1
/
of
12
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
GB 50683-2011 English PDF (GB50683-2011)
GB 50683-2011 English PDF (GB50683-2011)
Regular price
$145.00 USD
Regular price
Sale price
$145.00 USD
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click GB 50683-2011
Historical versions: GB 50683-2011
Preview True-PDF (Reload/Scroll if blank)
GB 50683-2011: Code for acceptance of field equipment, industrial pipe welding construction quality
GB 50683-2011
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
UDC
P GB 50683-2011
Code for Acceptance of Field Equipment,
Industrial Pipe Welding Construction Quality
ISSUED ON: FEBRUARY 18, 2011
IMPLEMENTED ON: MAY 1, 2012
Jointly issued by: Ministry of Housing and Urban-Rural Development of
the People's Republic of China;
General Administration of Quality Supervision,
Inspection and Quarantine of the People's Republic of
China.
Table of Contents
Foreword ... 4
1 General Provisions ... 7
2 Terms ... 8
3 Basic Requirements ... 9
3.1 Division for Acceptance of Construction Quality ... 9
3.2 Acceptance of Construction Quality ... 9
3.3 Procedure and Organization for Acceptance of Construction Quality ... 10
4 Materials ... 11
5 Preparation Before Welding ... 13
6 Welding ... 19
7 Heat Treatment After Welding ... 21
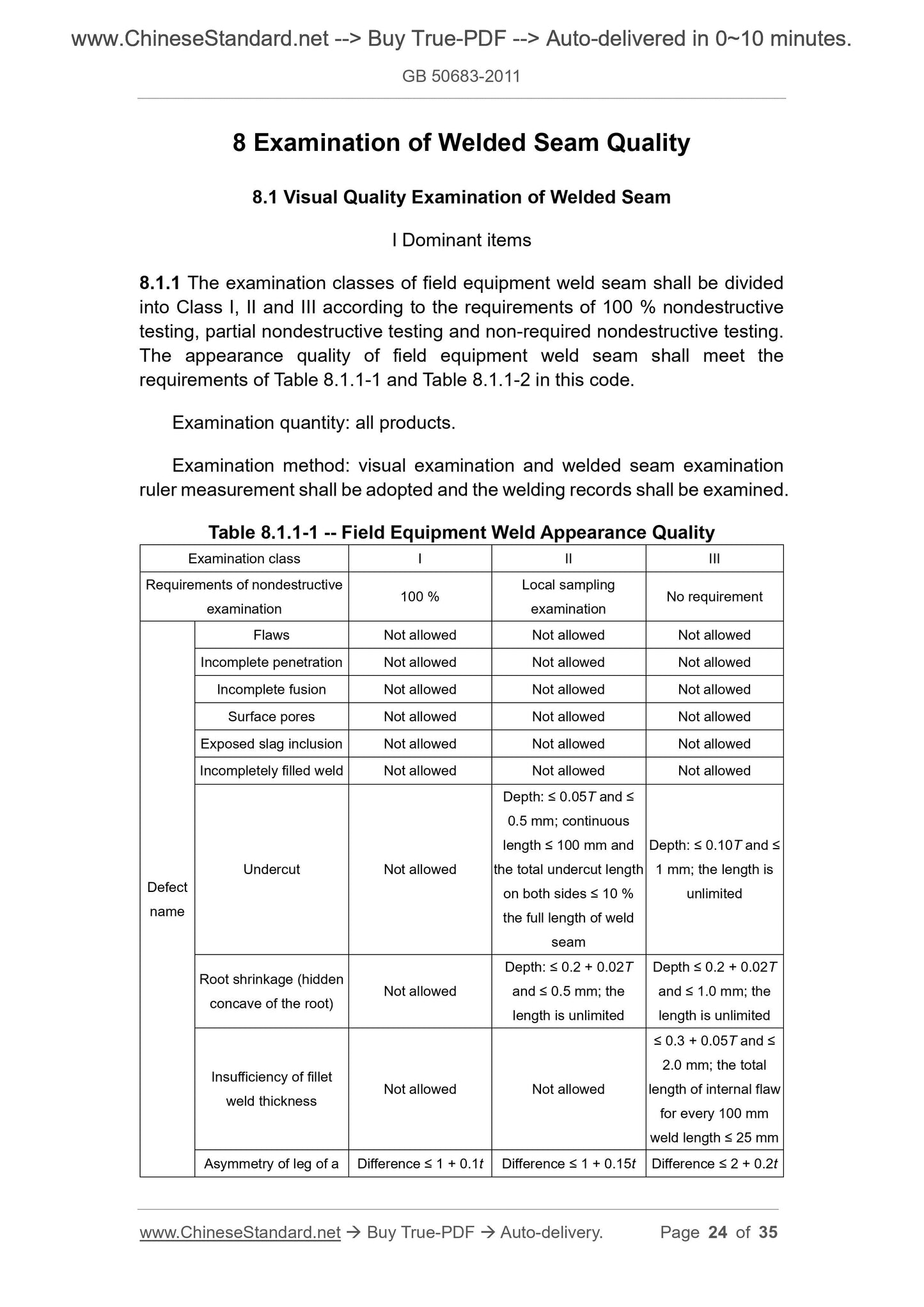
8 Examination of Welded Seam Quality ... 24
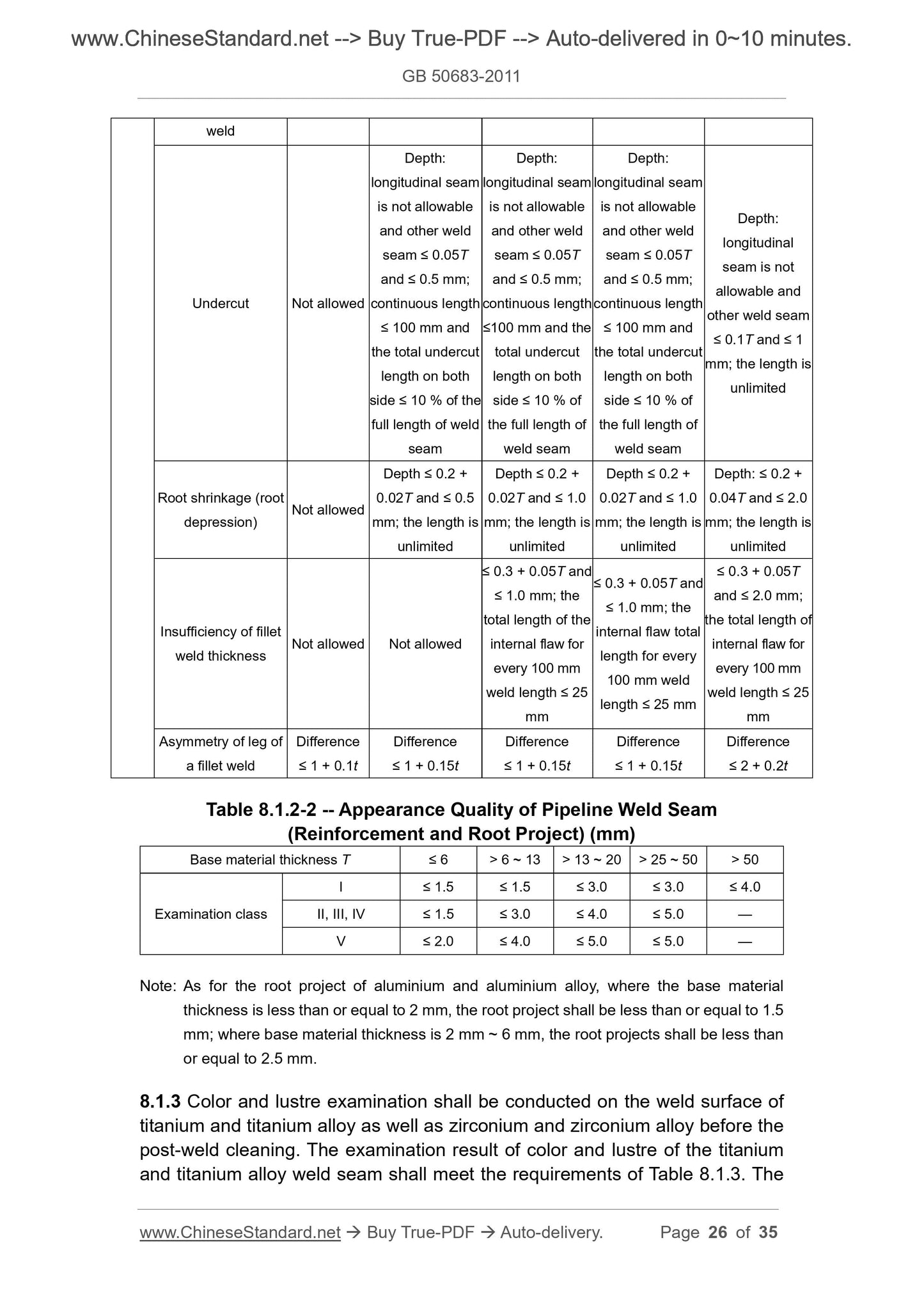
8.1 Visual Quality Examination of Welded Seam ... 24
8.2 Nondestructive Detection of Welded Seam Surface ... 28
8.3 Radiographic Examination and Ultrasonic Flaw Detection for Welded Seam ... 29
8.4 Other Examination ... 30
Appendix A -- Record for Quality Acceptance of Sub-item Project ... 32
Explanation of Wording in This Code ... 34
List of Quoted Standards ... 35
1 General Provisions
1.0.1 This code was formulated in order to unify the acceptance of welding
quality acceptance of field equipment and industrial pipelines and strengthen
the engineering quality management.
1.0.2 This code is applicable to the construction quality acceptance of the
welding engineering of the metallic materials such as carbon steel, alloy steel,
aluminium and aluminium alloy, copper and copper alloy, nickel and nickel alloy,
titanium and titanium alloy as well as zirconium and zirconium alloy.
1.0.3 The codes shall be applied together with “Code for Construction of Field
Equipment, Industrial Pipe Welding Engineering” GB 50236.
1.0.4 The requirements for the construction quality acceptance of engineering
technical document and contract agreement document shall not be less than
those specified in this code.
1.0.5 Except meeting this code, the acceptance of welding engineering
construction quality shall also meet the requirements of the current relevant
national standards.
2 Terms
2.0.1 100 % examination
The entire examination of a specific item in a specified examination batch
2.0.2 Random sampling examination
The examination is conducted on a specific item by a certain proportion of
random sampling.
2.0.3 Local sampling examination
A specific part of examination is conducted for a specific item on every piece in
a specific examination batch.
3 Basic Requirements
3.1 Division for Acceptance of Construction Quality
3.1.1 The welding engineering quality acceptance of field equipment and
industrial pipelines shall be conducted on the division into the sub-item project.
3.1.2 The sub-item project of field equipment welding engineering shall be
divided according to the piece of field equipment and the sub-item project of
industrial pipeline welding engineering shall be divided into according to the
pipeline grades and materials.
3.2 Acceptance of Construction Quality
3.2.1 The quality acceptance of sub-item project shall meet the following
requirements:
1 The dominant items shall meet the requirements of this code.
2 The measured value of every item sampling examination for general
items shall fall into the range of the permissible variation as specified in this
code.
3.2.2 The welding engineering quality acceptance document and record shall
include the following content:
1 The welding engineering construction technology documents, construction
records and reports and shall meet the requirements of the current national
standard “Code for Construction of Field Equipment, Industrial Pipe Welding
Engineering” GB 50236.
2 The quality acceptance records, content and form of sub-item project
quality acceptance records shall meet the requirements of Appendix A of this
code.
3.2.3 Where the welding engineering does not meet the requirements of this
code, it shall be processed according to the following requirements:
1 The acceptance shall be re-conducted for the sub-divisional work after
rework or repair.
2 The sub-item project capable of reaching the design requirement in the
examination and verification of qualified examination organizations shall be
accepted.
3 The sub-item project that cannot reach the design requirement in the
4 Materials
Dominant items
4.0.1 Before the application of base metal, the examination and acceptance shall
be conducted according to the requirements of design document; the material,
specification and appearance quality shall meet the requirements of the product
standard and design document of base metal. The material marker shall be
clear and complete and shall be traced back to the product quality certification.
Examination quantity: all products
Examination method: quality proof documents shall be examined, visual
examination and measurement examination shall be conduced and spectrogram
examination may be conducted if necessary.
4.0.2 Before the application of the welding materials, the visual quality, quality
proof documents, external packing and packing mark shall be examined.
Corresponding tests or reexamination shall be carried out where there is any
doubt. The quality shall conform to the design document and meet the following
requirements:
1 The welding materials shall be provided with intact packing as well as
clear and complete marking on the package.
2 Quality proof documents shall meet requirements of the relevant current
national product standards and technical conditions of order.
3 The surface of the welding materials shall not be damp and contaminated,
shall be free from the electrode coating damage or defects influencing welding
quality and the solder wire surface shall be smooth and neat. The identification
mark of the welding materials shall be clear and firm and conform to the real
products.
Examination quantity: all.
Examination method: quality proof documents shall be examined, visual
examination shall be conducted and the examination acceptance record or
reexamination reports of welding materials shall be examined.
4.0.3 The welding material shall be baked according to the specification before
application and shall be kept dry in application process and the baking
conditions shall meet the requirements of welding materials directions and
relevant technical document.
Before the application, de-oiling, derusting and cleaning processes shall be
5 Preparation Before Welding
I Dominant items
5.0.1 Where nondestructive testing is required for the groove face in the design
document, magnetic particle testing or penetrant testing shall be conducted.
Groove face quality shall not be lower than Class I as specified in the current
professional standard “Nondestructive Testing of Pressure Equipment” JB/T 4730.
Examination quantity: it shall meet the requirements of the design
document.
Examination method: the magnetic particle testing reports or penetrant
testing reports shall be examined.
5.0.2 As for the weld seam specified for weld preheating, the preheating
temperature in the weldment preheating zone shall be examined before the
welding and shall meet the requirements of design document and welding
proce...
Get QUOTATION in 1-minute: Click GB 50683-2011
Historical versions: GB 50683-2011
Preview True-PDF (Reload/Scroll if blank)
GB 50683-2011: Code for acceptance of field equipment, industrial pipe welding construction quality
GB 50683-2011
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
UDC
P GB 50683-2011
Code for Acceptance of Field Equipment,
Industrial Pipe Welding Construction Quality
ISSUED ON: FEBRUARY 18, 2011
IMPLEMENTED ON: MAY 1, 2012
Jointly issued by: Ministry of Housing and Urban-Rural Development of
the People's Republic of China;
General Administration of Quality Supervision,
Inspection and Quarantine of the People's Republic of
China.
Table of Contents
Foreword ... 4
1 General Provisions ... 7
2 Terms ... 8
3 Basic Requirements ... 9
3.1 Division for Acceptance of Construction Quality ... 9
3.2 Acceptance of Construction Quality ... 9
3.3 Procedure and Organization for Acceptance of Construction Quality ... 10
4 Materials ... 11
5 Preparation Before Welding ... 13
6 Welding ... 19
7 Heat Treatment After Welding ... 21
8 Examination of Welded Seam Quality ... 24
8.1 Visual Quality Examination of Welded Seam ... 24
8.2 Nondestructive Detection of Welded Seam Surface ... 28
8.3 Radiographic Examination and Ultrasonic Flaw Detection for Welded Seam ... 29
8.4 Other Examination ... 30
Appendix A -- Record for Quality Acceptance of Sub-item Project ... 32
Explanation of Wording in This Code ... 34
List of Quoted Standards ... 35
1 General Provisions
1.0.1 This code was formulated in order to unify the acceptance of welding
quality acceptance of field equipment and industrial pipelines and strengthen
the engineering quality management.
1.0.2 This code is applicable to the construction quality acceptance of the
welding engineering of the metallic materials such as carbon steel, alloy steel,
aluminium and aluminium alloy, copper and copper alloy, nickel and nickel alloy,
titanium and titanium alloy as well as zirconium and zirconium alloy.
1.0.3 The codes shall be applied together with “Code for Construction of Field
Equipment, Industrial Pipe Welding Engineering” GB 50236.
1.0.4 The requirements for the construction quality acceptance of engineering
technical document and contract agreement document shall not be less than
those specified in this code.
1.0.5 Except meeting this code, the acceptance of welding engineering
construction quality shall also meet the requirements of the current relevant
national standards.
2 Terms
2.0.1 100 % examination
The entire examination of a specific item in a specified examination batch
2.0.2 Random sampling examination
The examination is conducted on a specific item by a certain proportion of
random sampling.
2.0.3 Local sampling examination
A specific part of examination is conducted for a specific item on every piece in
a specific examination batch.
3 Basic Requirements
3.1 Division for Acceptance of Construction Quality
3.1.1 The welding engineering quality acceptance of field equipment and
industrial pipelines shall be conducted on the division into the sub-item project.
3.1.2 The sub-item project of field equipment welding engineering shall be
divided according to the piece of field equipment and the sub-item project of
industrial pipeline welding engineering shall be divided into according to the
pipeline grades and materials.
3.2 Acceptance of Construction Quality
3.2.1 The quality acceptance of sub-item project shall meet the following
requirements:
1 The dominant items shall meet the requirements of this code.
2 The measured value of every item sampling examination for general
items shall fall into the range of the permissible variation as specified in this
code.
3.2.2 The welding engineering quality acceptance document and record shall
include the following content:
1 The welding engineering construction technology documents, construction
records and reports and shall meet the requirements of the current national
standard “Code for Construction of Field Equipment, Industrial Pipe Welding
Engineering” GB 50236.
2 The quality acceptance records, content and form of sub-item project
quality acceptance records shall meet the requirements of Appendix A of this
code.
3.2.3 Where the welding engineering does not meet the requirements of this
code, it shall be processed according to the following requirements:
1 The acceptance shall be re-conducted for the sub-divisional work after
rework or repair.
2 The sub-item project capable of reaching the design requirement in the
examination and verification of qualified examination organizations shall be
accepted.
3 The sub-item project that cannot reach the design requirement in the
4 Materials
Dominant items
4.0.1 Before the application of base metal, the examination and acceptance shall
be conducted according to the requirements of design document; the material,
specification and appearance quality shall meet the requirements of the product
standard and design document of base metal. The material marker shall be
clear and complete and shall be traced back to the product quality certification.
Examination quantity: all products
Examination method: quality proof documents shall be examined, visual
examination and measurement examination shall be conduced and spectrogram
examination may be conducted if necessary.
4.0.2 Before the application of the welding materials, the visual quality, quality
proof documents, external packing and packing mark shall be examined.
Corresponding tests or reexamination shall be carried out where there is any
doubt. The quality shall conform to the design document and meet the following
requirements:
1 The welding materials shall be provided with intact packing as well as
clear and complete marking on the package.
2 Quality proof documents shall meet requirements of the relevant current
national product standards and technical conditions of order.
3 The surface of the welding materials shall not be damp and contaminated,
shall be free from the electrode coating damage or defects influencing welding
quality and the solder wire surface shall be smooth and neat. The identification
mark of the welding materials shall be clear and firm and conform to the real
products.
Examination quantity: all.
Examination method: quality proof documents shall be examined, visual
examination shall be conducted and the examination acceptance record or
reexamination reports of welding materials shall be examined.
4.0.3 The welding material shall be baked according to the specification before
application and shall be kept dry in application process and the baking
conditions shall meet the requirements of welding materials directions and
relevant technical document.
Before the application, de-oiling, derusting and cleaning processes shall be
5 Preparation Before Welding
I Dominant items
5.0.1 Where nondestructive testing is required for the groove face in the design
document, magnetic particle testing or penetrant testing shall be conducted.
Groove face quality shall not be lower than Class I as specified in the current
professional standard “Nondestructive Testing of Pressure Equipment” JB/T 4730.
Examination quantity: it shall meet the requirements of the design
document.
Examination method: the magnetic particle testing reports or penetrant
testing reports shall be examined.
5.0.2 As for the weld seam specified for weld preheating, the preheating
temperature in the weldment preheating zone shall be examined before the
welding and shall meet the requirements of design document and welding
proce...
Share