1
/
of
7
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
Q/BQB 517-2023 English PDF (QBQB517-2023)
Q/BQB 517-2023 English PDF (QBQB517-2023)
Regular price
$695.00 USD
Regular price
Sale price
$695.00 USD
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click Q/BQB 517-2023
Historical versions: Q/BQB 517-2023
Preview True-PDF (Reload/Scroll if blank)
Q/BQB 517-2023: Wire rods for cold heading
Q/BQB 517-2023
BQB
ENTERPRISE STANDARD OF
BAOSHAN IRON AND STEEL CO., LTD
Replacing Q/BQB 517-2019
Wire Rods for Cold Heading
ISSUED ON: APRIL 9, 2023
IMPLEMENTED ON: JULY 1, 2023
Issued by: Baoshan Iron and Steel Co., Ltd.
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative References ... 5
3 Terms and Definitions ... 6
4 Ordering Content ... 6
5 Size, Shape, Weight and Tolerance ... 7
6 Technical Requirements ... 7
7 Inspection and Test ... 9
8 Packaging, Marking and Inspection Documents ... 10
9 Numerical Rounding Rules ... 10
10 Appendix ... 10
Appendix A (Normative) Special Quality Requirements ... 19
Appendix B (Informative) Approximate Comparison of Designations in this Document
and Relevant Standards ... 20
Wire Rods for Cold Heading
1 Scope
This Document specifies the size, shape, weight and tolerance, technical requirements,
inspection and testing, packaging, marking and inspection documents of wire rods for cold
heading.
This Document applies to hot-rolled wire rods for cold heading produced by Baoshan Iron and
Steel Co., Ltd. It is mainly used for manufacturing high-grade cold-formed fasteners, special-
shaped parts, etc. used in the automotive, electronics, machinery and other industries.
2 Normative References
The provisions in following documents become the essential provisions of this Document
through reference in this Document. For the dated documents, only the versions with the dates
indicated are applicable to this Document; for the undated documents, only the latest version
(including all the amendments) is applicable to this Document.
GB/T 222 Permissible tolerances for chemical composition of steel products
GB/T 223 Methods for chemical analysis of iron, steel and alloy
GB/T 224-2019 Determination of the depth of decarburization of steels
GB/T 228.1-2021 Metallic materials - Tensile testing - Part 1: Method of test at room
temperature
GB/T 230.1 Metallic materials - Rockwell hardness test - Part 1: Test method
GB/T 2975 Steel and steel products - Location and preparation of samples and test pieces
for mechanical testing
GB/T 4336 Standard Test Method for Spark Discharge Atomic Emission Spectrometric
Analysis of Carbon and Low-Alloy Steel (Routine Method)
GB/T 6394 Metal - Methods for estimating the average grain size
GB/T 8170 Rules of rounding off for numerical values and expression and judgement of
limiting values
GB/T 10561-2005 Steel - Determination of Content of Nonmetallic Inclusions -
Micrographic Method Using Standards Diagrams
GB/T 11261 Steel and Iron - Determination of oxygen content - The pulse heating inert
gas fusion-infra-red absorption method
GB/T 13298 Inspection methods of microstructure for metals
GB/T 20066 Steel and Iron - Sampling and Preparation of Samples for the Determination
of Chemical Composition
GB/T 20123 Steel and iron - Determination of total carbon and sulfur content Infrared
absorption method after combustion in an induction furnace (routine method)
GB/T 20124 Steel and iron - Determination of nitrogen content - Thermal conductimetric
method after fusion in a current of inert gas
GB/T 20125 Low-alloy steel - Determination of multi-element contents - Inductively
coupled plasma atomic emission spectrometric method
GB/T 20126 Unalloyed steel - Determination of low carbon content - Part 2: Infrared
absorption method after combustion in an induction furnace (with preheating)
YB/T 5293 Metallic materials - Forging test
Q/BQB 500 General requirements of packaging - marking and inspection document for
wire rods
Q/BQB 501 Dimension, shape, mass and tolerance for wire rods
3 Terms and Definitions
For the purposes of this Document, there are no terms and definitions apply.
4 Ordering Content
The contract or order for wire rod ordered according to this Document shall include the
following contents:
a) This enterprise’s standard number;
b) Designation (see Tables 1 and 2);
c) Specifications and dimensional accuracy level;
d) Weight and coil weight grouping category (i.e. I, II or III, see Q/BQB 501. If not specified,
follow the coil weight requirements of Group I);
supplier.
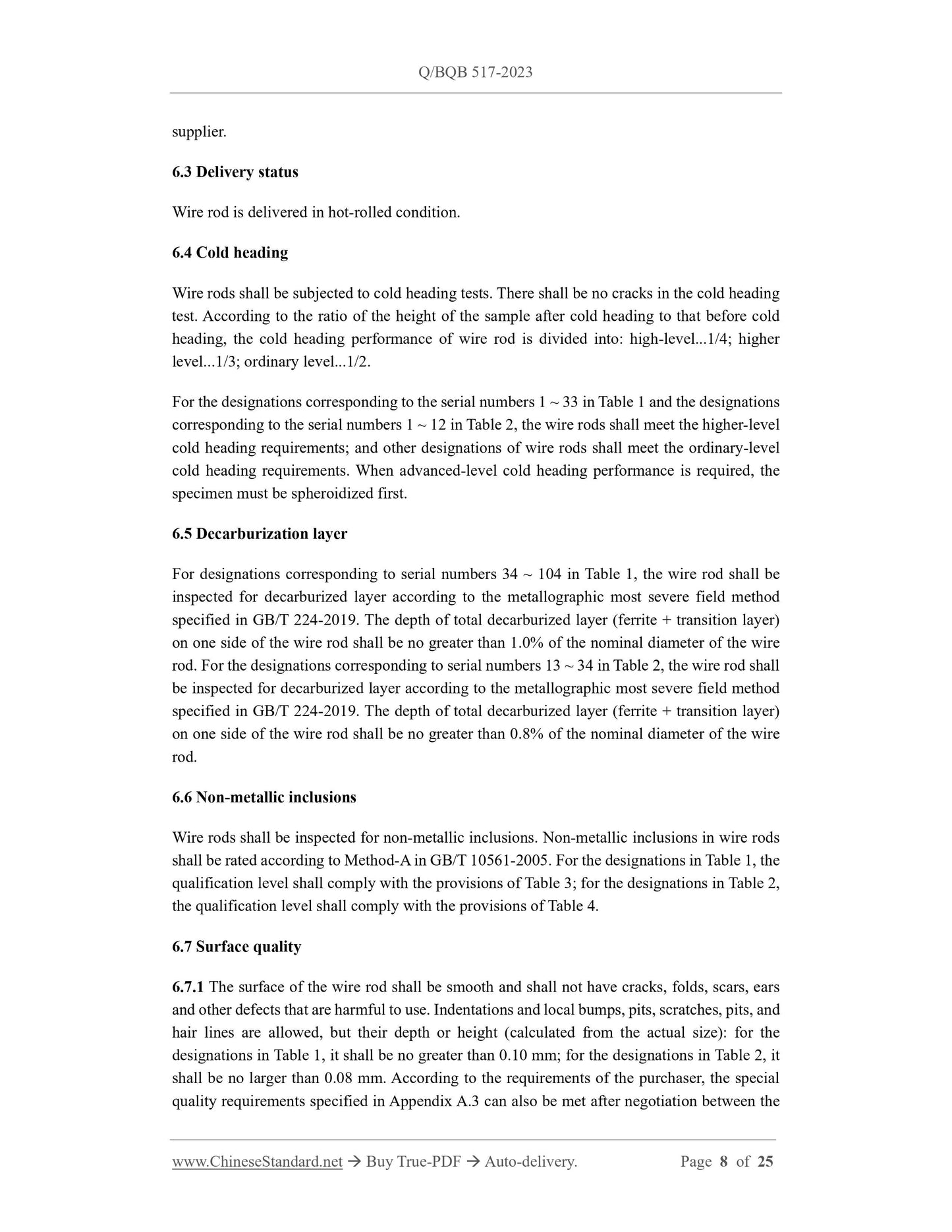
6.3 Delivery status
Wire rod is delivered in hot-rolled condition.
6.4 Cold heading
Wire rods shall be subjected to cold heading tests. There shall be no cracks in the cold heading
test. According to the ratio of the height of the sample after cold heading to that before cold
heading, the cold heading performance of wire rod is divided into: high-level...1/4; higher
level...1/3; ordinary level...1/2.
For the designations corresponding to the serial numbers 1 ~ 33 in Table 1 and the designations
corresponding to the serial numbers 1 ~ 12 in Table 2, the wire rods shall meet the higher-level
cold heading requirements; and other designations of wire rods shall meet the ordinary-level
cold heading requirements. When advanced-level cold heading performance is required, the
specimen must be spheroidized first.
6.5 Decarburization layer
For designations corresponding to serial numbers 34 ~ 104 in Table 1, the wire rod shall be
inspected for decarburized layer according to the metallographic most severe field method
specified in GB/T 224-2019. The depth of total decarburized layer (ferrite + transition layer)
on one side of the wire rod shall be no greater than 1.0% of the nominal diameter of the wire
rod. For the designations corresponding to serial numbers 13 ~ 34 in Table 2, the wire rod shall
be inspected for decarburized layer according to the metallographic most severe field method
specified in GB/T 224-2019. The depth of total decarburized layer (ferrite + transition layer)
on one side of the wire rod shall be no greater than 0.8% of the nominal diameter of the wire
rod.
6.6 Non-metallic inclusions
Wire rods shall be inspected for non-metallic inclusions. Non-metallic inclusions in wire rods
shall be rated according to Method-A in GB/T 10561-2005. For the designations in Table 1, the
qualification level shall comply with the provisions of Table 3; for the designations in Table 2,
the qualification level shall comply with the provisions of Table 4.
6.7 Surface quality
6.7.1 The surface of the wire rod shall be smooth and shall not have cracks, folds, scars, ears
and other defects that are harmful to use. Indentations and local bumps, pits, scratches, pits, and
hair lines are allowed, but their depth or height (calculated from the actual size): for the
designations in Table 1, it shall be no greater than 0.10 mm; for the designations in Table 2, it
shall be no larger than 0.08 mm. According to the requirements of the purchaser, the special
quality requirements specified in Appendix A.3 can also be met after negotiation between the
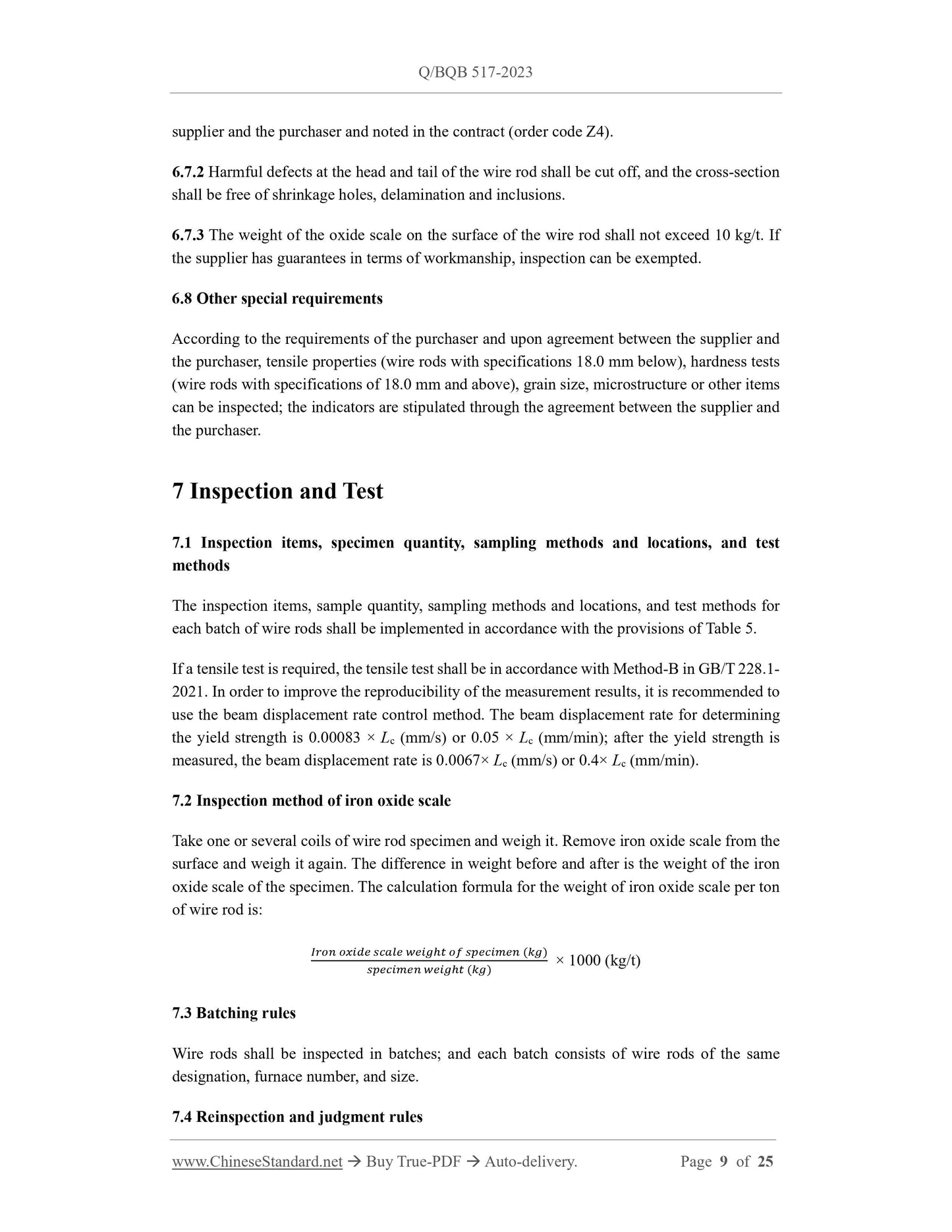
supplier and the purchaser and noted in the contract (order code Z4).
6.7.2 Harmful defects at the head and tail of the wire rod shall be cut off, and the cross-section
shall be free of shrinkage holes, delamination and inclusions.
6.7.3 The weight of the oxide scale on the surface of the wire rod shall not exceed 10 kg/t. If
the supplier has guarantees in terms of workmanship, inspection can be exempted.
6.8 Other special requirements
According to the requirements of the purchaser and upon agreement between the supplier and
the purchaser, tensile properties (wire rods with specifications 18.0 mm below), hardness tests
(wire rods with specifications of 18.0 mm and above), grain size, microstructure or other i...
Get QUOTATION in 1-minute: Click Q/BQB 517-2023
Historical versions: Q/BQB 517-2023
Preview True-PDF (Reload/Scroll if blank)
Q/BQB 517-2023: Wire rods for cold heading
Q/BQB 517-2023
BQB
ENTERPRISE STANDARD OF
BAOSHAN IRON AND STEEL CO., LTD
Replacing Q/BQB 517-2019
Wire Rods for Cold Heading
ISSUED ON: APRIL 9, 2023
IMPLEMENTED ON: JULY 1, 2023
Issued by: Baoshan Iron and Steel Co., Ltd.
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative References ... 5
3 Terms and Definitions ... 6
4 Ordering Content ... 6
5 Size, Shape, Weight and Tolerance ... 7
6 Technical Requirements ... 7
7 Inspection and Test ... 9
8 Packaging, Marking and Inspection Documents ... 10
9 Numerical Rounding Rules ... 10
10 Appendix ... 10
Appendix A (Normative) Special Quality Requirements ... 19
Appendix B (Informative) Approximate Comparison of Designations in this Document
and Relevant Standards ... 20
Wire Rods for Cold Heading
1 Scope
This Document specifies the size, shape, weight and tolerance, technical requirements,
inspection and testing, packaging, marking and inspection documents of wire rods for cold
heading.
This Document applies to hot-rolled wire rods for cold heading produced by Baoshan Iron and
Steel Co., Ltd. It is mainly used for manufacturing high-grade cold-formed fasteners, special-
shaped parts, etc. used in the automotive, electronics, machinery and other industries.
2 Normative References
The provisions in following documents become the essential provisions of this Document
through reference in this Document. For the dated documents, only the versions with the dates
indicated are applicable to this Document; for the undated documents, only the latest version
(including all the amendments) is applicable to this Document.
GB/T 222 Permissible tolerances for chemical composition of steel products
GB/T 223 Methods for chemical analysis of iron, steel and alloy
GB/T 224-2019 Determination of the depth of decarburization of steels
GB/T 228.1-2021 Metallic materials - Tensile testing - Part 1: Method of test at room
temperature
GB/T 230.1 Metallic materials - Rockwell hardness test - Part 1: Test method
GB/T 2975 Steel and steel products - Location and preparation of samples and test pieces
for mechanical testing
GB/T 4336 Standard Test Method for Spark Discharge Atomic Emission Spectrometric
Analysis of Carbon and Low-Alloy Steel (Routine Method)
GB/T 6394 Metal - Methods for estimating the average grain size
GB/T 8170 Rules of rounding off for numerical values and expression and judgement of
limiting values
GB/T 10561-2005 Steel - Determination of Content of Nonmetallic Inclusions -
Micrographic Method Using Standards Diagrams
GB/T 11261 Steel and Iron - Determination of oxygen content - The pulse heating inert
gas fusion-infra-red absorption method
GB/T 13298 Inspection methods of microstructure for metals
GB/T 20066 Steel and Iron - Sampling and Preparation of Samples for the Determination
of Chemical Composition
GB/T 20123 Steel and iron - Determination of total carbon and sulfur content Infrared
absorption method after combustion in an induction furnace (routine method)
GB/T 20124 Steel and iron - Determination of nitrogen content - Thermal conductimetric
method after fusion in a current of inert gas
GB/T 20125 Low-alloy steel - Determination of multi-element contents - Inductively
coupled plasma atomic emission spectrometric method
GB/T 20126 Unalloyed steel - Determination of low carbon content - Part 2: Infrared
absorption method after combustion in an induction furnace (with preheating)
YB/T 5293 Metallic materials - Forging test
Q/BQB 500 General requirements of packaging - marking and inspection document for
wire rods
Q/BQB 501 Dimension, shape, mass and tolerance for wire rods
3 Terms and Definitions
For the purposes of this Document, there are no terms and definitions apply.
4 Ordering Content
The contract or order for wire rod ordered according to this Document shall include the
following contents:
a) This enterprise’s standard number;
b) Designation (see Tables 1 and 2);
c) Specifications and dimensional accuracy level;
d) Weight and coil weight grouping category (i.e. I, II or III, see Q/BQB 501. If not specified,
follow the coil weight requirements of Group I);
supplier.
6.3 Delivery status
Wire rod is delivered in hot-rolled condition.
6.4 Cold heading
Wire rods shall be subjected to cold heading tests. There shall be no cracks in the cold heading
test. According to the ratio of the height of the sample after cold heading to that before cold
heading, the cold heading performance of wire rod is divided into: high-level...1/4; higher
level...1/3; ordinary level...1/2.
For the designations corresponding to the serial numbers 1 ~ 33 in Table 1 and the designations
corresponding to the serial numbers 1 ~ 12 in Table 2, the wire rods shall meet the higher-level
cold heading requirements; and other designations of wire rods shall meet the ordinary-level
cold heading requirements. When advanced-level cold heading performance is required, the
specimen must be spheroidized first.
6.5 Decarburization layer
For designations corresponding to serial numbers 34 ~ 104 in Table 1, the wire rod shall be
inspected for decarburized layer according to the metallographic most severe field method
specified in GB/T 224-2019. The depth of total decarburized layer (ferrite + transition layer)
on one side of the wire rod shall be no greater than 1.0% of the nominal diameter of the wire
rod. For the designations corresponding to serial numbers 13 ~ 34 in Table 2, the wire rod shall
be inspected for decarburized layer according to the metallographic most severe field method
specified in GB/T 224-2019. The depth of total decarburized layer (ferrite + transition layer)
on one side of the wire rod shall be no greater than 0.8% of the nominal diameter of the wire
rod.
6.6 Non-metallic inclusions
Wire rods shall be inspected for non-metallic inclusions. Non-metallic inclusions in wire rods
shall be rated according to Method-A in GB/T 10561-2005. For the designations in Table 1, the
qualification level shall comply with the provisions of Table 3; for the designations in Table 2,
the qualification level shall comply with the provisions of Table 4.
6.7 Surface quality
6.7.1 The surface of the wire rod shall be smooth and shall not have cracks, folds, scars, ears
and other defects that are harmful to use. Indentations and local bumps, pits, scratches, pits, and
hair lines are allowed, but their depth or height (calculated from the actual size): for the
designations in Table 1, it shall be no greater than 0.10 mm; for the designations in Table 2, it
shall be no larger than 0.08 mm. According to the requirements of the purchaser, the special
quality requirements specified in Appendix A.3 can also be met after negotiation between the
supplier and the purchaser and noted in the contract (order code Z4).
6.7.2 Harmful defects at the head and tail of the wire rod shall be cut off, and the cross-section
shall be free of shrinkage holes, delamination and inclusions.
6.7.3 The weight of the oxide scale on the surface of the wire rod shall not exceed 10 kg/t. If
the supplier has guarantees in terms of workmanship, inspection can be exempted.
6.8 Other special requirements
According to the requirements of the purchaser and upon agreement between the supplier and
the purchaser, tensile properties (wire rods with specifications 18.0 mm below), hardness tests
(wire rods with specifications of 18.0 mm and above), grain size, microstructure or other i...
Share