1
/
of
6
www.ChineseStandard.us -- Field Test Asia Pte. Ltd.
GB/T 37207-2018 English PDF (GB/T37207-2018)
GB/T 37207-2018 English PDF (GB/T37207-2018)
Regular price
$175.00
Regular price
Sale price
$175.00
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
GB/T 37207-2018: Electrochemical performance test of lithium nickel cobalt manganese oxide - Test method for discharge plateau capacity ratio and cycle life
Delivery: 9 seconds. Download (& Email) true-PDF + Invoice.
Get Quotation: Click GB/T 37207-2018 (Self-service in 1-minute)
Historical versions (Master-website): GB/T 37207-2018
Preview True-PDF (Reload/Scroll-down if blank)
GB/T 37207-2018
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 77.160
H 21
Electrochemical performance test of lithium nickel
cobalt manganese oxide - Test method for discharge
plateau capacity ratio and cycle life
ISSUED ON: DECEMBER 28, 2018
IMPLEMENTED ON: NOVEMBER 01, 2019
Issued by: State Administration for Market Regulation;
Standardization Administration of the PRC.
Table of Contents
Foreword ... 3
1 Scope ... 4
2 Normative references ... 4
3 Reagents and materials ... 4
4 Instruments and equipment ... 6
5 Test procedures ... 7
6 Test report ... 13
Electrochemical performance test of lithium nickel
cobalt manganese oxide - Test method for discharge
plateau capacity ratio and cycle life
1 Scope
This Standard specifies the test method for discharge plateau capacity ratio and
cycle life for lithium nickel cobalt manganese oxide of lithium-ion battery
cathode material.
This Standard applies to the testing of discharge plateau capacity ratio and
cycle life for lithium nickel cobalt manganese oxide of lithium-ion battery
cathode material.
2 Normative references
The following documents are indispensable for the application of this document.
For the dated references, only the editions with the dates indicated are
applicable to this document. For the undated references, the latest edition
(including all the amendments) are applicable to this document.
GB/T 18287-2013 General specification of lithium-ion cells and batteries for
mobile phone
3 Reagents and materials
3.1 Lithium nickel cobalt manganese oxide: D50 is 7 μm ~ 15 μm. The specific
surface area is 0.2 m2/g ~ 1.0 m2/g. The sampling amount is 2.0 kg ~ 5.0 kg.
3.2 Graphite anode: D50 is 12.0 μm ~ 20.0 μm. The discharge specific capacity
of the first cycle is ≥ 320.0 mA • h/g. The charge-discharge coulombic
efficiency of the first cycle is ≥ 88.0%.
3.3 Lithium-ion battery diaphragm: Polyolefin porous diaphragm. Porosity 35.0%
~ 60.0%; air permeability 300 s/100 mL ~ 700 s/100 mL; average pore size ≤
1.0 μm; thickness 9.0 μm ~ 32.0 μm; length 720 mm±1.0 mm; width 47 mm±0.5
mm.
3.4 Lithium-ion battery electrolyte: Lithium-ion battery electrolyte consisting of
4 Instruments and equipment
4.1 Electronic balance: The range is 5000 g, accurate to 0.1 g.
4.2 Spiral micrometer.
4.3 Ruler: Made of stainless steel. The range is 100 cm, accurate to 0.5 mm.
4.4 Vacuum mixer.
4.5 Lithium battery pole piece coating machine.
4.6 Pole piece punching machine: Punching die size is φ50 mm ~ φ100 mm.
4.7 Slitting machine.
4.8 Roller machine.
4.9 Adjustable slitting machine.
4.10 Ultrasonic welder.
4.11 Spot-welder.
4.12 Winding machine.
4.13 Battery flat press.
4.14 Aluminum-plastic film heat sealing machine.
4.15 Argon glove box: Water vapor and oxygen content are not more than
0.0005%.
4.16 Injector: 20 mL.
4.17 Vacuum oven.
4.18 Electric blast drying oven.
4.19 Lithium-ion battery electrochemical performance tester.
4.20 Banister brush.
4.21 Rubber pipette bulb.
4.22 Oil-free vacuum pump.
the vacuum mixer in stages for mixing and stirring, so that various materials
are uniformly mixed.
5.2.2.2 During the whole process of mixing and stirring, the temperature of the
positive electrode slurry is controlled below 40 °C; and the viscosity is controlled
at 6000 mPa • s ~ 10000 mPa • s. Finally, after slow stirring, vacuum is applied;
and the slurry is discharged to enter the next process.
5.2.3 Coating
5.2.3.1 Coating shall be carried out under environmental conditions of relative
humidity ≤ 30.0% and temperature ≤ 35 °C. The instruments and equipment
used shall be clean.
5.2.3.2 USE a lithium battery pole piece coating machine (4.5) to uniformly coat
the mixed positive electrode slurry on both sides of an aluminum foil (3.12).
USE a spiral micrometer (4.2) to measure the thickness of the coated positive
plate.
5.2.3.3 The preparation process of the positive plate coating is strictly controlled.
The baking temperature at the time of coating shall not be higher than 130 °C.
The thickness shall be consistent. The test data is recorded.
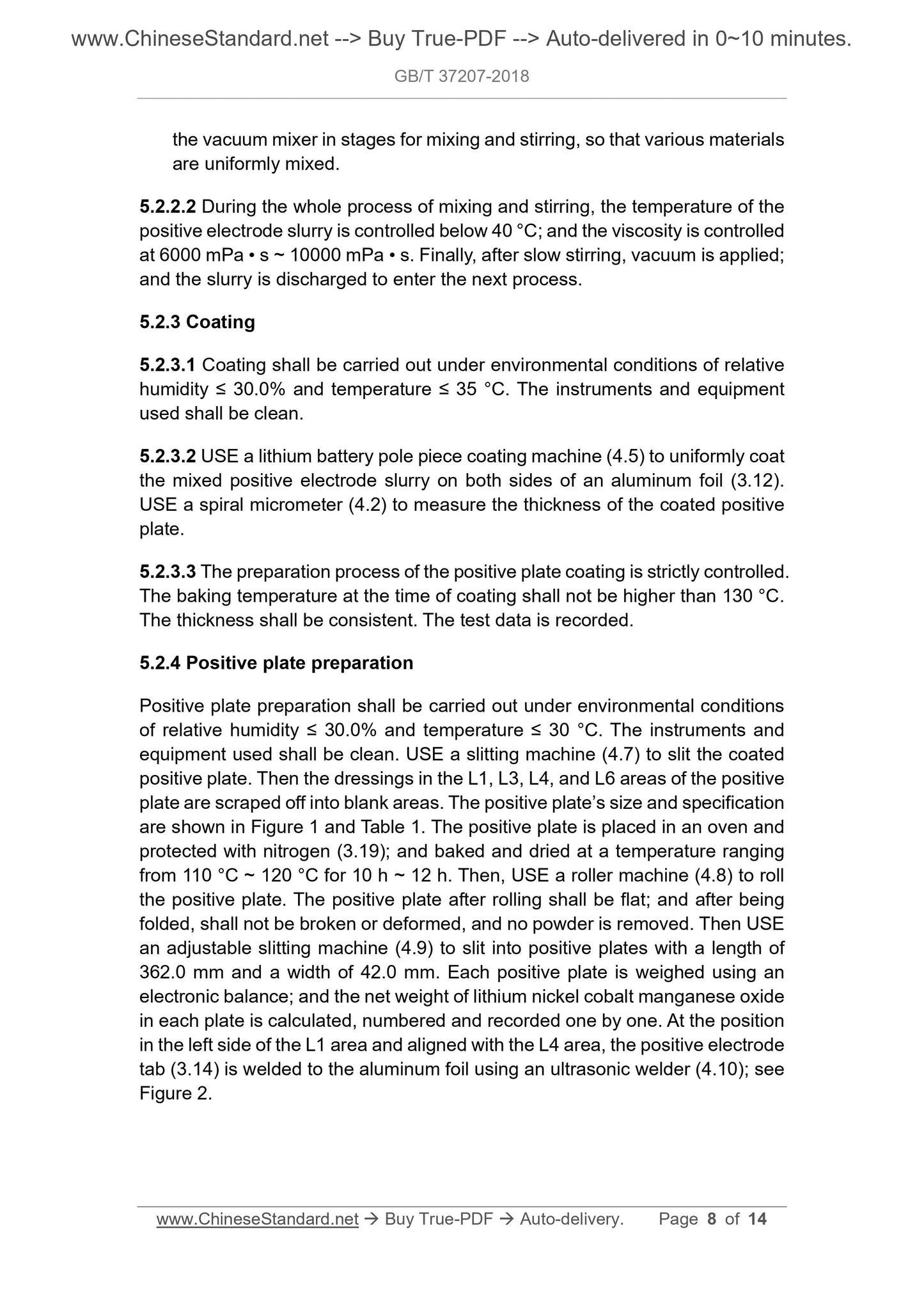
5.2.4 Positive plate preparation
Positive plate preparation shall be carried out under environmental conditions
of relative humidity ≤ 30.0% and temperature ≤ 30 °C. The instruments and
equipment used shall be clean. USE a slitting machine (4.7) to slit the coated
positive plate. Then the dressings in the L1, L3, L4, and L6 areas of the positive
plate are scraped off into blank areas. The positive plate’s size and specification
are shown in Figure 1 and Table 1. The positive plate is placed in an oven and
protected with nitrogen (3.19); and baked and dried at a temperature ranging
from 110 °C ~ 120 °C for 10 h ~ 12 h. Then, USE a roller machine (4.8) to roll
the positive plate. The positive plate after rolling shall be flat; and after being
folded, shall not be broken or deformed, and no powder is removed. Then USE
an adjustable slitting machine (4.9) to slit into positive plates with a length of
362.0 mm and a width of 42.0 mm. Each positive plate is weighed using an
electronic balance; and the net weight of lithium nickel cobalt manganese oxide
in each plate is calculated, numbered and recorded one by one. At the position
in the left side of the L1 area and aligned with the L4 area, the positive electrode
tab (3.14) is welded to the aluminum foil using an ultrasonic welder (4.10); see
Figure 2.
portions). Then DISPERSE and stir until the CMC is completely dissolved
into the deionized water;
- The weighed carbon black conductive agent is added to the vacuum mixer
for mixing and stirring, so that various materials are uniformly mixed;
- The weighed graphite is gradually added to the vacuum mixer in stages for
mixing and stirring, so that various materials are uniformly mixed;
- ADD SBR for slow stirring until completely dispersed.
5.3.2.2 During the whole process of mixing and stirring, the temperature of the
negative electrode slurry is controlled below 40 °C; and the viscosity is
controlled at 1500 mPa • s ~ 3000 mPa • s. Finally, after slow stirring, vacuum
is applied; and the slurry is discharged.
5.3.3 Coating
5.3.3.1 Coating shall be carried out under environmental conditions of relative
humidity ≤ 50.0% and temperature ≤ 35 °C. The instruments and equipment
used shall be clean.
5.3.3.2 USE a lithium battery pole piece coating machine to uniformly coat the
mixed negative electrode slurry on both sides of a copper foil (3.13). USE a
spiral micrometer to measure the thickness of the coated negative plate.
5.3.3.3 The preparation process of the negative plate coating is strictly
controlled. The baking temperature at the time of coating shall not be higher
than 110 °C. The thickness shall be consistent. The test data is recorded.
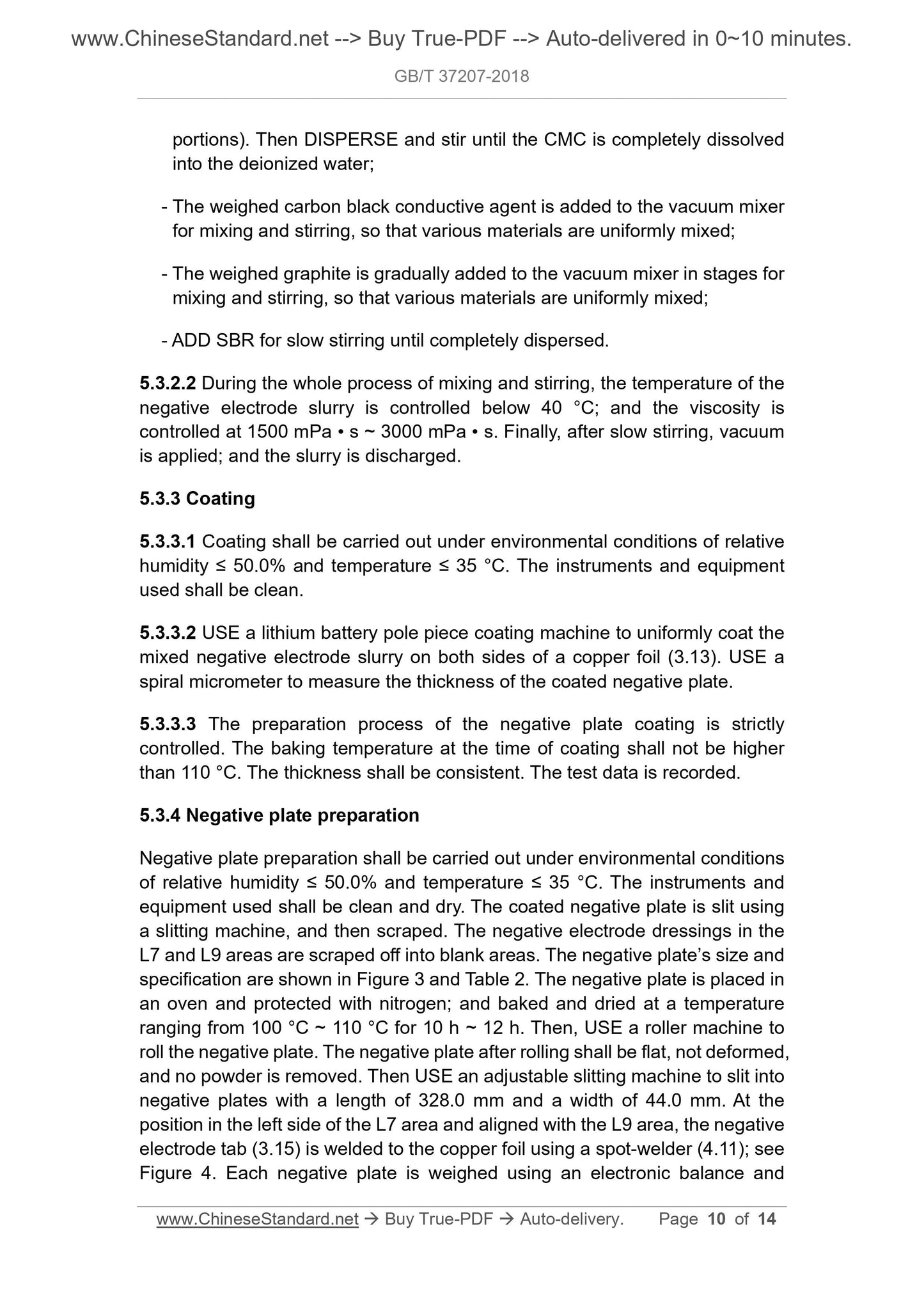
5.3.4 Negative plate preparation
Negative plate preparation shall be carried out under environmental conditions
of relative humidity ≤ 50.0% and temperature ≤ 35 °C. The instruments and
equipment used shall be clean and dry. The coated negative plate is slit using
a slitting machine, and then scraped. The negative electrode dressings in the
L7 and L9 areas are scraped off into blank areas. The negative plate’s size and
specification are shown in Figure 3 and Table 2. The negative plate is placed in
an oven and protected with nitrogen; and baked and dried at a temperature
ranging from 100 °C ~ 110 °C for 10 h ~ 12 h. Then, USE a roller machine to
roll the negative plate. The negative plate after rolling shall be flat, not deformed,
and no powder is removed. Then USE an adjustable slitting machine to slit into
negative plates with a length of 328.0 mm and a width of 44.0 mm. At the
position in the left side of the L7 area and aligned with the L9 area, the negative
electrode tab (3.15) is welded to the copper foil using a spot-welder (4.11); see
Figure 4. Each negative plate is weighed using an electronic balance and
GB/T 37207-2018
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 77.160
H 21
Electrochemical performance test of lithium nickel
cobalt manganese oxide - Test method for discharge
plateau capacity ratio and cycle life
ISSUED ON: DECEMBER 28, 2018
IMPLEMENTED ON: NOVEMBER 01, 2019
Issued by: State Administration for Market Regulation;
Standardization Administration of the PRC.
Table of Contents
Foreword ... 3
1 Scope ... 4
2 Normative references ... 4
3 Reagents and materials ... 4
4 Instruments and equipment ... 6
5 Test procedures ... 7
6 Test report ... 13
Electrochemical performance test of lithium nickel
cobalt manganese oxide - Test method for discharge
plateau capacity ratio and cycle life
1 Scope
This Standard specifies the test method for discharge plateau capacity ratio and
cycle life for lithium nickel cobalt manganese oxide of lithium-ion battery
cathode material.
This Standard applies to the testing of discharge plateau capacity ratio and
cycle life for lithium nickel cobalt manganese oxide of lithium-ion battery
cathode material.
2 Normative references
The following documents are indispensable for the application of this document.
For the dated references, only the editions with the dates indicated are
applicable to this document. For the undated references, the latest edition
(including all the amendments) are applicable to this document.
GB/T 18287-2013 General specification of lithium-ion cells and batteries for
mobile phone
3 Reagents and materials
3.1 Lithium nickel cobalt manganese oxide: D50 is 7 μm ~ 15 μm. The specific
surface area is 0.2 m2/g ~ 1.0 m2/g. The sampling amount is 2.0 kg ~ 5.0 kg.
3.2 Graphite anode: D50 is 12.0 μm ~ 20.0 μm. The discharge specific capacity
of the first cycle is ≥ 320.0 mA • h/g. The charge-discharge coulombic
efficiency of the first cycle is ≥ 88.0%.
3.3 Lithium-ion battery diaphragm: Polyolefin porous diaphragm. Porosity 35.0%
~ 60.0%; air permeability 300 s/100 mL ~ 700 s/100 mL; average pore size ≤
1.0 μm; thickness 9.0 μm ~ 32.0 μm; length 720 mm±1.0 mm; width 47 mm±0.5
mm.
3.4 Lithium-ion battery electrolyte: Lithium-ion battery electrolyte consisting of
4 Instruments and equipment
4.1 Electronic balance: The range is 5000 g, accurate to 0.1 g.
4.2 Spiral micrometer.
4.3 Ruler: Made of stainless steel. The range is 100 cm, accurate to 0.5 mm.
4.4 Vacuum mixer.
4.5 Lithium battery pole piece coating machine.
4.6 Pole piece punching machine: Punching die size is φ50 mm ~ φ100 mm.
4.7 Slitting machine.
4.8 Roller machine.
4.9 Adjustable slitting machine.
4.10 Ultrasonic welder.
4.11 Spot-welder.
4.12 Winding machine.
4.13 Battery flat press.
4.14 Aluminum-plastic film heat sealing machine.
4.15 Argon glove box: Water vapor and oxygen content are not more than
0.0005%.
4.16 Injector: 20 mL.
4.17 Vacuum oven.
4.18 Electric blast drying oven.
4.19 Lithium-ion battery electrochemical performance tester.
4.20 Banister brush.
4.21 Rubber pipette bulb.
4.22 Oil-free vacuum pump.
the vacuum mixer in stages for mixing and stirring, so that various materials
are uniformly mixed.
5.2.2.2 During the whole process of mixing and stirring, the temperature of the
positive electrode slurry is controlled below 40 °C; and the viscosity is controlled
at 6000 mPa • s ~ 10000 mPa • s. Finally, after slow stirring, vacuum is applied;
and the slurry is discharged to enter the next process.
5.2.3 Coating
5.2.3.1 Coating shall be carried out under environmental conditions of relative
humidity ≤ 30.0% and temperature ≤ 35 °C. The instruments and equipment
used shall be clean.
5.2.3.2 USE a lithium battery pole piece coating machine (4.5) to uniformly coat
the mixed positive electrode slurry on both sides of an aluminum foil (3.12).
USE a spiral micrometer (4.2) to measure the thickness of the coated positive
plate.
5.2.3.3 The preparation process of the positive plate coating is strictly controlled.
The baking temperature at the time of coating shall not be higher than 130 °C.
The thickness shall be consistent. The test data is recorded.
5.2.4 Positive plate preparation
Positive plate preparation shall be carried out under environmental conditions
of relative humidity ≤ 30.0% and temperature ≤ 30 °C. The instruments and
equipment used shall be clean. USE a slitting machine (4.7) to slit the coated
positive plate. Then the dressings in the L1, L3, L4, and L6 areas of the positive
plate are scraped off into blank areas. The positive plate’s size and specification
are shown in Figure 1 and Table 1. The positive plate is placed in an oven and
protected with nitrogen (3.19); and baked and dried at a temperature ranging
from 110 °C ~ 120 °C for 10 h ~ 12 h. Then, USE a roller machine (4.8) to roll
the positive plate. The positive plate after rolling shall be flat; and after being
folded, shall not be broken or deformed, and no powder is removed. Then USE
an adjustable slitting machine (4.9) to slit into positive plates with a length of
362.0 mm and a width of 42.0 mm. Each positive plate is weighed using an
electronic balance; and the net weight of lithium nickel cobalt manganese oxide
in each plate is calculated, numbered and recorded one by one. At the position
in the left side of the L1 area and aligned with the L4 area, the positive electrode
tab (3.14) is welded to the aluminum foil using an ultrasonic welder (4.10); see
Figure 2.
portions). Then DISPERSE and stir until the CMC is completely dissolved
into the deionized water;
- The weighed carbon black conductive agent is added to the vacuum mixer
for mixing and stirring, so that various materials are uniformly mixed;
- The weighed graphite is gradually added to the vacuum mixer in stages for
mixing and stirring, so that various materials are uniformly mixed;
- ADD SBR for slow stirring until completely dispersed.
5.3.2.2 During the whole process o...
Delivery: 9 seconds. Download (& Email) true-PDF + Invoice.
Get Quotation: Click GB/T 37207-2018 (Self-service in 1-minute)
Historical versions (Master-website): GB/T 37207-2018
Preview True-PDF (Reload/Scroll-down if blank)
GB/T 37207-2018
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 77.160
H 21
Electrochemical performance test of lithium nickel
cobalt manganese oxide - Test method for discharge
plateau capacity ratio and cycle life
ISSUED ON: DECEMBER 28, 2018
IMPLEMENTED ON: NOVEMBER 01, 2019
Issued by: State Administration for Market Regulation;
Standardization Administration of the PRC.
Table of Contents
Foreword ... 3
1 Scope ... 4
2 Normative references ... 4
3 Reagents and materials ... 4
4 Instruments and equipment ... 6
5 Test procedures ... 7
6 Test report ... 13
Electrochemical performance test of lithium nickel
cobalt manganese oxide - Test method for discharge
plateau capacity ratio and cycle life
1 Scope
This Standard specifies the test method for discharge plateau capacity ratio and
cycle life for lithium nickel cobalt manganese oxide of lithium-ion battery
cathode material.
This Standard applies to the testing of discharge plateau capacity ratio and
cycle life for lithium nickel cobalt manganese oxide of lithium-ion battery
cathode material.
2 Normative references
The following documents are indispensable for the application of this document.
For the dated references, only the editions with the dates indicated are
applicable to this document. For the undated references, the latest edition
(including all the amendments) are applicable to this document.
GB/T 18287-2013 General specification of lithium-ion cells and batteries for
mobile phone
3 Reagents and materials
3.1 Lithium nickel cobalt manganese oxide: D50 is 7 μm ~ 15 μm. The specific
surface area is 0.2 m2/g ~ 1.0 m2/g. The sampling amount is 2.0 kg ~ 5.0 kg.
3.2 Graphite anode: D50 is 12.0 μm ~ 20.0 μm. The discharge specific capacity
of the first cycle is ≥ 320.0 mA • h/g. The charge-discharge coulombic
efficiency of the first cycle is ≥ 88.0%.
3.3 Lithium-ion battery diaphragm: Polyolefin porous diaphragm. Porosity 35.0%
~ 60.0%; air permeability 300 s/100 mL ~ 700 s/100 mL; average pore size ≤
1.0 μm; thickness 9.0 μm ~ 32.0 μm; length 720 mm±1.0 mm; width 47 mm±0.5
mm.
3.4 Lithium-ion battery electrolyte: Lithium-ion battery electrolyte consisting of
4 Instruments and equipment
4.1 Electronic balance: The range is 5000 g, accurate to 0.1 g.
4.2 Spiral micrometer.
4.3 Ruler: Made of stainless steel. The range is 100 cm, accurate to 0.5 mm.
4.4 Vacuum mixer.
4.5 Lithium battery pole piece coating machine.
4.6 Pole piece punching machine: Punching die size is φ50 mm ~ φ100 mm.
4.7 Slitting machine.
4.8 Roller machine.
4.9 Adjustable slitting machine.
4.10 Ultrasonic welder.
4.11 Spot-welder.
4.12 Winding machine.
4.13 Battery flat press.
4.14 Aluminum-plastic film heat sealing machine.
4.15 Argon glove box: Water vapor and oxygen content are not more than
0.0005%.
4.16 Injector: 20 mL.
4.17 Vacuum oven.
4.18 Electric blast drying oven.
4.19 Lithium-ion battery electrochemical performance tester.
4.20 Banister brush.
4.21 Rubber pipette bulb.
4.22 Oil-free vacuum pump.
the vacuum mixer in stages for mixing and stirring, so that various materials
are uniformly mixed.
5.2.2.2 During the whole process of mixing and stirring, the temperature of the
positive electrode slurry is controlled below 40 °C; and the viscosity is controlled
at 6000 mPa • s ~ 10000 mPa • s. Finally, after slow stirring, vacuum is applied;
and the slurry is discharged to enter the next process.
5.2.3 Coating
5.2.3.1 Coating shall be carried out under environmental conditions of relative
humidity ≤ 30.0% and temperature ≤ 35 °C. The instruments and equipment
used shall be clean.
5.2.3.2 USE a lithium battery pole piece coating machine (4.5) to uniformly coat
the mixed positive electrode slurry on both sides of an aluminum foil (3.12).
USE a spiral micrometer (4.2) to measure the thickness of the coated positive
plate.
5.2.3.3 The preparation process of the positive plate coating is strictly controlled.
The baking temperature at the time of coating shall not be higher than 130 °C.
The thickness shall be consistent. The test data is recorded.
5.2.4 Positive plate preparation
Positive plate preparation shall be carried out under environmental conditions
of relative humidity ≤ 30.0% and temperature ≤ 30 °C. The instruments and
equipment used shall be clean. USE a slitting machine (4.7) to slit the coated
positive plate. Then the dressings in the L1, L3, L4, and L6 areas of the positive
plate are scraped off into blank areas. The positive plate’s size and specification
are shown in Figure 1 and Table 1. The positive plate is placed in an oven and
protected with nitrogen (3.19); and baked and dried at a temperature ranging
from 110 °C ~ 120 °C for 10 h ~ 12 h. Then, USE a roller machine (4.8) to roll
the positive plate. The positive plate after rolling shall be flat; and after being
folded, shall not be broken or deformed, and no powder is removed. Then USE
an adjustable slitting machine (4.9) to slit into positive plates with a length of
362.0 mm and a width of 42.0 mm. Each positive plate is weighed using an
electronic balance; and the net weight of lithium nickel cobalt manganese oxide
in each plate is calculated, numbered and recorded one by one. At the position
in the left side of the L1 area and aligned with the L4 area, the positive electrode
tab (3.14) is welded to the aluminum foil using an ultrasonic welder (4.10); see
Figure 2.
portions). Then DISPERSE and stir until the CMC is completely dissolved
into the deionized water;
- The weighed carbon black conductive agent is added to the vacuum mixer
for mixing and stirring, so that various materials are uniformly mixed;
- The weighed graphite is gradually added to the vacuum mixer in stages for
mixing and stirring, so that various materials are uniformly mixed;
- ADD SBR for slow stirring until completely dispersed.
5.3.2.2 During the whole process of mixing and stirring, the temperature of the
negative electrode slurry is controlled below 40 °C; and the viscosity is
controlled at 1500 mPa • s ~ 3000 mPa • s. Finally, after slow stirring, vacuum
is applied; and the slurry is discharged.
5.3.3 Coating
5.3.3.1 Coating shall be carried out under environmental conditions of relative
humidity ≤ 50.0% and temperature ≤ 35 °C. The instruments and equipment
used shall be clean.
5.3.3.2 USE a lithium battery pole piece coating machine to uniformly coat the
mixed negative electrode slurry on both sides of a copper foil (3.13). USE a
spiral micrometer to measure the thickness of the coated negative plate.
5.3.3.3 The preparation process of the negative plate coating is strictly
controlled. The baking temperature at the time of coating shall not be higher
than 110 °C. The thickness shall be consistent. The test data is recorded.
5.3.4 Negative plate preparation
Negative plate preparation shall be carried out under environmental conditions
of relative humidity ≤ 50.0% and temperature ≤ 35 °C. The instruments and
equipment used shall be clean and dry. The coated negative plate is slit using
a slitting machine, and then scraped. The negative electrode dressings in the
L7 and L9 areas are scraped off into blank areas. The negative plate’s size and
specification are shown in Figure 3 and Table 2. The negative plate is placed in
an oven and protected with nitrogen; and baked and dried at a temperature
ranging from 100 °C ~ 110 °C for 10 h ~ 12 h. Then, USE a roller machine to
roll the negative plate. The negative plate after rolling shall be flat, not deformed,
and no powder is removed. Then USE an adjustable slitting machine to slit into
negative plates with a length of 328.0 mm and a width of 44.0 mm. At the
position in the left side of the L7 area and aligned with the L9 area, the negative
electrode tab (3.15) is welded to the copper foil using a spot-welder (4.11); see
Figure 4. Each negative plate is weighed using an electronic balance and
GB/T 37207-2018
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 77.160
H 21
Electrochemical performance test of lithium nickel
cobalt manganese oxide - Test method for discharge
plateau capacity ratio and cycle life
ISSUED ON: DECEMBER 28, 2018
IMPLEMENTED ON: NOVEMBER 01, 2019
Issued by: State Administration for Market Regulation;
Standardization Administration of the PRC.
Table of Contents
Foreword ... 3
1 Scope ... 4
2 Normative references ... 4
3 Reagents and materials ... 4
4 Instruments and equipment ... 6
5 Test procedures ... 7
6 Test report ... 13
Electrochemical performance test of lithium nickel
cobalt manganese oxide - Test method for discharge
plateau capacity ratio and cycle life
1 Scope
This Standard specifies the test method for discharge plateau capacity ratio and
cycle life for lithium nickel cobalt manganese oxide of lithium-ion battery
cathode material.
This Standard applies to the testing of discharge plateau capacity ratio and
cycle life for lithium nickel cobalt manganese oxide of lithium-ion battery
cathode material.
2 Normative references
The following documents are indispensable for the application of this document.
For the dated references, only the editions with the dates indicated are
applicable to this document. For the undated references, the latest edition
(including all the amendments) are applicable to this document.
GB/T 18287-2013 General specification of lithium-ion cells and batteries for
mobile phone
3 Reagents and materials
3.1 Lithium nickel cobalt manganese oxide: D50 is 7 μm ~ 15 μm. The specific
surface area is 0.2 m2/g ~ 1.0 m2/g. The sampling amount is 2.0 kg ~ 5.0 kg.
3.2 Graphite anode: D50 is 12.0 μm ~ 20.0 μm. The discharge specific capacity
of the first cycle is ≥ 320.0 mA • h/g. The charge-discharge coulombic
efficiency of the first cycle is ≥ 88.0%.
3.3 Lithium-ion battery diaphragm: Polyolefin porous diaphragm. Porosity 35.0%
~ 60.0%; air permeability 300 s/100 mL ~ 700 s/100 mL; average pore size ≤
1.0 μm; thickness 9.0 μm ~ 32.0 μm; length 720 mm±1.0 mm; width 47 mm±0.5
mm.
3.4 Lithium-ion battery electrolyte: Lithium-ion battery electrolyte consisting of
4 Instruments and equipment
4.1 Electronic balance: The range is 5000 g, accurate to 0.1 g.
4.2 Spiral micrometer.
4.3 Ruler: Made of stainless steel. The range is 100 cm, accurate to 0.5 mm.
4.4 Vacuum mixer.
4.5 Lithium battery pole piece coating machine.
4.6 Pole piece punching machine: Punching die size is φ50 mm ~ φ100 mm.
4.7 Slitting machine.
4.8 Roller machine.
4.9 Adjustable slitting machine.
4.10 Ultrasonic welder.
4.11 Spot-welder.
4.12 Winding machine.
4.13 Battery flat press.
4.14 Aluminum-plastic film heat sealing machine.
4.15 Argon glove box: Water vapor and oxygen content are not more than
0.0005%.
4.16 Injector: 20 mL.
4.17 Vacuum oven.
4.18 Electric blast drying oven.
4.19 Lithium-ion battery electrochemical performance tester.
4.20 Banister brush.
4.21 Rubber pipette bulb.
4.22 Oil-free vacuum pump.
the vacuum mixer in stages for mixing and stirring, so that various materials
are uniformly mixed.
5.2.2.2 During the whole process of mixing and stirring, the temperature of the
positive electrode slurry is controlled below 40 °C; and the viscosity is controlled
at 6000 mPa • s ~ 10000 mPa • s. Finally, after slow stirring, vacuum is applied;
and the slurry is discharged to enter the next process.
5.2.3 Coating
5.2.3.1 Coating shall be carried out under environmental conditions of relative
humidity ≤ 30.0% and temperature ≤ 35 °C. The instruments and equipment
used shall be clean.
5.2.3.2 USE a lithium battery pole piece coating machine (4.5) to uniformly coat
the mixed positive electrode slurry on both sides of an aluminum foil (3.12).
USE a spiral micrometer (4.2) to measure the thickness of the coated positive
plate.
5.2.3.3 The preparation process of the positive plate coating is strictly controlled.
The baking temperature at the time of coating shall not be higher than 130 °C.
The thickness shall be consistent. The test data is recorded.
5.2.4 Positive plate preparation
Positive plate preparation shall be carried out under environmental conditions
of relative humidity ≤ 30.0% and temperature ≤ 30 °C. The instruments and
equipment used shall be clean. USE a slitting machine (4.7) to slit the coated
positive plate. Then the dressings in the L1, L3, L4, and L6 areas of the positive
plate are scraped off into blank areas. The positive plate’s size and specification
are shown in Figure 1 and Table 1. The positive plate is placed in an oven and
protected with nitrogen (3.19); and baked and dried at a temperature ranging
from 110 °C ~ 120 °C for 10 h ~ 12 h. Then, USE a roller machine (4.8) to roll
the positive plate. The positive plate after rolling shall be flat; and after being
folded, shall not be broken or deformed, and no powder is removed. Then USE
an adjustable slitting machine (4.9) to slit into positive plates with a length of
362.0 mm and a width of 42.0 mm. Each positive plate is weighed using an
electronic balance; and the net weight of lithium nickel cobalt manganese oxide
in each plate is calculated, numbered and recorded one by one. At the position
in the left side of the L1 area and aligned with the L4 area, the positive electrode
tab (3.14) is welded to the aluminum foil using an ultrasonic welder (4.10); see
Figure 2.
portions). Then DISPERSE and stir until the CMC is completely dissolved
into the deionized water;
- The weighed carbon black conductive agent is added to the vacuum mixer
for mixing and stirring, so that various materials are uniformly mixed;
- The weighed graphite is gradually added to the vacuum mixer in stages for
mixing and stirring, so that various materials are uniformly mixed;
- ADD SBR for slow stirring until completely dispersed.
5.3.2.2 During the whole process o...
Share