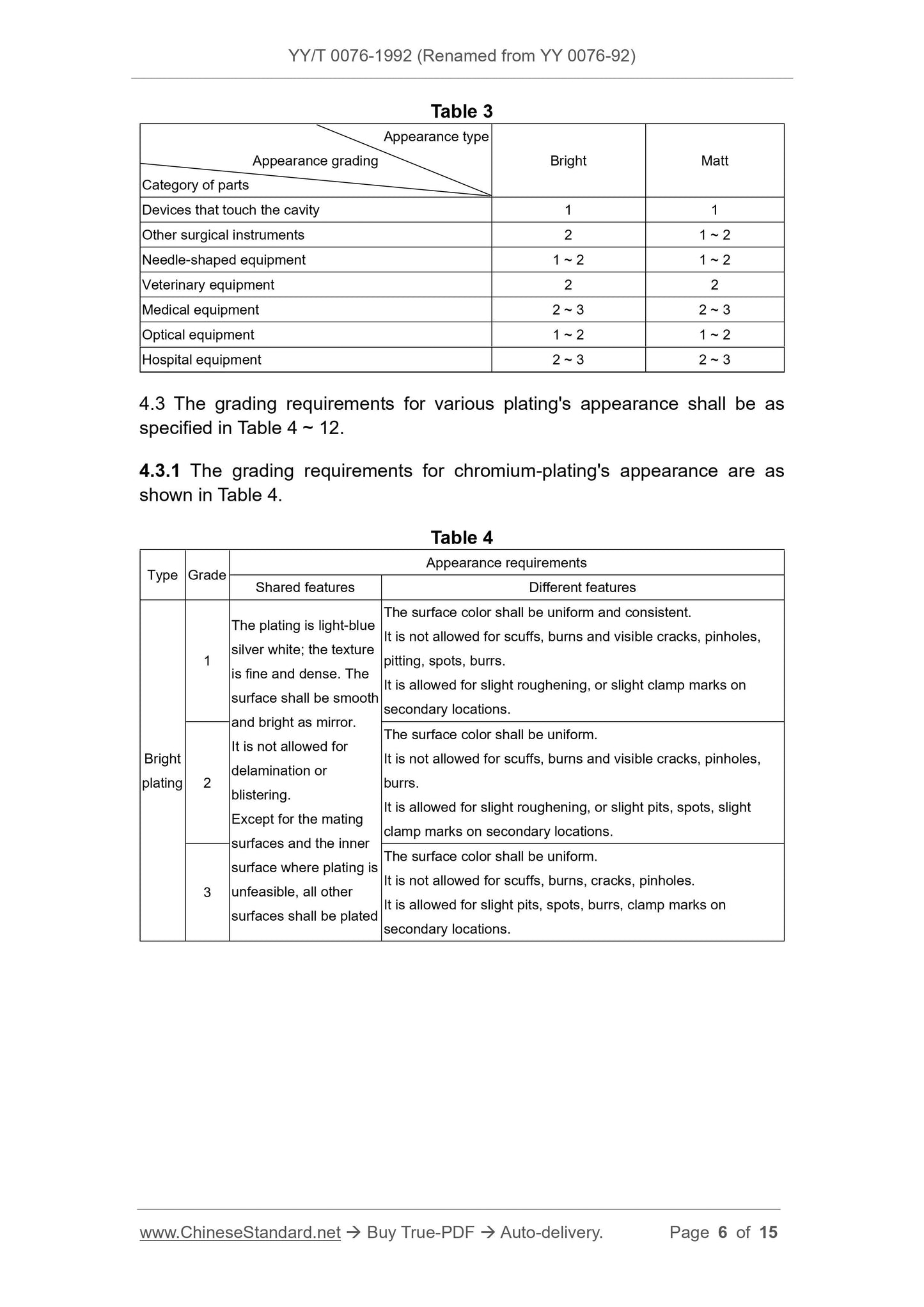
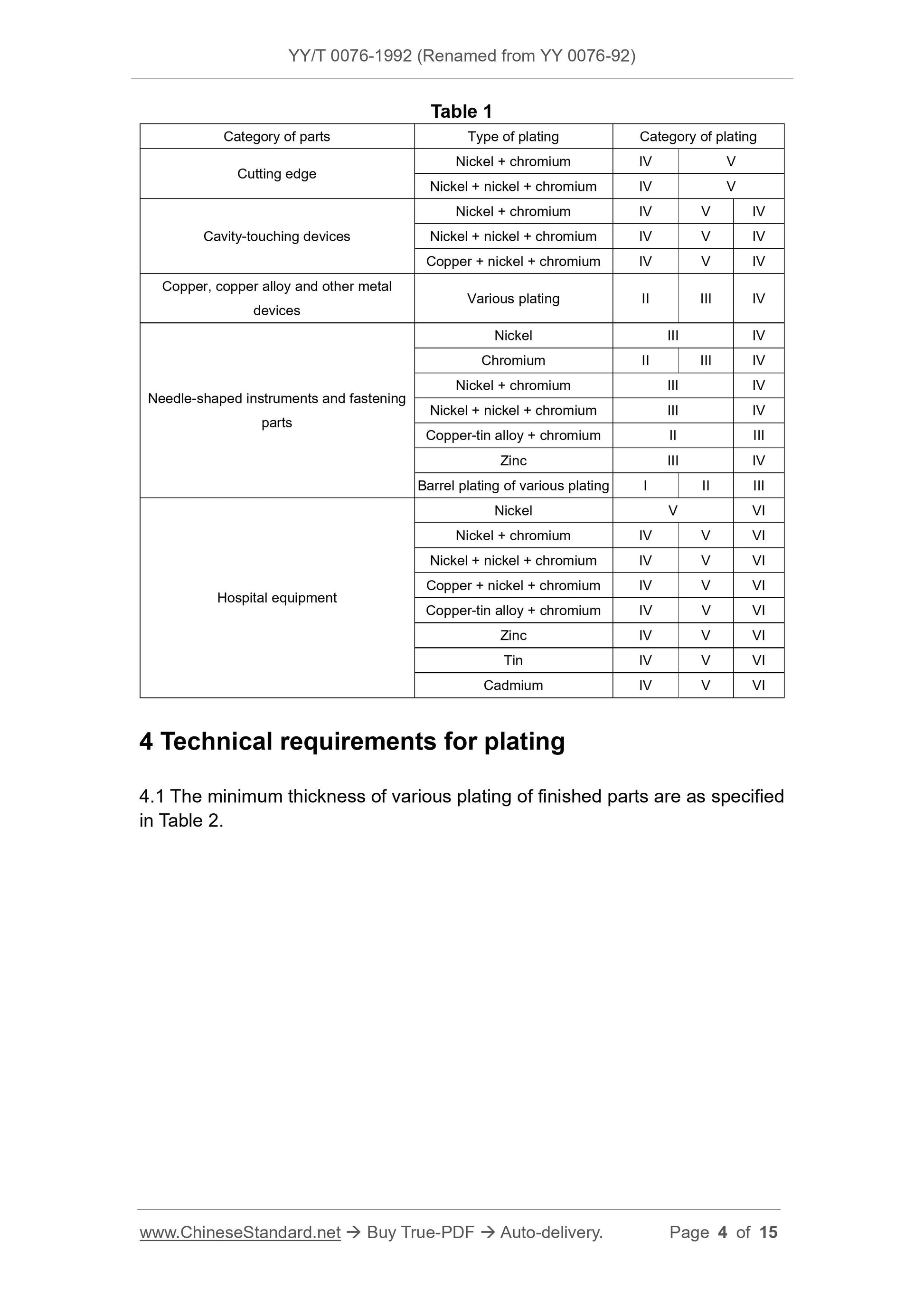
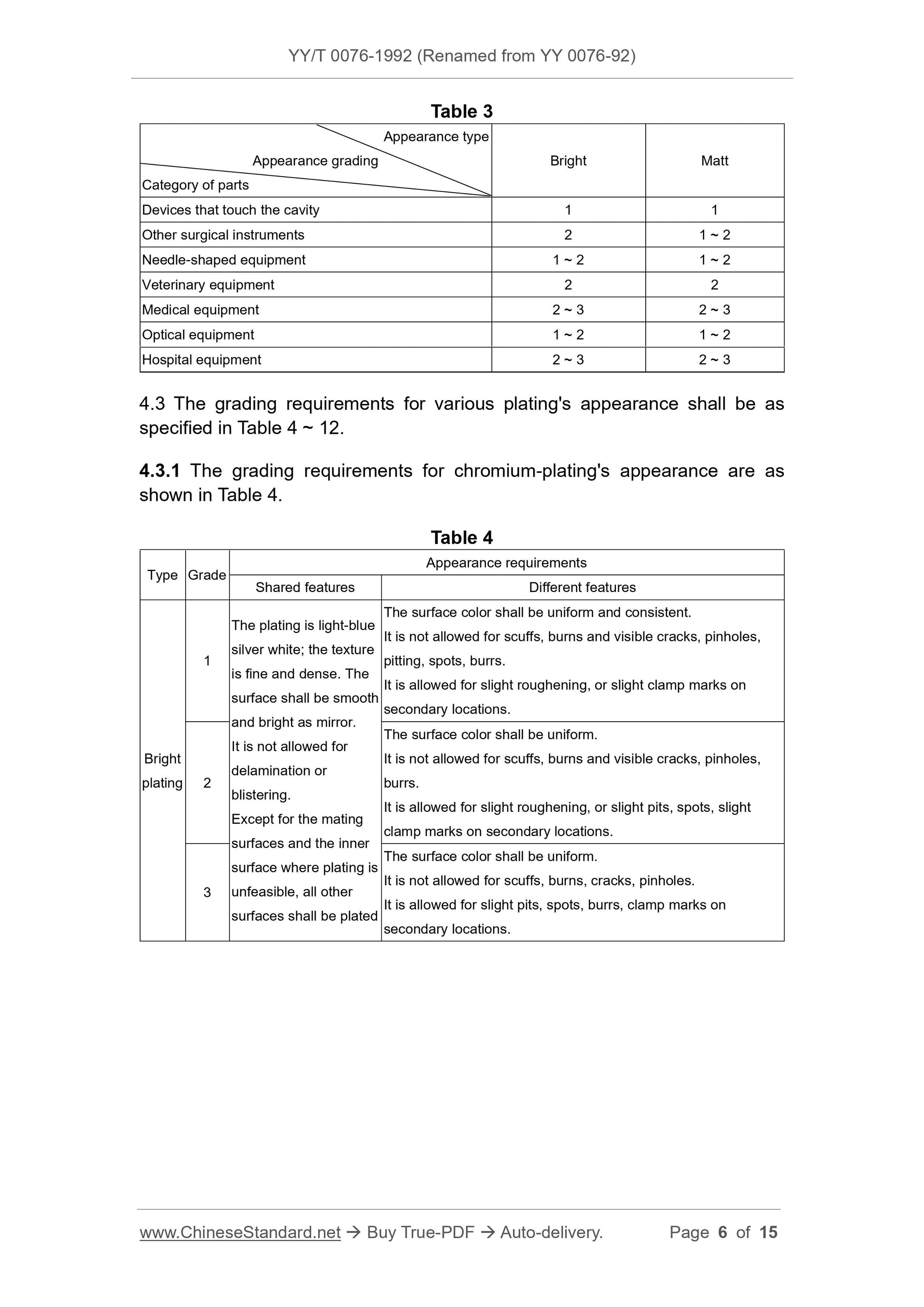
3.2 다양한 의료 장비에 도금의 적용 범위는 다음과 같습니다.
표 1에 나와 있습니다.
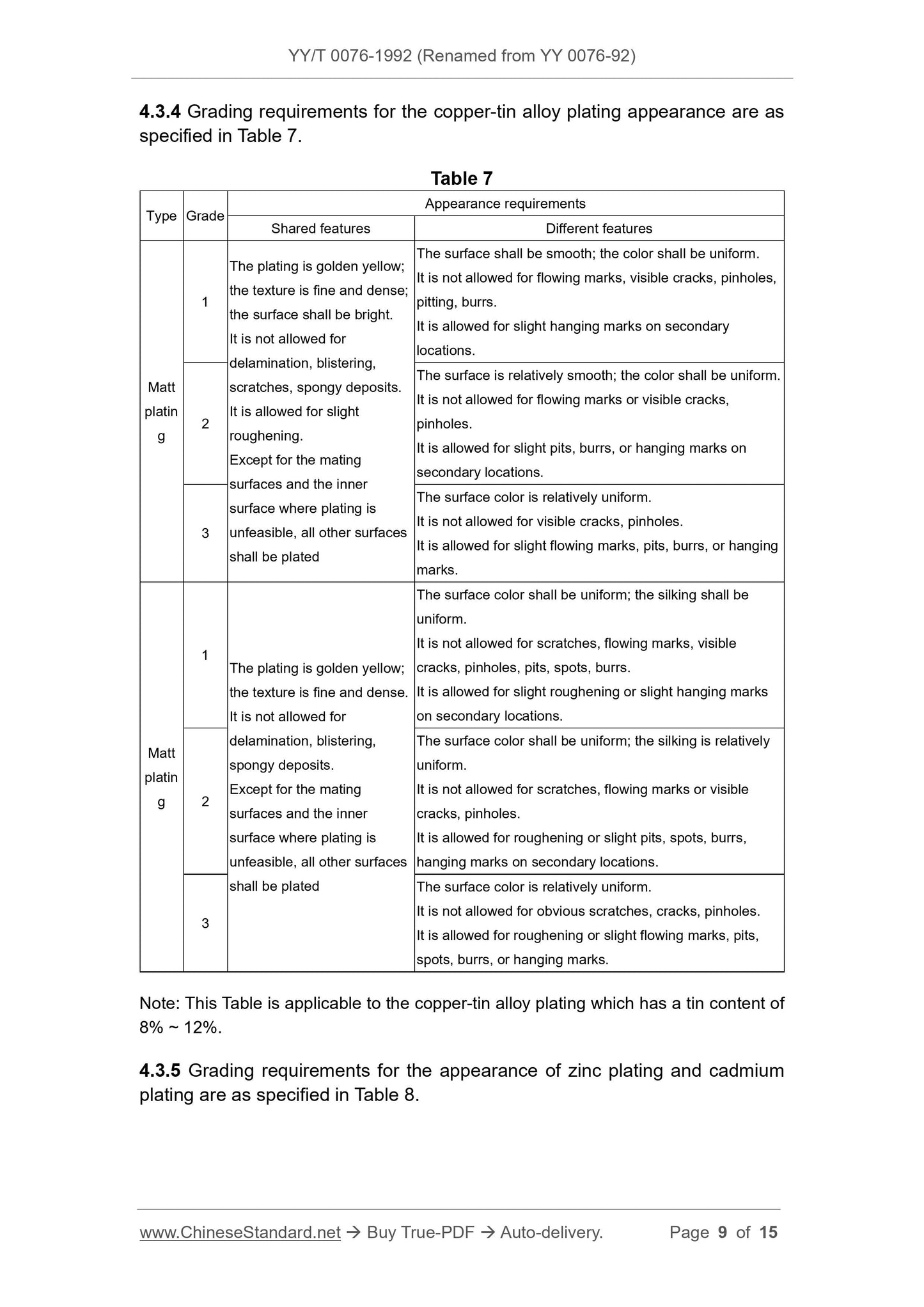
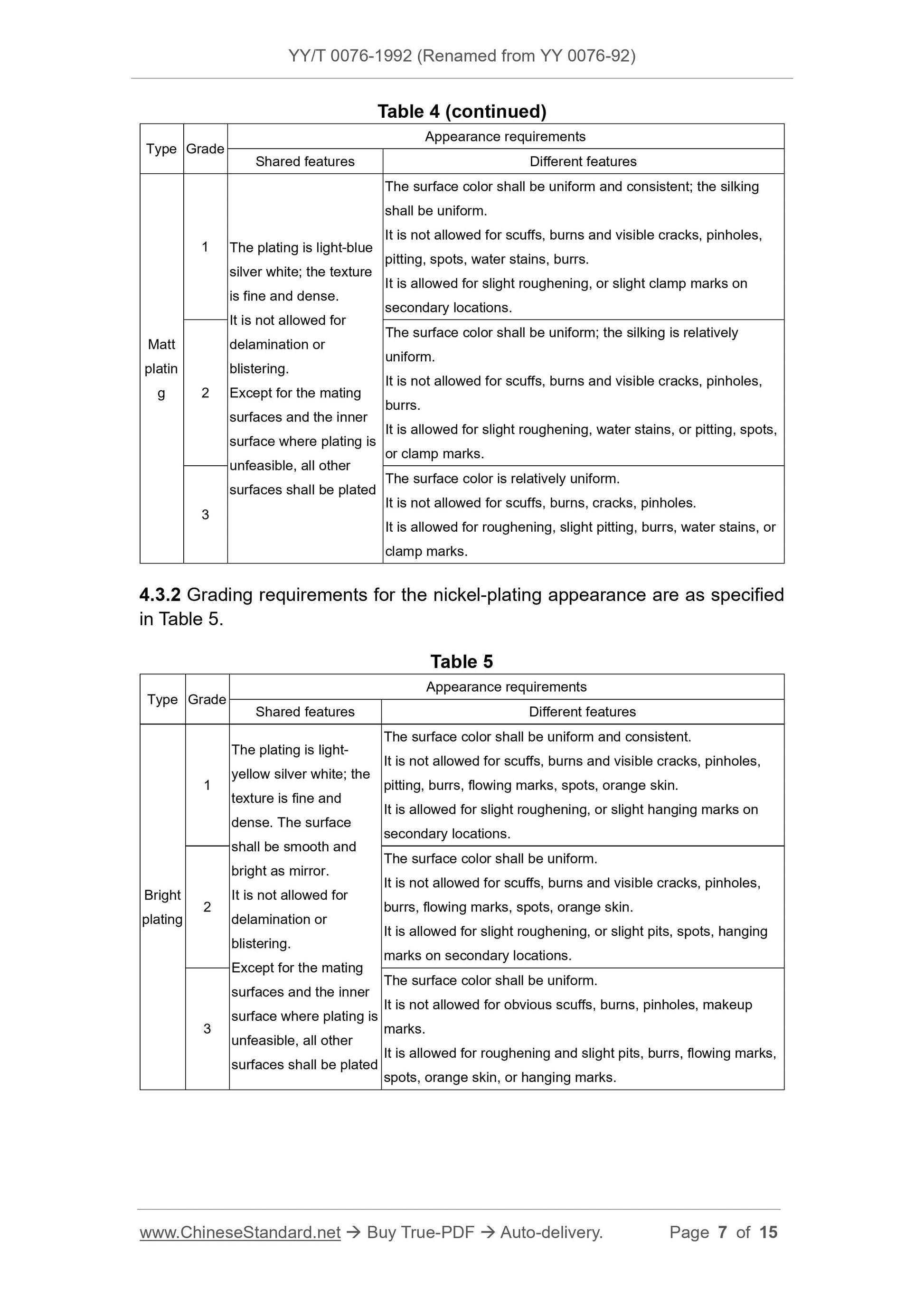
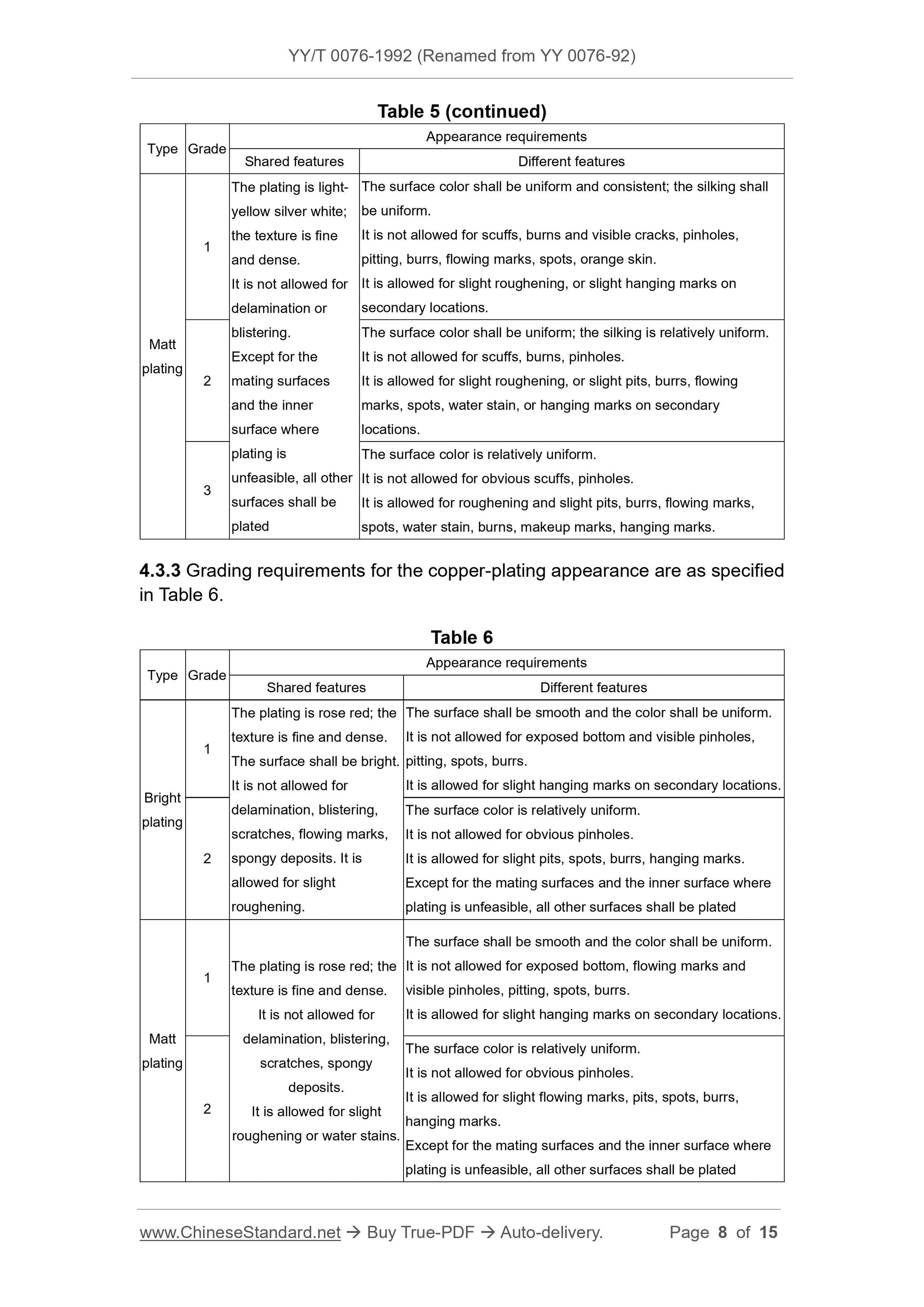
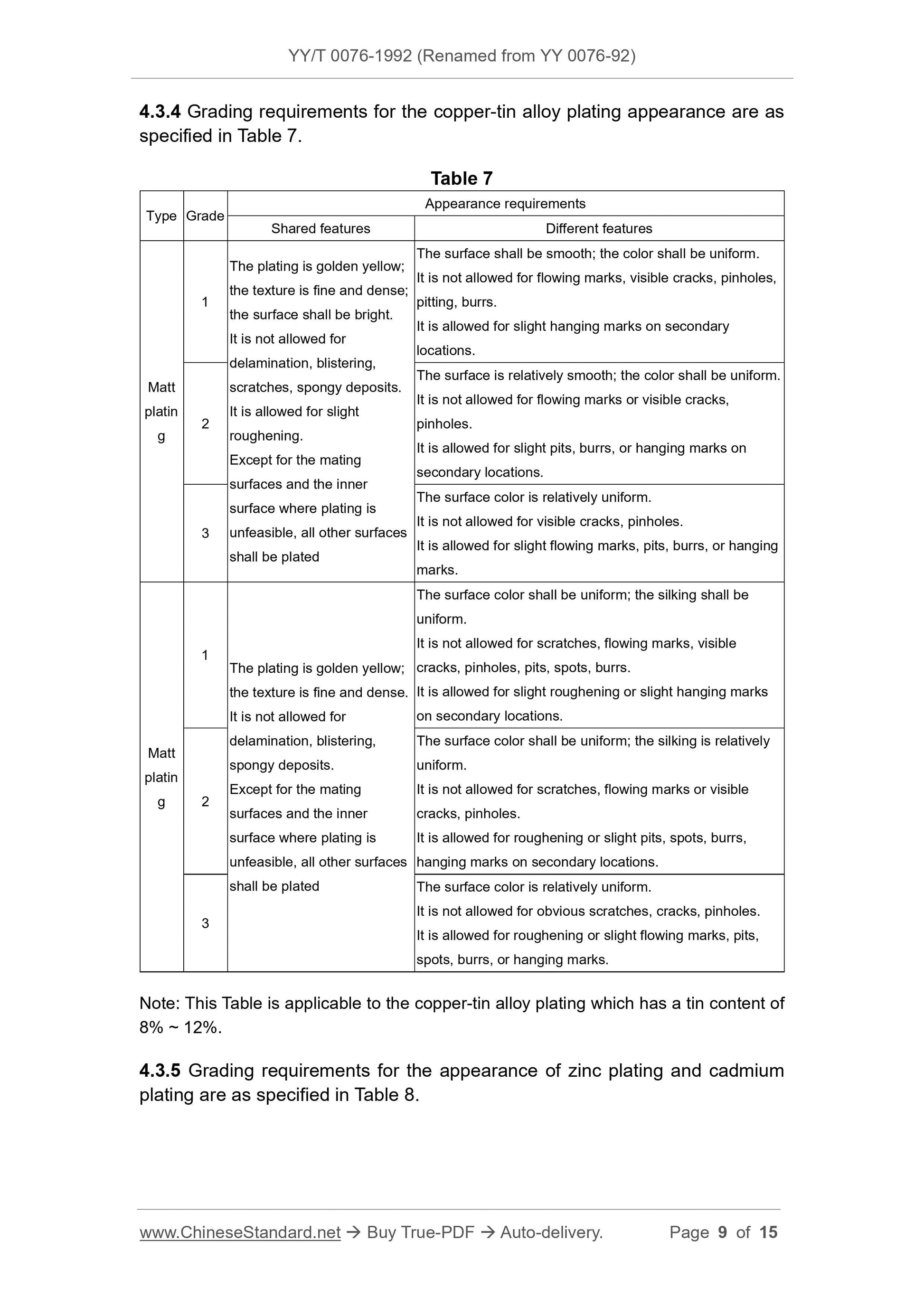
4.3.4 구리-주석 합금 도금 외관에 대한 등급 요구 사항은 다음과 같습니다.
표 7에 명시되어 있습니다.
표 7
유형 등급
외모 요구 사항
공유 기능 다른 기능
매트
플래틴
도금은 황금색입니다.
질감이 고운 편이고 밀도가 높습니다.
표면은 밝아야 한다.
허용되지 않습니다
박리, 물집,
긁힌 자국, 해면 같은 침전물.
약간의 허용이 가능합니다
거칠어짐.
짝짓기를 제외하고
표면과 내부
도금이 있는 표면
실행 불가능, 다른 모든 표면
도금해야 한다
표면은 매끄러워야 하고, 색상은 균일해야 합니다.
흐르는 자국, 눈에 띄는 균열, 핀홀은 허용되지 않습니다.
침식, 혹.
2차측에 약간의 매달림 자국이 허용됩니다.
위치.
표면은 비교적 매끄러워야 하며, 색상은 균일해야 합니다.
흐르는 자국이나 눈에 띄는 균열은 허용되지 않습니다.
핀홀.
약간의 구덩이, 버 또는 매달린 자국이 허용됩니다.
2차 위치.
표면색은 비교적 균일합니다.
눈에 보이는 균열이나 핀홀은 허용되지 않습니다.
약간의 흐르는 자국, 구멍, 버 또는 매달림이 허용됩니다.
점수.
매트
플래틴
도금은 황금색입니다.
질감이 고운 편이고 밀도가 높습니다.
허용되지 않습니다
박리, 물집,
해면질의 침전물.
짝짓기를 제외하고
표면과 내부
도금이 있는 표면
실행 불가능, 다른 모든 표면
도금해야 한다
표면 색상은 균일해야 하며, 실킹은 다음과 같아야 합니다.
제복.
긁힘, 흐르는 자국, 눈에 띄는 자국은 허용되지 않습니다.
균열, 핀홀, 구멍, 얼룩, 버.
약간의 거칠기나 약간의 늘어짐 자국은 허용됩니다.
2차적인 위치에서.
표면색은 균일해야 하며, 실킹은 비교적
제복.
긁힘, 흐르는 자국 또는 눈에 띄는 자국은 허용되지 않습니다.
균열, 핀홀.
거칠거나 약간의 구덩이, 반점, 버가 허용됩니다.
2차 위치에 매달린 자국이 있습니다.
표면색은 비교적 균일합니다.
눈에 띄는 긁힘, 균열, 핀홀은 허용되지 않습니다.
거칠거나 약간의 흐르는 자국, 구덩이가 허용됩니다.
얼룩, 혹, 매달린 자국.
참고: 이 표는 주석 함량이 다음과 같은 구리-주석 합금 도금에 적용됩니다.
8% ~ 12%.
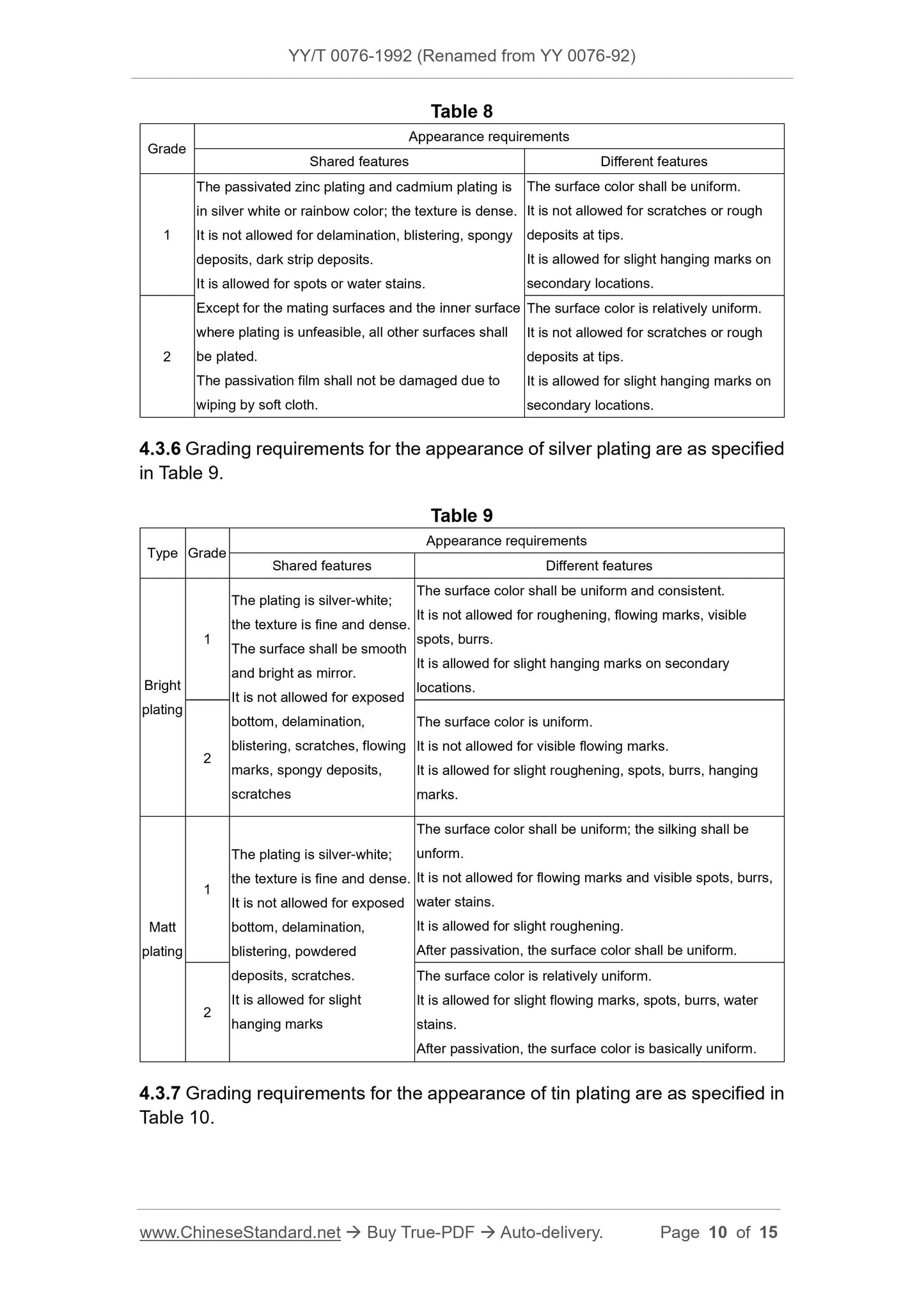
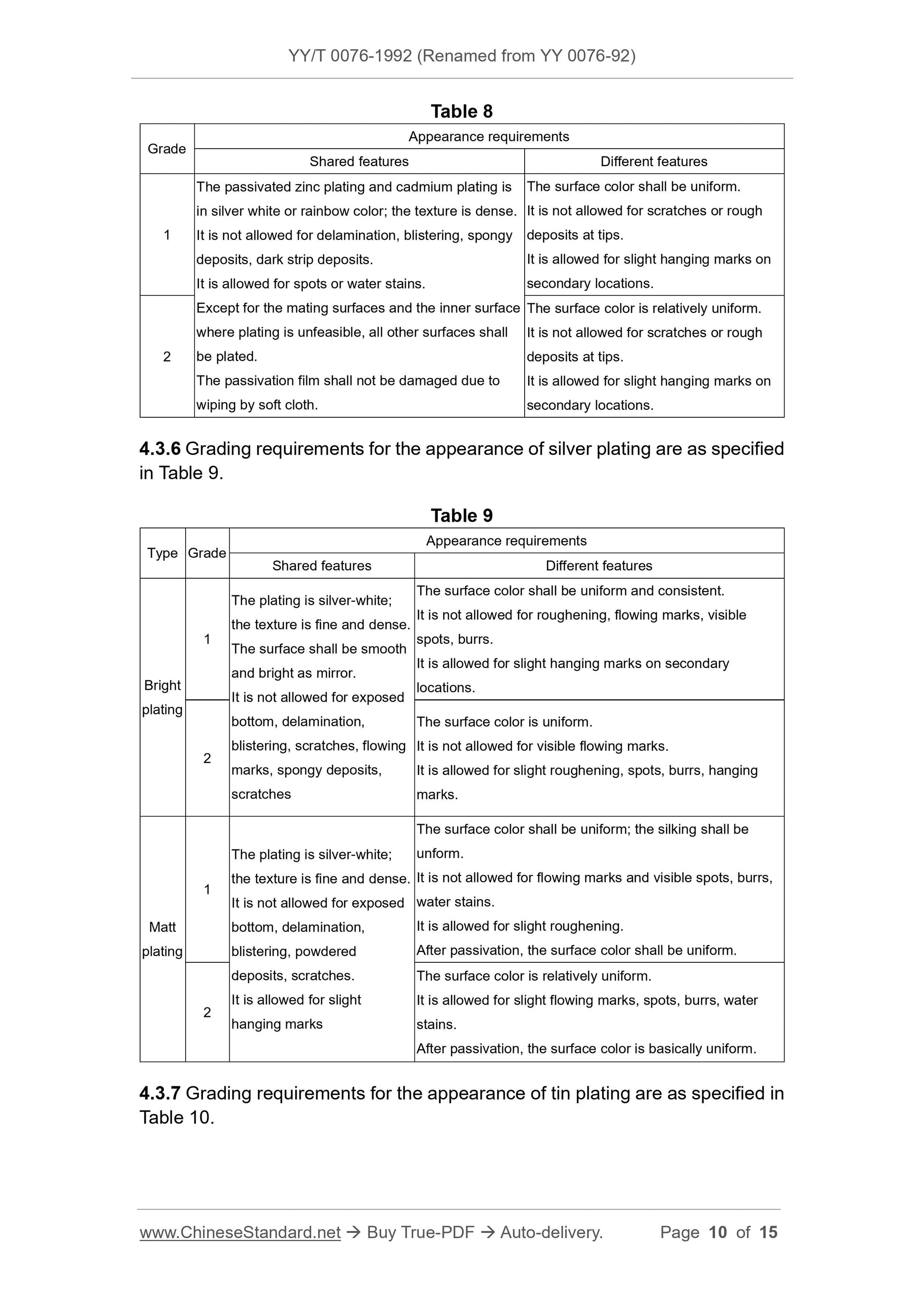
4.3.5 아연도금 및 카드뮴 외관에 대한 등급 요구 사항
도금은 표 8에 명시된 바와 같습니다.
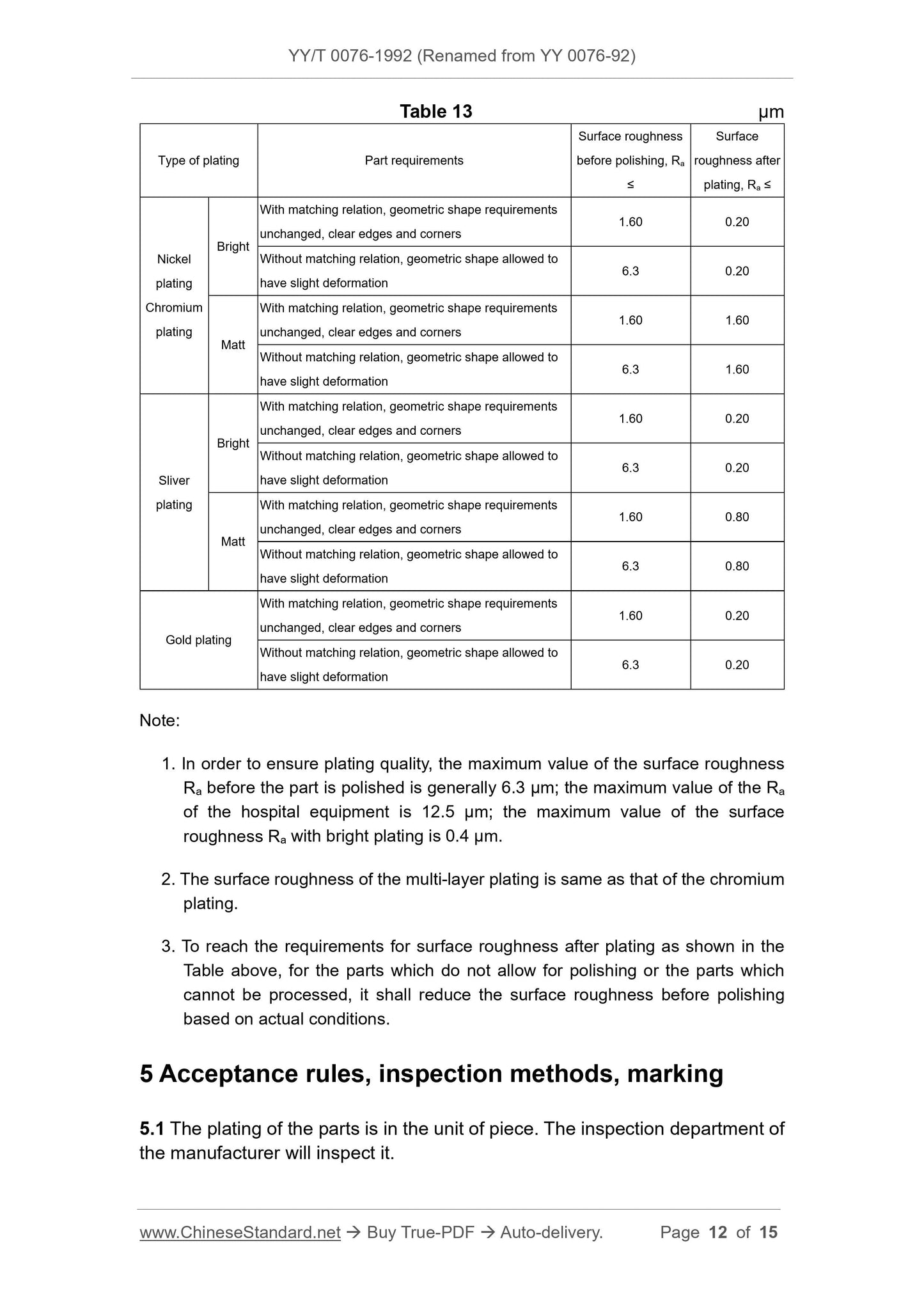
표 13 µm
도금 종류 부품 요구사항
표면 거칠기
연마 전, Ra
표면
거칠기 후
도금, Ra ≤
니켈
도금
크롬
도금
밝은
매칭 관계, 기하학적 모양 요구 사항
변경되지 않은 깨끗한 모서리와 모서리
1.60 0.20
일치하는 관계가 없으면 기하학적 모양이 허용됩니다.
약간의 변형이 있다
6.3 0.20
매트
매칭 관계, 기하학적 모양 요구 사항
변경되지 않은 깨끗한 모서리와 모서리
1.60 1.60
일치하는 관계가 없으면 기하학적 모양이 허용됩니다.
약간의 변형이 있다
6.3 1.60
찢어진 조각
도금
밝은
매칭 관계, 기하학적 모양 요구 사항
변경되지 않은 깨끗한 모서리와 모서리
1.60 0.20
일치하는 관계가 없으면 기하학적 모양이 허용됩니다.
약간의 변형이 있다
6.3 0.20
매트
매칭 관계, 기하학적 모양 요구 사항
변경되지 않은 깨끗한 모서리와 모서리
1.60 0.80
일치하는 관계가 없으면 기하학적 모양이 허용됩니다.
약간의 변형이 있다
6.3 0.80
금도금
매칭 관계, 기하학적 모양 요구 사항
변경되지 않은 깨끗한 모서리와 모서리
1.60 0.20
일치하는 관계가 없으면 기하학적 모양이 허용됩니다.
약간의 변형이 있다
6.3 0.20
메모:
1. 도금 품질을 보장하기 위해 표면 거칠기의 최대값은
부품이 연마되기 전 Ra는 일반적으로 6.3µm입니다. Ra의 최대값은
병원장비의 표면장력의 최대값은 12.5µm이다.
광택 도금의 거칠기 Ra는 0.4µm입니다.
2. 다층도금의 표면 거칠기는 크롬도금과 동일하다.
도금.
3. 도금 후 표면 거칠기에 대한 요구사항을 충족시키기 위해 그림과 같이
위의 표는 연마가 불가능한 부분이나 연마가 가능한 부분에 대한 것입니다.
가공이 불가능하므로 연마 전 표면 거칠기를 줄여야 함
실제 상황에 따라.
5. 수용 규칙, 검사 방법, 표시
5.1 부품의 도금은 조각 단위로 이루어집니다. 검사 부서는
제조업체에서 검사할 겁니다.
5.4.3 밝기 등급에 대한 참고문헌:
표 14
밝기 등급 풀-브라이트 브라이트 세미-브라이트 매트
기호 L3 L2 L1 -
의 예
기술
기판 표면 광택 광택 비광택 비광택
도금 표면 광택 무광택 무광택 무광택
전해액 광택제 없음 광택제 있음 광택제 있음
없이
브라이트너
메모:
1. 밝기를 측정하는 도구가 없는 경우,
위의 표에 나열된 것과 같이 밝기 개념을 나타내는 데 사용됩니다.
기술은 독특한 방법이 아닙니다.
2. 기판을 도금하기 전 표면 거칠기는 각각에 의해 지정됩니다.
조직.
5.4.4 도금 후 외관 등급은 ...로 표현됩니다.
1분 안에 견적을 받아보세요: YY 0076-1992를 클릭하세요
역사적 버전: YY 0076-1992
True-PDF 미리보기 (비어 있으면 다시 로드/스크롤)
YY 0076-1992: 금속제품의 코팅 분류 기술 조건
YY/T 0076-1992 (YY 0076-92에서 이름 변경)
예
제약 산업 표준
중화인민공화국의
씨 30
년도 0076-92
WS 2-1-73 교체
금속제품의 코팅 분류 - 기술
정황
발행일: 1992년 1월 20일
구현일: 1992년 7월 1일
발행처: 주 약품 관리국
목차
1 범위 ... 3
2 규범적 참조 ... 3
3 도금의 분류 ... 3
4 도금에 대한 기술적 요구 사항 ... 4
5 수용 규칙, 검사 방법, 표시 ... 12
추가 정보: ... 15
금속제품의 코팅 분류 - 기술
정황
1 범위
본 표준은 분류, 적용범위에 대한 요구사항을 명시합니다.
기술 요구 사항, 승인 규칙, 검사 방법, 표시
의료장비의 전기도금.
본 표준은 단층(니켈, 크롬, 아연, 주석, 은)에 적용 가능합니다.
금, 카드뮴, 흑니켈)도금 및 다층(니켈+크롬, 니켈)도금
+ 니켈 + 크롬, 구리 + 니켈 + 크롬, 구리-주석 합금 + 크롬)
보호 장식 목적으로 금속제품에 도금을 하는 것.
2 규범적 참조
GB 1031 표면 거칠기 - 매개변수 및 값
GB 1238 금속 코팅 및 화학 처리에 대한 지정 기호
GB 6463 금속 및 기타 무기 코팅 - 방법 검토
두께 측정
3 도금의 분류
3.1 금속의 작업 조건 및 구조적 요구 사항에 따라
부품에 따라 도금은 다음 6가지 카테고리로 구분됩니다.
3.1.1 1종 ~ 3종 도금 : 특수구조용 금속부품에 사용
요구사항.
3.1.2 IV 등급 도금: 양호한 작업 환경에서 사용되는 금속 부품에 사용됨
예를 들어, 약간의 침식이 있는 환경에서 사용되는 조건과 같습니다.
3.1.3 V종 도금 : 일반적으로 사용되는 금속부품에 사용
일반적으로 침식성 환경에서 사용되는 것과 같은 작업 조건.
3.1.4 6종 도금 : 가혹한 환경에서 사용되는 금속 부품에 사용
심각한 침식 환경에서 사용되는 것과 같은 작업 조건.
3.2 다양한 의료 장비에 도금의 적용 범위는 다음과 같습니다.
표 1에 나와 있습니다.
4.3.4 구리-주석 합금 도금 외관에 대한 등급 요구 사항은 다음과 같습니다.
표 7에 명시되어 있습니다.
표 7
유형 등급
외모 요구 사항
공유 기능 다른 기능
매트
플래틴
도금은 황금색입니다.
질감이 고운 편이고 밀도가 높습니다.
표면은 밝아야 한다.
허용되지 않습니다
박리, 물집,
긁힌 자국, 해면 같은 침전물.
약간의 허용이 가능합니다
거칠어짐.
짝짓기를 제외하고
표면과 내부
도금이 있는 표면
실행 불가능, 다른 모든 표면
도금해야 한다
표면은 매끄러워야 하고, 색상은 균일해야 합니다.
흐르는 자국, 눈에 띄는 균열, 핀홀은 허용되지 않습니다.
침식, 혹.
2차측에 약간의 매달림 자국이 허용됩니다.
위치.
표면은 비교적 매끄러워야 하며, 색상은 균일해야 합니다.
흐르는 자국이나 눈에 띄는 균열은 허용되지 않습니다.
핀홀.
약간의 구덩이, 버 또는 매달린 자국이 허용됩니다.
2차 위치.
표면색은 비교적 균일합니다.
눈에 보이는 균열이나 핀홀은 허용되지 않습니다.
약간의 흐르는 자국, 구멍, 버 또는 매달림이 허용됩니다.
점수.
매트
플래틴
도금은 황금색입니다.
질감이 고운 편이고 밀도가 높습니다.
허용되지 않습니다
박리, 물집,
해면질의 침전물.
짝짓기를 제외하고
표면과 내부
도금이 있는 표면
실행 불가능, 다른 모든 표면
도금해야 한다
표면 색상은 균일해야 하며, 실킹은 다음과 같아야 합니다.
제복.
긁힘, 흐르는 자국, 눈에 띄는 자국은 허용되지 않습니다.
균열, 핀홀, 구멍, 얼룩, 버.
약간의 거칠기나 약간의 늘어짐 자국은 허용됩니다.
2차적인 위치에서.
표면색은 균일해야 하며, 실킹은 비교적
제복.
긁힘, 흐르는 자국 또는 눈에 띄는 자국은 허용되지 않습니다.
균열, 핀홀.
거칠거나 약간의 구덩이, 반점, 버가 허용됩니다.
2차 위치에 매달린 자국이 있습니다.
표면색은 비교적 균일합니다.
눈에 띄는 긁힘, 균열, 핀홀은 허용되지 않습니다.
거칠거나 약간의 흐르는 자국, 구덩이가 허용됩니다.
얼룩, 혹, 매달린 자국.
참고: 이 표는 주석 함량이 다음과 같은 구리-주석 합금 도금에 적용됩니다.
8% ~ 12%.
4.3.5 아연도금 및 카드뮴 외관에 대한 등급 요구 사항
도금은 표 8에 명시된 바와 같습니다.
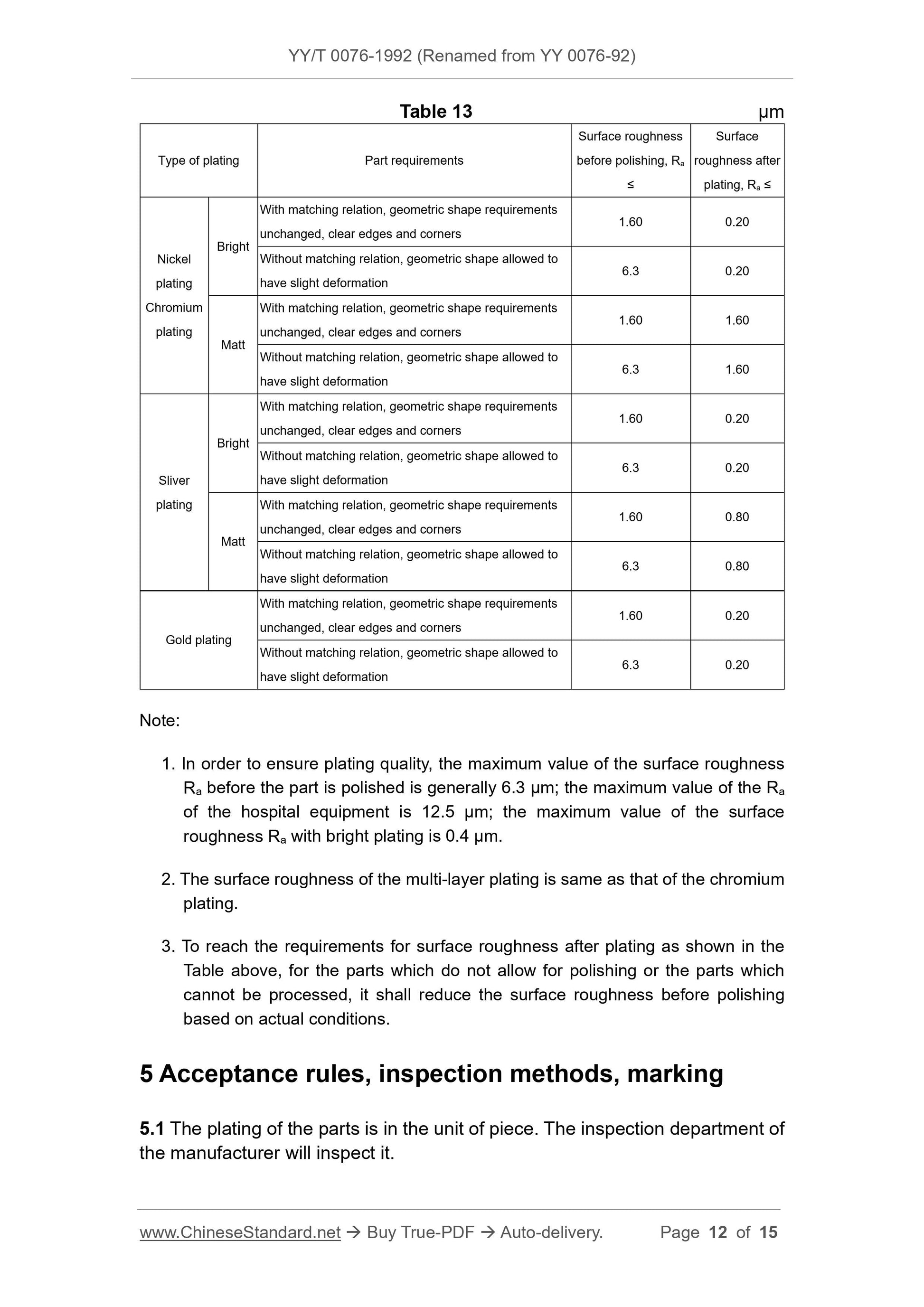
표 13 µm
도금 종류 부품 요구사항
표면 거칠기
연마 전, Ra
표면
거칠기 후
도금, Ra ≤
니켈
도금
크롬
도금
밝은
매칭 관계, 기하학적 모양 요구 사항
변경되지 않은 깨끗한 모서리와 모서리
1.60 0.20
일치하는 관계가 없으면 기하학적 모양이 허용됩니다.
약간의 변형이 있다
6.3 0.20
매트
매칭 관계, 기하학적 모양 요구 사항
변경되지 않은 깨끗한 모서리와 모서리
1.60 1.60
일치하는 관계가 없으면 기하학적 모양이 허용됩니다.
약간의 변형이 있다
6.3 1.60
찢어진 조각
도금
밝은
매칭 관계, 기하학적 모양 요구 사항
변경되지 않은 깨끗한 모서리와 모서리
1.60 0.20
일치하는 관계가 없으면 기하학적 모양이 허용됩니다.
약간의 변형이 있다
6.3 0.20
매트
매칭 관계, 기하학적 모양 요구 사항
변경되지 않은 깨끗한 모서리와 모서리
1.60 0.80
일치하는 관계가 없으면 기하학적 모양이 허용됩니다.
약간의 변형이 있다
6.3 0.80
금도금
매칭 관계, 기하학적 모양 요구 사항
변경되지 않은 깨끗한 모서리와 모서리
1.60 0.20
일치하는 관계가 없으면 기하학적 모양이 허용됩니다.
약간의 변형이 있다
6.3 0.20
메모:
1. 도금 품질을 보장하기 위해 표면 거칠기의 최대값은
부품이 연마되기 전 Ra는 일반적으로 6.3µm입니다. Ra의 최대값은
병원장비의 표면장력의 최대값은 12.5µm이다.
광택 도금의 거칠기 Ra는 0.4µm입니다.
2. 다층도금의 표면 거칠기는 크롬도금과 동일하다.
도금.
3. 도금 후 표면 거칠기에 대한 요구사항을 충족시키기 위해 그림과 같이
위의 표는 연마가 불가능한 부분이나 연마가 가능한 부분에 대한 것입니다.
가공이 불가능하므로 연마 전 표면 거칠기를 줄여야 함
실제 상황에 따라.
5. 수용 규칙, 검사 방법, 표시
5.1 부품의 도금은 조각 단위로 이루어집니다. 검사 부서는
제조업체에서 검사할 겁니다.
5.4.3 밝기 등급에 대한 참고문헌:
표 14
밝기 등급 풀-브라이트 브라이트 세미-브라이트 매트
기호 L3 L2 L1 -
의 예
기술
기판 표면 광택 광택 비광택 비광택
도금 표면 광택 무광택 무광택 무광택
전해액 광택제 없음 광택제 있음 광택제 있음
없이
브라이트너
메모:
1. 밝기를 측정하는 도구가 없는 경우,
위의 표에 나열된 것과 같이 밝기 개념을 나타내는 데 사용됩니다.
기술은 독특한 방법이 아닙니다.
2. 기판을 도금하기 전 표면 거칠기는 각각에 의해 지정됩니다.
조직.
5.4.4 도금 후 외관 등급은 ...로 표현됩니다.
공유하다