1
/
of
12
www.ChineseStandard.us -- Field Test Asia Pte. Ltd.
GB/T 20928-2020 English PDF (GB/T20928-2020)
GB/T 20928-2020 English PDF (GB/T20928-2020)
Regular price
$305.00
Regular price
Sale price
$305.00
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
GB/T 20928-2020: Seamless inner grooved copper tube
Delivery: 9 seconds. Download (& Email) true-PDF + Invoice.
Get Quotation: Click GB/T 20928-2020 (Self-service in 1-minute)
Historical versions (Master-website): GB/T 20928-2020
Preview True-PDF (Reload/Scroll-down if blank)
GB/T 20928-2020
GB
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 77.150.30
H 62
Replacing GB/T 20928-2007
Seamless inner grooved copper tube
无缝内螺纹铜管
ISSUED ON: SEPTEMBER 29, 2020
IMPLEMENTED ON: AUGUST 01, 2021
Issued by: State Administration for Market Regulation;
Standardization Administration of the PRC.
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative references ... 5
3 Terms and definitions ... 6
4 Classification and labeling ... 6
5 Technical requirements ... 8
6 Test methods ... 11
7 Inspection rules ... 12
8 Marking, packing, transporting, storing and quality certificate ... 15
9 Order form (or contract) content ... 16
Appendix A (Informative) Recommended specifications of inner grooved copper
tube ... 17
Appendix B (Normative) Determination method for internal surface residues of
inner grooved copper tube ... 19
Appendix C (Informative) Method for determining heat transfer coefficient and
fluid resistance characteristics of seamless inner grooved copper tube ... 22
Bibliography ... 27
Foreword
This Standard is drafted in accordance with the rules given in GB/T 1.1-2009.
This Standard replaces GB/T 20928-2007 "Seamless inner grooved copper
tube". Compared with GB/T 20928-2007, the main technical changes are as
follows:
- Modify the representation method of designation and state (see Table 1;
Table 1 of the 2007 edition);
- ADD two designations: TU1 and TU2; specify their mechanical properties
and grain size requirements (see Table 1, Table 8, Table 9);
- Modify the cut slope index of straight tube, from "not greater than 2 mm" to
"not greater than 0.40 mm" (see 5.2.3; 4.3.3 of the 2007 edition);
- Modify the previous "specified non-proportional elongation strength RP0.2"
in the mechanical properties to "specified plastic elongation strength RP0.2"
(see Table 8; Table 6 of the 2007 edition);
- Delete Table 7 and Table 8 of the previous standard. Modify to "The artificial
defects of the standard sample tube shall meet the requirements of GB/T
5248" (see 5.6; 4.6 of the 2007 edition);
- Modify the test method of mechanical properties from "in accordance with
the provisions of GB/T 228" to "in accordance with the provisions of GB/T
34505" (see 6.3; 5.2 of the 2007 edition);
- Modify the grain size. The grain size of the softening annealing (O60) state
is changed from "0.020 mm~0.060 mm" to "0.015 mm~0.060 mm". The
grain size of the light annealing (O50) state is changed from "0.015
mm~0.035 mm" to "0.010 mm~0.035 mm" (see Table 9; Table 6 of the 2007
edition);
- ADD "The sampling method shall be carried out in accordance with YS/T
668. The preparation of drift-expending test pieces shall be carried out in
accordance with YS/T 815." (see 7.4);
- Delete the normative appendix "Measurement method of tooth profile
parameters of seamless inner grooved copper tube" (see Appendix A of the
2007 edition).
This Standard was proposed by China Nonferrous Metals Industry Association.
This Standard shall be under the jurisdiction of National Technical Committee
Seamless inner grooved copper tube
1 Scope
This Standard specifies the classification and labeling, technical requirements,
test methods, inspection rules, marking, packing, transporting, storing and
quality certificate, and order form (or contract) content of seamless inner
grooved copper tube.
This Standard applies to seamless inner grooved copper tube for air
conditioning and refrigeration equipment (hereinafter referred to as "tube").
2 Normative references
The following documents are indispensable for the application of this document.
For the dated references, only the editions with the dates indicated are
applicable to this document. For the undated references, the latest edition
(including all the amendments) are applicable to this document.
GB/T 242 Metal materials - Tube - Drift-expending test
GB/T 2828.1 Sampling procedures for inspection by attributes - Part 1:
Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot
inspection
GB/T 5121 (all parts) Methods for chemical analysis of copper and copper
alloys
GB/T 5231 Designation and chemical composition of wrought copper and
copper alloys
GB/T 5248 Electromagnetic (eddy-current) examination of copper and
copper alloy seamless tube
GB/T 8170 Rules of rounding off for numerical values and expression and
judgement of limiting values
GB/T 8888 Wrought heavy non-ferrous metal products - Packing, marking,
transporting, storing and quality certificate
GB/T 26303.1 Measuring method for dimensions and shapes of wrought
copper and copper alloy - Part 1: Tube
GB/T 34505 Copper and copper alloy materials - Tensile testing at room
temperature
YS/T 347 Copper and copper alloys - Estimation of average grain size
YS/T 482 Methods for analysis of copper and copper alloys - The atomic
emission spectrometry
YS/T 483 Methods for analysis of copper and copper alloys - X-Ray
fluorescence spectrometric (wavelength dispersive)
YS/T 668 The sampling method of physical and chemical testing for copper
and copper alloys
YS/T 815 Preparation method of test pieces for mechanical and
technological properties of copper and copper alloys
3 Terms and definitions
The following terms and definitions apply to this document.
3.1
Seamless inner grooved copper tube
The copper tube with a smooth outer surface, a certain number of regular
grooves on the inner surface, and a continuous section circumference.
3.2
Weight per metre
The mass of the inner grooved copper tube per 1 m length, in grams per metre
(g/m).
4 Classification and labeling
4.1 Product classification
The designation, code, state and supply shape of the tube shall meet the
requirements of Table 1. The tooth profile of the tube is shown in Figure 1. The
specification and dimension range shall meet the requirements of Table 2. The
inner and outer diameter and height (width) dimensions of the layer wound coil
shall meet the requirements of Table 3. Refer to Appendix A for the
recommended specifications of this Standard.
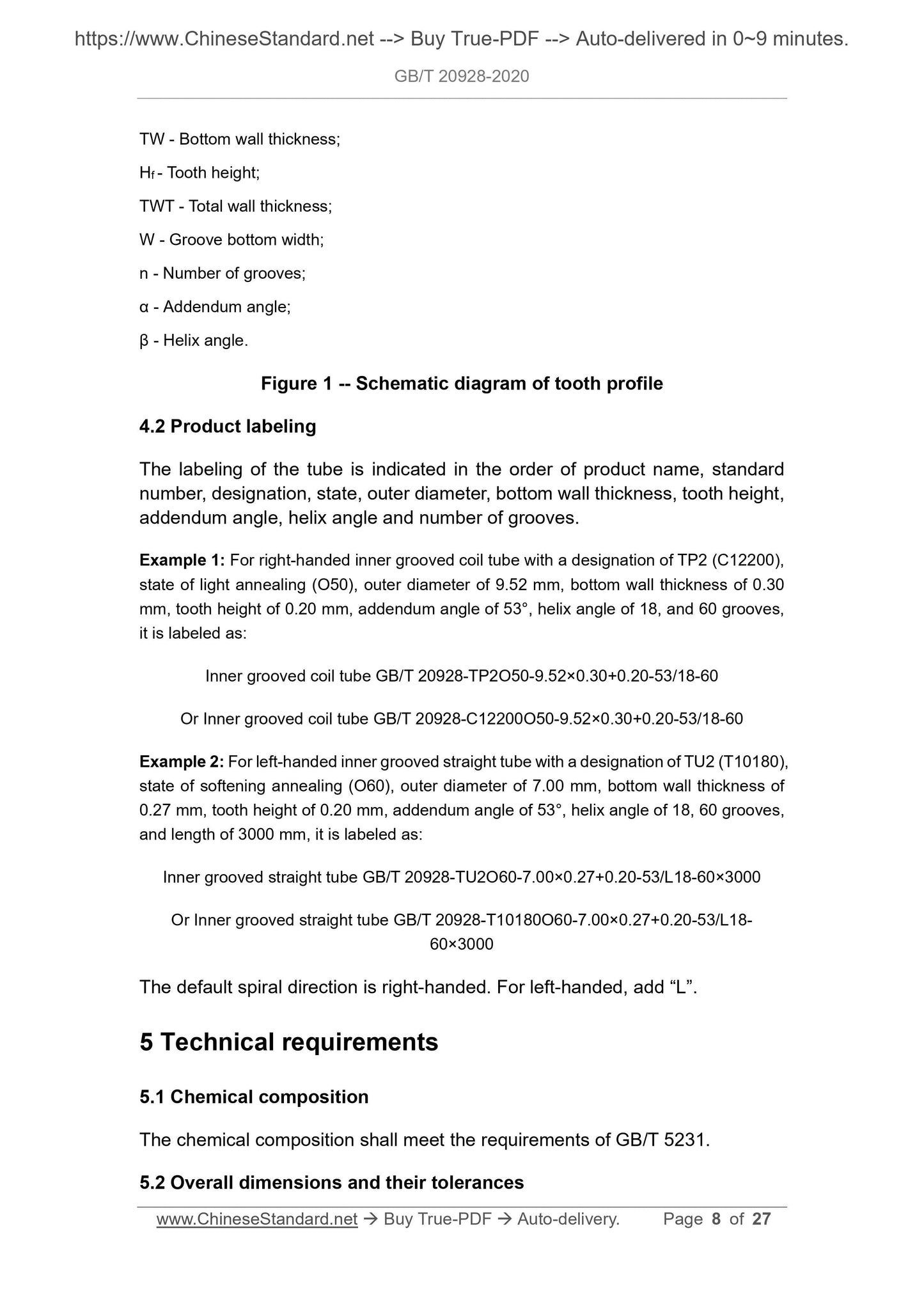
TW - Bottom wall thickness;
Hf - Tooth height;
TWT - Total wall thickness;
W - Groove bottom width;
n - Number of grooves;
α - Addendum angle;
β - Helix angle.
Figure 1 -- Schematic diagram of tooth profile
4.2 Product labeling
The labeling of the tube is indicated in the order of product name, standard
number, designation, state, outer diameter, bottom wall thickness, tooth height,
addendum angle, helix angle and number of grooves.
Example 1: For right-handed inner grooved coil tube with a designation of TP2 (C12200),
state of light annealing (O50), outer diameter of 9.52 mm, bottom wall thickness of 0.30
mm, tooth height of 0.20 mm, addendum angle of 53°, helix angle of 18, and 60 grooves,
it is labeled as:
Inner grooved coil tube GB/T 20928-TP2O50-9.52×0.30+0.20-53/18-60
Or Inner grooved coil tube GB/T 20928-C12200O50-9.52×0.30+0.20-53/18-60
Example 2: For left-handed inner grooved straight tube with a designation of TU2 (T10180),
state of softening annealing (O60), outer diameter of 7.00 mm, bottom wall thickness of
0.27 mm, tooth height of 0.20 mm, addendum angle of 53°, helix angle of 18, 60 grooves,
and length of 3000 mm, it is labeled as:
Inner grooved straight tube GB/T 20928-TU2O60-7.00×0.27+0.20-53/L18-60×3000
Or Inner grooved straight tube GB/T 20928-T10180O60-7.00×0.27+0.20-53/L18-
60×3000
The default spiral direction is right-handed. For left-handed, add “L”.
5 Technical requirements
5.1 Chemical composition
The chemical composition shall meet the requirements of GB/T 5231.
5.2 Overall dimensions and their tolerances
5.6 Eddy-current examination
The tube shall be subjected to eddy-current examination. The artificial defects
of the standard sample tube shall meet the requirements of GB/T 5248. Eddy-
current examination shall adopt a combination of penetration probe and rotating
probe. Straight tubes are not allowed to have detected defects. The number of
defects of the coil tube shall be negotiated between the supplier and the
purchaser. The length of the dark mark of the detected defect of the coil tube
shall not be less than 300 mm.
5.7 Cleanliness
Residues on the inner surface of the tube shall not be greater than 0.025 g/m2.
5.8 Heat transfer property
The tube can be inspected for heat transfer. The heat transfer property index
shall be determined through negotiation between the supplier and the
purchaser.
5.9 Surface quality
The surface of the tube shall be clean and bright. There shall be no harmful
defects that affect the use. Slight processing ring marks on the surface are
allowed.
6 Test methods
6.1 Chemical composition
The chemical composition analysis of the tube is carried out in accordance with
the provisions of GB/T 5121 (all parts) or YS/T 482 and YS/T 483. The
arbitration shall be conducted in accordance with the provisions of GB/T 5121
(all parts).
6.2 Overall dimensions and tolerances
The overall dimensions and tolerances of the tube shall be measured in
accordance with the provisions of GB/T 26303.1.
6.3 Mechanical properties
The tensile test of the tube is carried out in accordance with the provisions of
GB/T 34505. The tensile test pieces are carried out in accordance with the
provisions of the full-section piece in GB/T 34505.
6.4 Grain size
The grain size of the tube shall be carried out in accordance with YS/T 347.
6.5 Drift-expending test
The drift-expending test of the tube shall be carried out in accordance with the
provisions of GB/T 242.
6.6 Eddy-current examination
The eddy-current examination of the tube shall be carried out in accordance
with the provisions of GB/T 5248.
6.7 Cleanliness
The cleanliness of the tube shall be determined in accordance with the
provisions of Appendix B.
6.8 Heat transfer property
The heat transfer property of the tube can be carried out in accordance with the
provisions of Appendix C; or carried out by a method approved by both the
supplier and the purchaser.
6.9 Surface quality
The quality of the outer surface of the tube shall be inspected visually.
7 Inspection rules
7.1 Inspection and acceptance
7.1.1 The product shall be inspected by the supplier, to ensure that the quality
of the product meets the requirements of this Standard and the order form (or
contract). The quality certificate shall be filled in.
7.1.2 The purchaser shall inspect the received products in accordance with the
provisions of this Standard. If the inspection result does not conform to the
provisions of this Standard and the order form (or contract), it shall be submitted
to the supplier in written form; the supplier and the purchaser shall negotiate
and resolve. Objections to appearance quality or dimensions shall be raised
within one month of receipt. Objections related to other properties shall be
raised within three months from the date of receipt of the product. If arbitration
is required, it shall be determined through negotiation between the supplier and
the purchaser.
8.1.2 The packing box mark of the tube shall comply with the regulations of
GB/T 8888.
8.2 Packing, transporting, storing and quality certificate
The packing, transporting, storing and quality certificate of the tube shall meet
the requirements of GB/T 8888.
9 Order form (or contract) content
The order form (or contract) shall include the following:
a) Product name;
b) Alloy designation;
c) State;
d) Specifications;
e) Delivery shape;
f) Dimension tolerances (when there are special requirements);
g) Weight (number of pieces or coils);
h) Heat transfer property (when there are special requirements);
i) Number of this Standard;
j) Others.
Appendix B
(Normative)
Determination method for internal surface residues of inner grooved
copper tube
B.1 Method summary
USE an organic solvent such as carbon tetrachloride to clean the internal
surface of the copper tube; EXTRACT the residue on the internal surface of the
tube into the solvent. After the organic solvent is heated and evaporated in the
beaker, the increase in the weight of the beaker is the residue on the internal
surface of the tube.
B.2 Apparatus and reagents
B.2.1 Ultrasonic oscillator: Power is not less than 2 kW; effective volume is not
less than 70 L.
B.2.2 Analytical balance (division value is 0.1 mg).
B.2.3 Solvent: Analytically pure carbon tetrachloride or trichloroethylene.
B.3 Test procedure
B.3.1 CLEAN the beaker and dry it in an oven at 105 °C±5 °C for 60 min; TAKE
it out and put it in a desiccator; COOL for 60 min and weigh G1.
B.3.2 CUT the test piece: When the inner diameter of the test piece is not less
than 5 mm, the length of the test piece taken is 1500 mm. When the inner
diameter of the test piece is less than 5 mm, the length taken is 2000 mm. USE
a tube cutter to cut it out to avoid copper shavings.
B.3.3 BEND the test piece into a U shape; LAY it flat on the table; then bend
the two ends upward.
B.3.4 USE a syringe to inject a quantitative solvent (B.2.3) into the test piece
nearly full; carefully put it into the ultrasonic oscillator (B.2.1); oscillate for 10
min. The amount of solvent injected is shown in Table B.1.
Appendix C
(Informative)
Method for determining heat transfer coefficient and fluid resistance
characteristics of seamless inner grooved copper tube
C.1 Method summary
The vapor compression refrigeration system is composed of a compressor, a
condenser, an expansion valve, and an evaporator, which are connected by
tubes to form a sealed system. The test part is composed of a double-tube heat
exchanger. The tube to be tested is its inner tube. Pass the refrigerant into the
tube to be tested; pass the heat exchange water into the outer tube; make the
two flow in the opposite direction. Measure the rele...
Delivery: 9 seconds. Download (& Email) true-PDF + Invoice.
Get Quotation: Click GB/T 20928-2020 (Self-service in 1-minute)
Historical versions (Master-website): GB/T 20928-2020
Preview True-PDF (Reload/Scroll-down if blank)
GB/T 20928-2020
GB
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 77.150.30
H 62
Replacing GB/T 20928-2007
Seamless inner grooved copper tube
无缝内螺纹铜管
ISSUED ON: SEPTEMBER 29, 2020
IMPLEMENTED ON: AUGUST 01, 2021
Issued by: State Administration for Market Regulation;
Standardization Administration of the PRC.
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative references ... 5
3 Terms and definitions ... 6
4 Classification and labeling ... 6
5 Technical requirements ... 8
6 Test methods ... 11
7 Inspection rules ... 12
8 Marking, packing, transporting, storing and quality certificate ... 15
9 Order form (or contract) content ... 16
Appendix A (Informative) Recommended specifications of inner grooved copper
tube ... 17
Appendix B (Normative) Determination method for internal surface residues of
inner grooved copper tube ... 19
Appendix C (Informative) Method for determining heat transfer coefficient and
fluid resistance characteristics of seamless inner grooved copper tube ... 22
Bibliography ... 27
Foreword
This Standard is drafted in accordance with the rules given in GB/T 1.1-2009.
This Standard replaces GB/T 20928-2007 "Seamless inner grooved copper
tube". Compared with GB/T 20928-2007, the main technical changes are as
follows:
- Modify the representation method of designation and state (see Table 1;
Table 1 of the 2007 edition);
- ADD two designations: TU1 and TU2; specify their mechanical properties
and grain size requirements (see Table 1, Table 8, Table 9);
- Modify the cut slope index of straight tube, from "not greater than 2 mm" to
"not greater than 0.40 mm" (see 5.2.3; 4.3.3 of the 2007 edition);
- Modify the previous "specified non-proportional elongation strength RP0.2"
in the mechanical properties to "specified plastic elongation strength RP0.2"
(see Table 8; Table 6 of the 2007 edition);
- Delete Table 7 and Table 8 of the previous standard. Modify to "The artificial
defects of the standard sample tube shall meet the requirements of GB/T
5248" (see 5.6; 4.6 of the 2007 edition);
- Modify the test method of mechanical properties from "in accordance with
the provisions of GB/T 228" to "in accordance with the provisions of GB/T
34505" (see 6.3; 5.2 of the 2007 edition);
- Modify the grain size. The grain size of the softening annealing (O60) state
is changed from "0.020 mm~0.060 mm" to "0.015 mm~0.060 mm". The
grain size of the light annealing (O50) state is changed from "0.015
mm~0.035 mm" to "0.010 mm~0.035 mm" (see Table 9; Table 6 of the 2007
edition);
- ADD "The sampling method shall be carried out in accordance with YS/T
668. The preparation of drift-expending test pieces shall be carried out in
accordance with YS/T 815." (see 7.4);
- Delete the normative appendix "Measurement method of tooth profile
parameters of seamless inner grooved copper tube" (see Appendix A of the
2007 edition).
This Standard was proposed by China Nonferrous Metals Industry Association.
This Standard shall be under the jurisdiction of National Technical Committee
Seamless inner grooved copper tube
1 Scope
This Standard specifies the classification and labeling, technical requirements,
test methods, inspection rules, marking, packing, transporting, storing and
quality certificate, and order form (or contract) content of seamless inner
grooved copper tube.
This Standard applies to seamless inner grooved copper tube for air
conditioning and refrigeration equipment (hereinafter referred to as "tube").
2 Normative references
The following documents are indispensable for the application of this document.
For the dated references, only the editions with the dates indicated are
applicable to this document. For the undated references, the latest edition
(including all the amendments) are applicable to this document.
GB/T 242 Metal materials - Tube - Drift-expending test
GB/T 2828.1 Sampling procedures for inspection by attributes - Part 1:
Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot
inspection
GB/T 5121 (all parts) Methods for chemical analysis of copper and copper
alloys
GB/T 5231 Designation and chemical composition of wrought copper and
copper alloys
GB/T 5248 Electromagnetic (eddy-current) examination of copper and
copper alloy seamless tube
GB/T 8170 Rules of rounding off for numerical values and expression and
judgement of limiting values
GB/T 8888 Wrought heavy non-ferrous metal products - Packing, marking,
transporting, storing and quality certificate
GB/T 26303.1 Measuring method for dimensions and shapes of wrought
copper and copper alloy - Part 1: Tube
GB/T 34505 Copper and copper alloy materials - Tensile testing at room
temperature
YS/T 347 Copper and copper alloys - Estimation of average grain size
YS/T 482 Methods for analysis of copper and copper alloys - The atomic
emission spectrometry
YS/T 483 Methods for analysis of copper and copper alloys - X-Ray
fluorescence spectrometric (wavelength dispersive)
YS/T 668 The sampling method of physical and chemical testing for copper
and copper alloys
YS/T 815 Preparation method of test pieces for mechanical and
technological properties of copper and copper alloys
3 Terms and definitions
The following terms and definitions apply to this document.
3.1
Seamless inner grooved copper tube
The copper tube with a smooth outer surface, a certain number of regular
grooves on the inner surface, and a continuous section circumference.
3.2
Weight per metre
The mass of the inner grooved copper tube per 1 m length, in grams per metre
(g/m).
4 Classification and labeling
4.1 Product classification
The designation, code, state and supply shape of the tube shall meet the
requirements of Table 1. The tooth profile of the tube is shown in Figure 1. The
specification and dimension range shall meet the requirements of Table 2. The
inner and outer diameter and height (width) dimensions of the layer wound coil
shall meet the requirements of Table 3. Refer to Appendix A for the
recommended specifications of this Standard.
TW - Bottom wall thickness;
Hf - Tooth height;
TWT - Total wall thickness;
W - Groove bottom width;
n - Number of grooves;
α - Addendum angle;
β - Helix angle.
Figure 1 -- Schematic diagram of tooth profile
4.2 Product labeling
The labeling of the tube is indicated in the order of product name, standard
number, designation, state, outer diameter, bottom wall thickness, tooth height,
addendum angle, helix angle and number of grooves.
Example 1: For right-handed inner grooved coil tube with a designation of TP2 (C12200),
state of light annealing (O50), outer diameter of 9.52 mm, bottom wall thickness of 0.30
mm, tooth height of 0.20 mm, addendum angle of 53°, helix angle of 18, and 60 grooves,
it is labeled as:
Inner grooved coil tube GB/T 20928-TP2O50-9.52×0.30+0.20-53/18-60
Or Inner grooved coil tube GB/T 20928-C12200O50-9.52×0.30+0.20-53/18-60
Example 2: For left-handed inner grooved straight tube with a designation of TU2 (T10180),
state of softening annealing (O60), outer diameter of 7.00 mm, bottom wall thickness of
0.27 mm, tooth height of 0.20 mm, addendum angle of 53°, helix angle of 18, 60 grooves,
and length of 3000 mm, it is labeled as:
Inner grooved straight tube GB/T 20928-TU2O60-7.00×0.27+0.20-53/L18-60×3000
Or Inner grooved straight tube GB/T 20928-T10180O60-7.00×0.27+0.20-53/L18-
60×3000
The default spiral direction is right-handed. For left-handed, add “L”.
5 Technical requirements
5.1 Chemical composition
The chemical composition shall meet the requirements of GB/T 5231.
5.2 Overall dimensions and their tolerances
5.6 Eddy-current examination
The tube shall be subjected to eddy-current examination. The artificial defects
of the standard sample tube shall meet the requirements of GB/T 5248. Eddy-
current examination shall adopt a combination of penetration probe and rotating
probe. Straight tubes are not allowed to have detected defects. The number of
defects of the coil tube shall be negotiated between the supplier and the
purchaser. The length of the dark mark of the detected defect of the coil tube
shall not be less than 300 mm.
5.7 Cleanliness
Residues on the inner surface of the tube shall not be greater than 0.025 g/m2.
5.8 Heat transfer property
The tube can be inspected for heat transfer. The heat transfer property index
shall be determined through negotiation between the supplier and the
purchaser.
5.9 Surface quality
The surface of the tube shall be clean and bright. There shall be no harmful
defects that affect the use. Slight processing ring marks on the surface are
allowed.
6 Test methods
6.1 Chemical composition
The chemical composition analysis of the tube is carried out in accordance with
the provisions of GB/T 5121 (all parts) or YS/T 482 and YS/T 483. The
arbitration shall be conducted in accordance with the provisions of GB/T 5121
(all parts).
6.2 Overall dimensions and tolerances
The overall dimensions and tolerances of the tube shall be measured in
accordance with the provisions of GB/T 26303.1.
6.3 Mechanical properties
The tensile test of the tube is carried out in accordance with the provisions of
GB/T 34505. The tensile test pieces are carried out in accordance with the
provisions of the full-section piece in GB/T 34505.
6.4 Grain size
The grain size of the tube shall be carried out in accordance with YS/T 347.
6.5 Drift-expending test
The drift-expending test of the tube shall be carried out in accordance with the
provisions of GB/T 242.
6.6 Eddy-current examination
The eddy-current examination of the tube shall be carried out in accordance
with the provisions of GB/T 5248.
6.7 Cleanliness
The cleanliness of the tube shall be determined in accordance with the
provisions of Appendix B.
6.8 Heat transfer property
The heat transfer property of the tube can be carried out in accordance with the
provisions of Appendix C; or carried out by a method approved by both the
supplier and the purchaser.
6.9 Surface quality
The quality of the outer surface of the tube shall be inspected visually.
7 Inspection rules
7.1 Inspection and acceptance
7.1.1 The product shall be inspected by the supplier, to ensure that the quality
of the product meets the requirements of this Standard and the order form (or
contract). The quality certificate shall be filled in.
7.1.2 The purchaser shall inspect the received products in accordance with the
provisions of this Standard. If the inspection result does not conform to the
provisions of this Standard and the order form (or contract), it shall be submitted
to the supplier in written form; the supplier and the purchaser shall negotiate
and resolve. Objections to appearance quality or dimensions shall be raised
within one month of receipt. Objections related to other properties shall be
raised within three months from the date of receipt of the product. If arbitration
is required, it shall be determined through negotiation between the supplier and
the purchaser.
8.1.2 The packing box mark of the tube shall comply with the regulations of
GB/T 8888.
8.2 Packing, transporting, storing and quality certificate
The packing, transporting, storing and quality certificate of the tube shall meet
the requirements of GB/T 8888.
9 Order form (or contract) content
The order form (or contract) shall include the following:
a) Product name;
b) Alloy designation;
c) State;
d) Specifications;
e) Delivery shape;
f) Dimension tolerances (when there are special requirements);
g) Weight (number of pieces or coils);
h) Heat transfer property (when there are special requirements);
i) Number of this Standard;
j) Others.
Appendix B
(Normative)
Determination method for internal surface residues of inner grooved
copper tube
B.1 Method summary
USE an organic solvent such as carbon tetrachloride to clean the internal
surface of the copper tube; EXTRACT the residue on the internal surface of the
tube into the solvent. After the organic solvent is heated and evaporated in the
beaker, the increase in the weight of the beaker is the residue on the internal
surface of the tube.
B.2 Apparatus and reagents
B.2.1 Ultrasonic oscillator: Power is not less than 2 kW; effective volume is not
less than 70 L.
B.2.2 Analytical balance (division value is 0.1 mg).
B.2.3 Solvent: Analytically pure carbon tetrachloride or trichloroethylene.
B.3 Test procedure
B.3.1 CLEAN the beaker and dry it in an oven at 105 °C±5 °C for 60 min; TAKE
it out and put it in a desiccator; COOL for 60 min and weigh G1.
B.3.2 CUT the test piece: When the inner diameter of the test piece is not less
than 5 mm, the length of the test piece taken is 1500 mm. When the inner
diameter of the test piece is less than 5 mm, the length taken is 2000 mm. USE
a tube cutter to cut it out to avoid copper shavings.
B.3.3 BEND the test piece into a U shape; LAY it flat on the table; then bend
the two ends upward.
B.3.4 USE a syringe to inject a quantitative solvent (B.2.3) into the test piece
nearly full; carefully put it into the ultrasonic oscillator (B.2.1); oscillate for 10
min. The amount of solvent injected is shown in Table B.1.
Appendix C
(Informative)
Method for determining heat transfer coefficient and fluid resistance
characteristics of seamless inner grooved copper tube
C.1 Method summary
The vapor compression refrigeration system is composed of a compressor, a
condenser, an expansion valve, and an evaporator, which are connected by
tubes to form a sealed system. The test part is composed of a double-tube heat
exchanger. The tube to be tested is its inner tube. Pass the refrigerant into the
tube to be tested; pass the heat exchange water into the outer tube; make the
two flow in the opposite direction. Measure the rele...
Share