1
/
of
7
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
GB/T 21832.1-2018 English PDF (GB/T21832.1-2018)
GB/T 21832.1-2018 English PDF (GB/T21832.1-2018)
Regular price
$150.00 USD
Regular price
Sale price
$150.00 USD
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click GB/T 21832.1-2018
Historical versions: GB/T 21832.1-2018
Preview True-PDF (Reload/Scroll if blank)
GB/T 21832.1-2018: Welded austenitic-ferritic (duplex) stainless steel tubes and pipes -- Part 1: Tubes for heat exchanger
GB/T 21832-2018
GB
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 77.140.75
H 48
Replacing GB/T 21832-2008
Welded austenitic-ferritic (duplex) stainless steel
tubes and pipes – Part 1. Tubes for heat exchanger
ISSUED ON. MAY 14, 2018
IMPLEMENTED ON. FEBRUARY 1, 2019
Issued by. State Administration for Market Regulation;
Standardization Administration of the People's Republic of
China.
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative references ... 5
3 Ordering content ... 7
4 Dimensions, shape and weight ... 7
5 Technical requirements ... 9
6 Test methods ... 14
7 Inspection rules ... 15
8 Packaging, marking and quality certification ... 16
Welded austenitic-ferritic (duplex) stainless steel
tubes and pipes – Part 1. Tubes for heat exchanger
1 Scope
This Part of GB/T 21832 specifies the ordering content, dimensions, shape, weight,
technical requirements, test methods, inspection rules, packaging, marking and quality
certification for welded austenitic-ferritic (duplex) stainless steel tubes for heat
exchangers.
This Part applies to welded austenitic-ferritic (duplex) stainless steel tubes for heat
exchangers (hereinafter referred to as steel tubes).
2 Normative references
The following referenced documents are indispensable for the application of this
document. For dated references, only the edition dated applies to this document. For
undated references, the latest edition of the referenced documents (including all
amendments) applies to this document.
GB/T 222, Permissible tolerances for chemical composition of steel products
GB/T 223.11, Iron, steel and alloy – Determination of chromium content – Visual
titration or potentiometric titration method
GB/T 223.18, Methods for chemical analysis of iron, steel and alloy – The sodium
thiosulfate separation iodimetric method for the determination of copper content
GB/T 223.19, Methods for Chemical Analysis of Iron Steel and Alloy – the
Neocuproine-Chloroform Extraction Photometric Method for the Determination of
Copper Content
GB/T 223.25, Methods for chemical analysis of iron, steel and alloy – The
dimethylglyoxime gravimetric method for the determination of nickel content
GB/T 223.26, Iron, steel and alloy – Determination of molybdenum content – The
thiocyanate spectrophotometric method
GB/T 223.28, Methods for chemical analysis of iron steel and alloy – The α-
denzoinoxime gravimetric method for the determination of molybdenum content
GB/T 11170, Stainless steel – Determination of multi-element contents – Spark
discharge atomic emission spectrometric method (Routine method)
GB/T 13305, Micrographic method for determining area content of the α-phases in
stainless steels
GB/T 20066, Steel and iron-sampling and preparation of samples for the
determination of chemical composition
GB/T 20123, Steel and iron – Determination of total carbon and sulfur content
Infrared absorption method after combustion in an induction furnace (routine
method)
GB/T 20124, Steel and iron – Determination of nitrogen content – Thermal
conductimetric method after fusion in a current of inert gas
GB/T 21835, Dimensions and masses per unit length of welded steel pipes
3 Ordering content
Contracts or orders for purchase of steel tubes based on this Part shall include the
following content.
a) a reference to this Part;
b) product name;
c) steel designation;
d) dimensions (outer diameter × wall thickness, in mm);
e) quantity ordered;
f) special requirements.
4 Dimensions, shape and weight
4.1 Outer diameter and wall thickness
4.1.1 The outer diameter D of steel tubes shall not be greater than 203 mm; the wall
thickness S shall not be greater than 8.0 mm; and their dimensions shall be as
specified in GB/T 21835. Steel tubes of other outer diameters and wall thicknesses
can be supplied in accordance with the requirements of the purchaser, which shall be
as agreed on by the supplier and the purchaser.
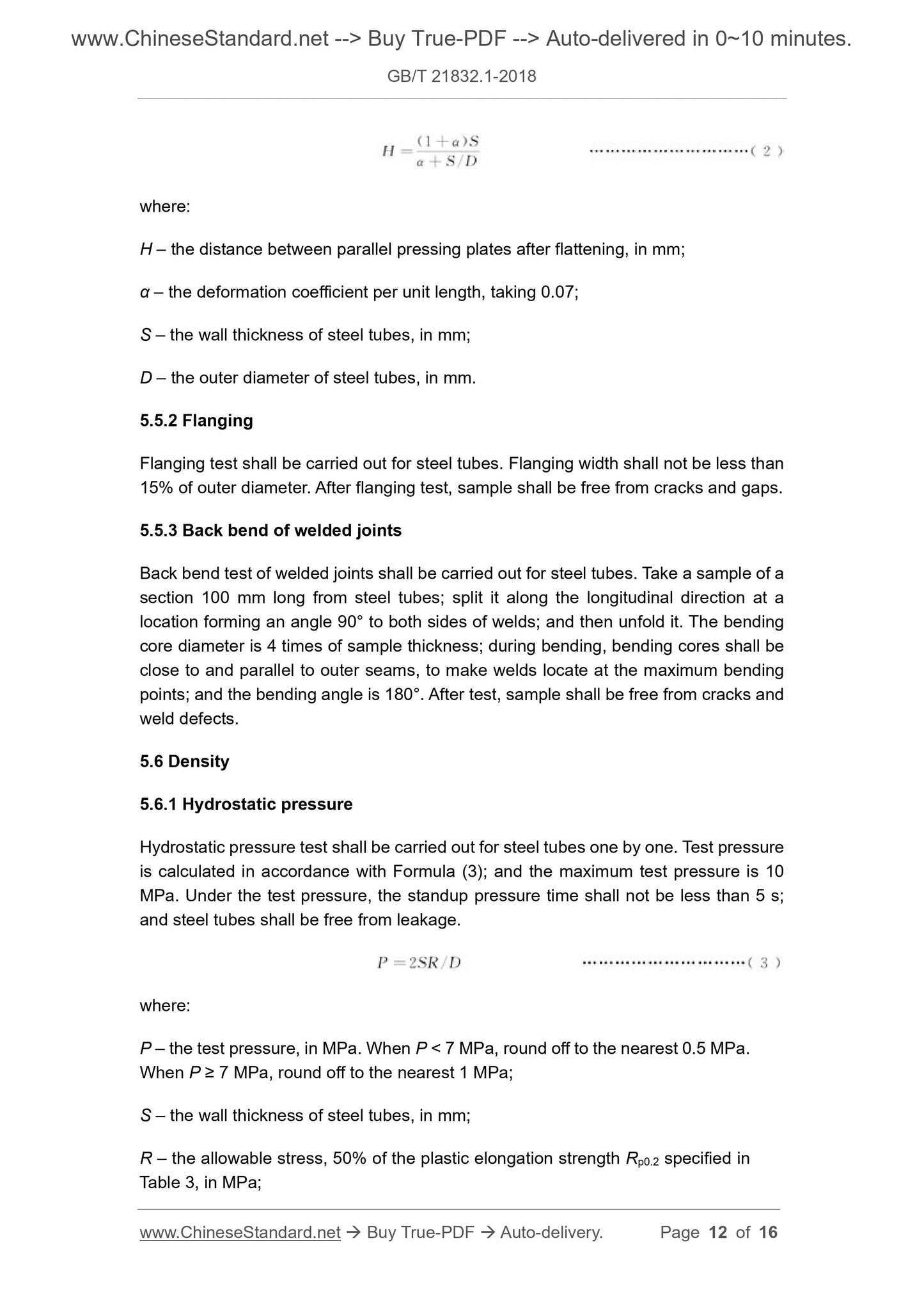
D – the outer diameter, in mm.
5.6.2 Underwater air-tightness
5.6.2.1 For steel tubes of outer diameter not greater than 50.8 mm, carry out
underwater air-tightness test in place of hydrostatic test one by one. Test pressure for
underwater air-tightness test shall not be less than 1.0 MPa; and test medium is
compressed air. Under the test pressure, steel tubes shall be fully immersed in water;
the standup pressure time shall not be less than 10 s; and steel tubes shall be free
from leakage.
5.6.2.2 Other test pressures can be used for air-tightness test in accordance with the
requirements of the purchaser, which shall be as agreed on by the supplier and the
purchaser and stated in contracts.
5.6.3 Eddy current testing
The supplier can use eddy current testing to replace hydrostatic test. The artificial
defects of contrast sample tubes for eddy current testing shall comply with the
specifications for acceptance level E4H of GB/T 7735-2016.
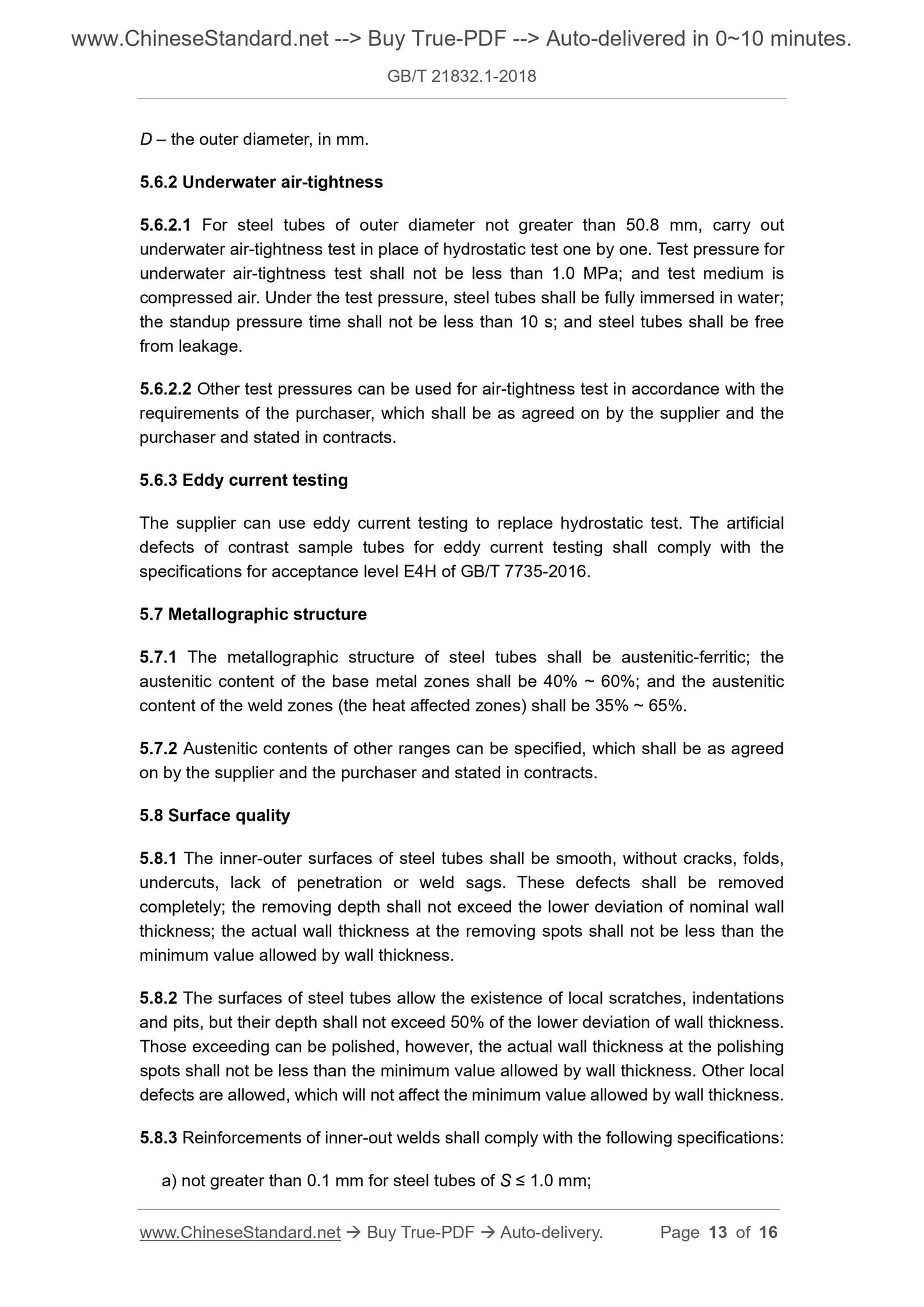
5.7 Metallographic structure
5.7.1 The metallographic structure of steel tubes shall be austenitic-ferritic; the
austenitic content of the base metal zones shall be 40% ~ 60%; and the austenitic
content of the weld zones (the heat affected zones) shall be 35% ~ 65%.
5.7.2 Austenitic contents of other ranges can be specified, which shall be as agreed
on by the supplier and the purchaser and stated in contracts.
5.8 Surface quality
5.8.1 The inner-outer surfaces of steel tubes shall be smooth, without cracks, folds,
undercuts, lack of penetration or weld sags. These defects shall be removed
completely; the removing depth shall not exceed the lower deviation of nominal wall
thickness; the actual wall thickness at the removing spots shall not be less than the
minimum value allowed by wall thickness.
5.8.2 The surfaces of steel tubes allow the existence of local scratches, indentations
and pits, but their depth shall not exceed 50% of the lower deviation of wall thickness.
Those exceeding can be polished, however, the actual wall thickness at the polishing
spots shall not be less than the minimum value allowed by wall thickness. Other local
defects are allowed, which will not affect the minimum value allowed by wall thickness.
5.8.3 Reinforcements of inner-out welds shall comply with the following specifications.
a) not greater than 0.1 mm for steel tubes of S ≤ 1.0 mm;
steel tubes of each batch
6 Back bend of welded joints
One sample separately taken from two
steel tubes of each batch See 5.5.3
GB/T 2653; see
5.5.3
7 Hydrostatic pressure One by one - GB/T 241
8 Underwater air-tightness One by one - See 5.6.2
9 Eddy current One by one - GB/T 7735-2016
10 Metallographic structure
One sample separately taken from two
steel tubes of each batch GB/T 13305 GB/T 13305
11 Corrosion As agreed on As agreed on As agreed on
Detrimental
intermetallic
phase
As agreed on As agreed on As agreed on
7 Inspection rules
7.1 Inspection and acceptance
The inspection and acceptance of steel tubes shall be carried out by the quality and
technology supervision department of the supplier.
7.2 Group-batch rules
Except that chemical composition can be inspected and accepted by furnace, the other
test items of steel tubes shall be inspected and accepted by batch. Each batch consist
of steel tubes of the same designation, heat number, specification, welding process
and heat treatment system (heat). The quantity of each batch of steel tubes...
Get QUOTATION in 1-minute: Click GB/T 21832.1-2018
Historical versions: GB/T 21832.1-2018
Preview True-PDF (Reload/Scroll if blank)
GB/T 21832.1-2018: Welded austenitic-ferritic (duplex) stainless steel tubes and pipes -- Part 1: Tubes for heat exchanger
GB/T 21832-2018
GB
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 77.140.75
H 48
Replacing GB/T 21832-2008
Welded austenitic-ferritic (duplex) stainless steel
tubes and pipes – Part 1. Tubes for heat exchanger
ISSUED ON. MAY 14, 2018
IMPLEMENTED ON. FEBRUARY 1, 2019
Issued by. State Administration for Market Regulation;
Standardization Administration of the People's Republic of
China.
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative references ... 5
3 Ordering content ... 7
4 Dimensions, shape and weight ... 7
5 Technical requirements ... 9
6 Test methods ... 14
7 Inspection rules ... 15
8 Packaging, marking and quality certification ... 16
Welded austenitic-ferritic (duplex) stainless steel
tubes and pipes – Part 1. Tubes for heat exchanger
1 Scope
This Part of GB/T 21832 specifies the ordering content, dimensions, shape, weight,
technical requirements, test methods, inspection rules, packaging, marking and quality
certification for welded austenitic-ferritic (duplex) stainless steel tubes for heat
exchangers.
This Part applies to welded austenitic-ferritic (duplex) stainless steel tubes for heat
exchangers (hereinafter referred to as steel tubes).
2 Normative references
The following referenced documents are indispensable for the application of this
document. For dated references, only the edition dated applies to this document. For
undated references, the latest edition of the referenced documents (including all
amendments) applies to this document.
GB/T 222, Permissible tolerances for chemical composition of steel products
GB/T 223.11, Iron, steel and alloy – Determination of chromium content – Visual
titration or potentiometric titration method
GB/T 223.18, Methods for chemical analysis of iron, steel and alloy – The sodium
thiosulfate separation iodimetric method for the determination of copper content
GB/T 223.19, Methods for Chemical Analysis of Iron Steel and Alloy – the
Neocuproine-Chloroform Extraction Photometric Method for the Determination of
Copper Content
GB/T 223.25, Methods for chemical analysis of iron, steel and alloy – The
dimethylglyoxime gravimetric method for the determination of nickel content
GB/T 223.26, Iron, steel and alloy – Determination of molybdenum content – The
thiocyanate spectrophotometric method
GB/T 223.28, Methods for chemical analysis of iron steel and alloy – The α-
denzoinoxime gravimetric method for the determination of molybdenum content
GB/T 11170, Stainless steel – Determination of multi-element contents – Spark
discharge atomic emission spectrometric method (Routine method)
GB/T 13305, Micrographic method for determining area content of the α-phases in
stainless steels
GB/T 20066, Steel and iron-sampling and preparation of samples for the
determination of chemical composition
GB/T 20123, Steel and iron – Determination of total carbon and sulfur content
Infrared absorption method after combustion in an induction furnace (routine
method)
GB/T 20124, Steel and iron – Determination of nitrogen content – Thermal
conductimetric method after fusion in a current of inert gas
GB/T 21835, Dimensions and masses per unit length of welded steel pipes
3 Ordering content
Contracts or orders for purchase of steel tubes based on this Part shall include the
following content.
a) a reference to this Part;
b) product name;
c) steel designation;
d) dimensions (outer diameter × wall thickness, in mm);
e) quantity ordered;
f) special requirements.
4 Dimensions, shape and weight
4.1 Outer diameter and wall thickness
4.1.1 The outer diameter D of steel tubes shall not be greater than 203 mm; the wall
thickness S shall not be greater than 8.0 mm; and their dimensions shall be as
specified in GB/T 21835. Steel tubes of other outer diameters and wall thicknesses
can be supplied in accordance with the requirements of the purchaser, which shall be
as agreed on by the supplier and the purchaser.
D – the outer diameter, in mm.
5.6.2 Underwater air-tightness
5.6.2.1 For steel tubes of outer diameter not greater than 50.8 mm, carry out
underwater air-tightness test in place of hydrostatic test one by one. Test pressure for
underwater air-tightness test shall not be less than 1.0 MPa; and test medium is
compressed air. Under the test pressure, steel tubes shall be fully immersed in water;
the standup pressure time shall not be less than 10 s; and steel tubes shall be free
from leakage.
5.6.2.2 Other test pressures can be used for air-tightness test in accordance with the
requirements of the purchaser, which shall be as agreed on by the supplier and the
purchaser and stated in contracts.
5.6.3 Eddy current testing
The supplier can use eddy current testing to replace hydrostatic test. The artificial
defects of contrast sample tubes for eddy current testing shall comply with the
specifications for acceptance level E4H of GB/T 7735-2016.
5.7 Metallographic structure
5.7.1 The metallographic structure of steel tubes shall be austenitic-ferritic; the
austenitic content of the base metal zones shall be 40% ~ 60%; and the austenitic
content of the weld zones (the heat affected zones) shall be 35% ~ 65%.
5.7.2 Austenitic contents of other ranges can be specified, which shall be as agreed
on by the supplier and the purchaser and stated in contracts.
5.8 Surface quality
5.8.1 The inner-outer surfaces of steel tubes shall be smooth, without cracks, folds,
undercuts, lack of penetration or weld sags. These defects shall be removed
completely; the removing depth shall not exceed the lower deviation of nominal wall
thickness; the actual wall thickness at the removing spots shall not be less than the
minimum value allowed by wall thickness.
5.8.2 The surfaces of steel tubes allow the existence of local scratches, indentations
and pits, but their depth shall not exceed 50% of the lower deviation of wall thickness.
Those exceeding can be polished, however, the actual wall thickness at the polishing
spots shall not be less than the minimum value allowed by wall thickness. Other local
defects are allowed, which will not affect the minimum value allowed by wall thickness.
5.8.3 Reinforcements of inner-out welds shall comply with the following specifications.
a) not greater than 0.1 mm for steel tubes of S ≤ 1.0 mm;
steel tubes of each batch
6 Back bend of welded joints
One sample separately taken from two
steel tubes of each batch See 5.5.3
GB/T 2653; see
5.5.3
7 Hydrostatic pressure One by one - GB/T 241
8 Underwater air-tightness One by one - See 5.6.2
9 Eddy current One by one - GB/T 7735-2016
10 Metallographic structure
One sample separately taken from two
steel tubes of each batch GB/T 13305 GB/T 13305
11 Corrosion As agreed on As agreed on As agreed on
Detrimental
intermetallic
phase
As agreed on As agreed on As agreed on
7 Inspection rules
7.1 Inspection and acceptance
The inspection and acceptance of steel tubes shall be carried out by the quality and
technology supervision department of the supplier.
7.2 Group-batch rules
Except that chemical composition can be inspected and accepted by furnace, the other
test items of steel tubes shall be inspected and accepted by batch. Each batch consist
of steel tubes of the same designation, heat number, specification, welding process
and heat treatment system (heat). The quantity of each batch of steel tubes...
Share