1
/
of
7
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
GB/T 5193-2020 English PDF (GBT5193-2020)
GB/T 5193-2020 English PDF (GBT5193-2020)
Regular price
$195.00 USD
Regular price
Sale price
$195.00 USD
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click GB/T 5193-2020
Historical versions: GB/T 5193-2020
Preview True-PDF (Reload/Scroll if blank)
GB/T 5193-2020: Method of ultrasonic inspection for wrought titanium and titanium alloy products
GB/T 5193-2020
GB
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 77.120.50
H 26
Replacing GB/T 5193-2007
Method of ultrasonic inspection for wrought titanium
and titanium alloy products
ISSUED ON: MARCH 06, 2020
IMPLEMENTED ON: FEBRUARY 01, 2021
Issued by: State Administration for Market Regulation;
Standardization Administration of the People's Republic of
China.
Table of Contents
Foreword ... 3
1 Scope ... 6
2 Normative references ... 6
3 Principle ... 6
4 Test conditions ... 7
5 Instruments and equipment... 7
6 Samples ... 8
7 Contrast test blocks ... 8
8 Test steps ... 10
9 Determination of test results ... 12
10 Testing record and report ... 13
Annex A (normative) Requirements for contrast test blocks ... 14
Annex B (informative) Burial depth of artificial reflector of some specification
sample rods by zoned testing ... 16
Annex C (informative) Zoned testing area, probe, water distance ... 17
Foreword
This Standard was drafted in accordance with the rules given in GB/T 1.1-2009.
This Standard replaces GB/T 5193-2007 “Method of ultrasonic inspection for
wrought titanium and titanium alloy products”.
Compared with GB/T 5193-2007, in addition to the editorial modifications, the
main technical changes in this Standard are as follows:
- the scope of application is expanded from "cross-sectional thickness is
greater than 6mm~230mm" to "cross-sectional thickness is 6mm~500mm"
(see Clause 1 of this Edition, Clause 1 of Edition 2007”;
- added the element “Principle” (see Clause 3 of this Edition);
- added the element “Test conditions” (see Clause 4 of this Edition);
- in the requirement for testing personnel, added “carry out technical
qualification training and appraisal according to relevant requirements of
GB/T 9445 or corresponding standards” (see 4.2 of this Edition, 3.3 of
Edition 2007);
- added the requirements such as “high frequency electric pulse that the
pulse reflection ultrasonic flaw detector can generate, receive and display
to meet the frequency and energy level requirements, can work between
2.25MHz~10MHz and 1MHz~20MHz bandwidth” (see 5.1 of this Edition,
4.1 of Edition 2007);
- modified the probe working frequency and recommended products to be
inspected (see 5.2 of this Edition, 4.2 of Edition 2007);
- modified the diameter of the bar that prefers the water immersion focusing
method from "Φ6mm~Φ45mm" to "Φ6mm~Φ80mm" (see 5.2 of this Edition,
3.2 of Edition 2007);
- added the requirements for testing system (see 5.4 of this Edition);
- modified the requirements for the burial depths of contract blocks and flat
holes (see Clause 7 and Table 2 of this Edition, Clause 5 and Table 1 of
Edition 2007);
- added the table note: For the partitioned flooding detection of products
larger than 120mm, the longitudinal wave calibration reflector can be
determined according to the number of partitions (see Table 2 and Annex B
of this Edition);
Method of ultrasonic inspection for wrought titanium
and titanium alloy products
1 Scope
This Standard specifies the principle, test conditions, instruments and
equipment, samples, contrast test blocks, test procedures, evaluation of test
results, test records and reports for ultrasonic inspection for titanium and
titanium alloy products.
This Standard is applicable to the ultrasonic inspection for titanium and titanium
alloy products of which the cross-section thickness is 6mm~500mm. The
titanium and titanium alloy products of other specifications may refer to this
Standard for implementation.
2 Normative references
The following referenced documents are indispensable for the application of
this document. For dated references, only the edition cited applies. For undated
references, the latest edition of the referenced document (including any
amendments) applies.
GB/T 9445, Non-destructive testing - Qualification and certification of
personnel
JB/T 10061, Commonly used specification for A-mode ultrasonic flaw
detector using pulse echo technique
3 Principle
Ultrasound generated by the sound source enters the inspected workpiece and
propagates forward with a certain direction and speed. Part of the sound wave
is reflected when it encounters an interface with different acoustic impedances.
The reflected ultrasonic waves are processed and analyzed after being
received by the testing equipment, so as to evaluate whether there are defects
in the workpiece and the characteristics of the defects. It is mainly used to
detect internal defects of titanium and titanium alloy products, such as cracks,
pores, looseness and other discontinuities on exposed or unexposed tissues.
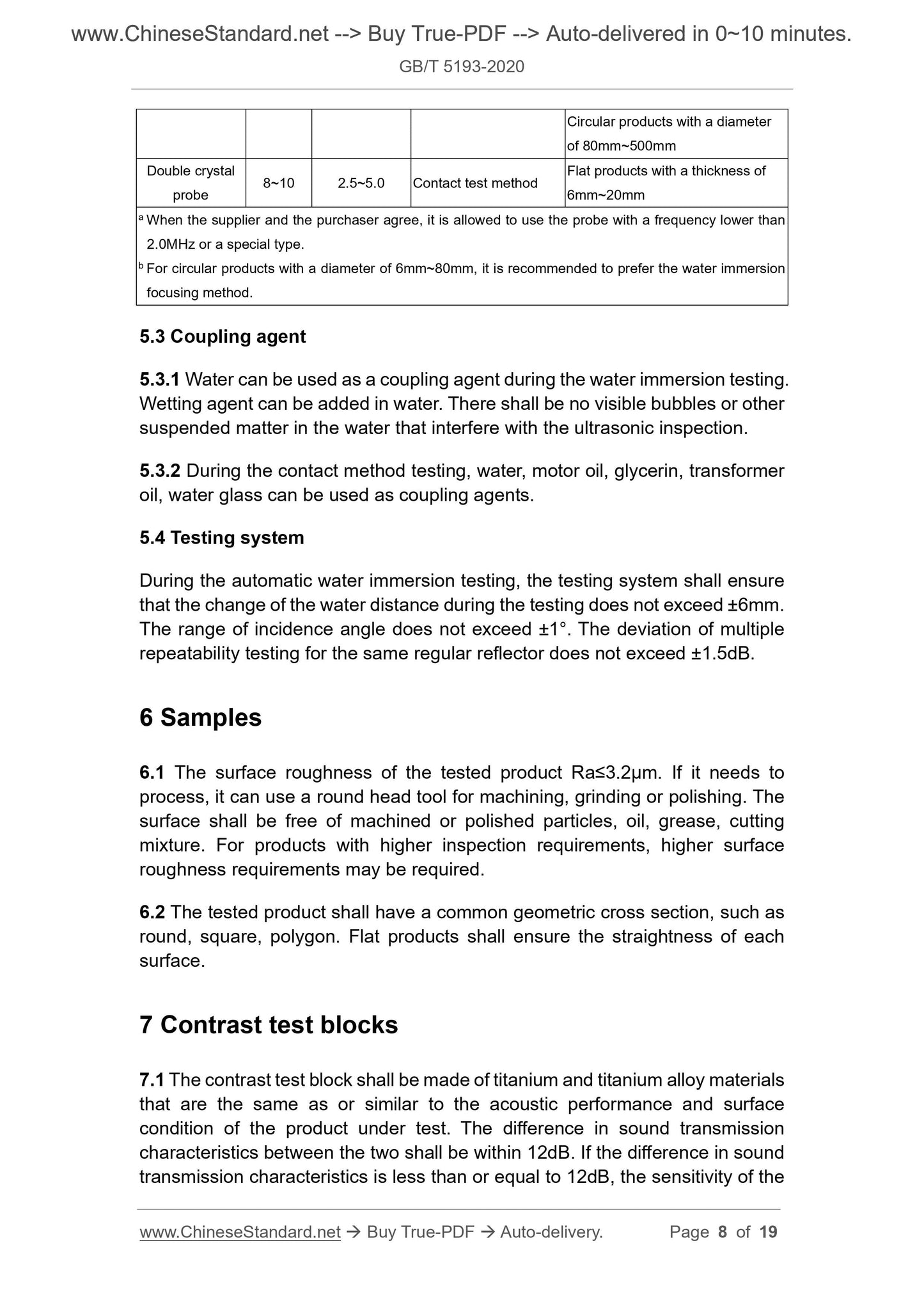
Circular products with a diameter
of 80mm~500mm
Double crystal
probe 8~10 2.5~5.0 Contact test method
Flat products with a thickness of
6mm~20mm
a When the supplier and the purchaser agree, it is allowed to use the probe with a frequency lower than
2.0MHz or a special type.
b For circular products with a diameter of 6mm~80mm, it is recommended to prefer the water immersion
focusing method.
5.3 Coupling agent
5.3.1 Water can be used as a coupling agent during the water immersion testing.
Wetting agent can be added in water. There shall be no visible bubbles or other
suspended matter in the water that interfere with the ultrasonic inspection.
5.3.2 During the contact method testing, water, motor oil, glycerin, transformer
oil, water glass can be used as coupling agents.
5.4 Testing system
During the automatic water immersion testing, the testing system shall ensure
that the change of the water distance during the testing does not exceed ±6mm.
The range of incidence angle does not exceed ±1°. The deviation of multiple
repeatability testing for the same regular reflector does not exceed ±1.5dB.
6 Samples
6.1 The surface roughness of the tested product Ra≤3.2µm. If it needs to
process, it can use a round head tool for machining, grinding or polishing. The
surface shall be free of machined or polished particles, oil, grease, cutting
mixture. For products with higher inspection requirements, higher surface
roughness requirements may be required.
6.2 The tested product shall have a common geometric cross section, such as
round, square, polygon. Flat products shall ensure the straightness of each
surface.
7 Contrast test blocks
7.1 The contrast test block shall be made of titanium and titanium alloy materials
that are the same as or similar to the acoustic performance and surface
condition of the product under test. The difference in sound transmission
characteristics between the two shall be within 12dB. If the difference in sound
transmission characteristics is less than or equal to 12dB, the sensitivity of the
c) Pulse repetition frequency is not less than 600Hz;
d) Choose the best water distance according to the probe and the metal
sound path during testing. The change of water distance during testing
shall meet the requirements of 5.4;
e) The testing interval shall not be greater than 70% of the effective beam
diameter;
f) For distance-amplitude correction, electronic distance-amplitude
correction method is recommended. If the minimum echo signal amplitude
is not less than 20%, the distance-amplitude curve drawn on the
fluorescent screen can also be used. The curve is drawn with a distance-
amplitude calibration test block. When the noise level does not o...
Get QUOTATION in 1-minute: Click GB/T 5193-2020
Historical versions: GB/T 5193-2020
Preview True-PDF (Reload/Scroll if blank)
GB/T 5193-2020: Method of ultrasonic inspection for wrought titanium and titanium alloy products
GB/T 5193-2020
GB
NATIONAL STANDARD OF THE
PEOPLE’S REPUBLIC OF CHINA
ICS 77.120.50
H 26
Replacing GB/T 5193-2007
Method of ultrasonic inspection for wrought titanium
and titanium alloy products
ISSUED ON: MARCH 06, 2020
IMPLEMENTED ON: FEBRUARY 01, 2021
Issued by: State Administration for Market Regulation;
Standardization Administration of the People's Republic of
China.
Table of Contents
Foreword ... 3
1 Scope ... 6
2 Normative references ... 6
3 Principle ... 6
4 Test conditions ... 7
5 Instruments and equipment... 7
6 Samples ... 8
7 Contrast test blocks ... 8
8 Test steps ... 10
9 Determination of test results ... 12
10 Testing record and report ... 13
Annex A (normative) Requirements for contrast test blocks ... 14
Annex B (informative) Burial depth of artificial reflector of some specification
sample rods by zoned testing ... 16
Annex C (informative) Zoned testing area, probe, water distance ... 17
Foreword
This Standard was drafted in accordance with the rules given in GB/T 1.1-2009.
This Standard replaces GB/T 5193-2007 “Method of ultrasonic inspection for
wrought titanium and titanium alloy products”.
Compared with GB/T 5193-2007, in addition to the editorial modifications, the
main technical changes in this Standard are as follows:
- the scope of application is expanded from "cross-sectional thickness is
greater than 6mm~230mm" to "cross-sectional thickness is 6mm~500mm"
(see Clause 1 of this Edition, Clause 1 of Edition 2007”;
- added the element “Principle” (see Clause 3 of this Edition);
- added the element “Test conditions” (see Clause 4 of this Edition);
- in the requirement for testing personnel, added “carry out technical
qualification training and appraisal according to relevant requirements of
GB/T 9445 or corresponding standards” (see 4.2 of this Edition, 3.3 of
Edition 2007);
- added the requirements such as “high frequency electric pulse that the
pulse reflection ultrasonic flaw detector can generate, receive and display
to meet the frequency and energy level requirements, can work between
2.25MHz~10MHz and 1MHz~20MHz bandwidth” (see 5.1 of this Edition,
4.1 of Edition 2007);
- modified the probe working frequency and recommended products to be
inspected (see 5.2 of this Edition, 4.2 of Edition 2007);
- modified the diameter of the bar that prefers the water immersion focusing
method from "Φ6mm~Φ45mm" to "Φ6mm~Φ80mm" (see 5.2 of this Edition,
3.2 of Edition 2007);
- added the requirements for testing system (see 5.4 of this Edition);
- modified the requirements for the burial depths of contract blocks and flat
holes (see Clause 7 and Table 2 of this Edition, Clause 5 and Table 1 of
Edition 2007);
- added the table note: For the partitioned flooding detection of products
larger than 120mm, the longitudinal wave calibration reflector can be
determined according to the number of partitions (see Table 2 and Annex B
of this Edition);
Method of ultrasonic inspection for wrought titanium
and titanium alloy products
1 Scope
This Standard specifies the principle, test conditions, instruments and
equipment, samples, contrast test blocks, test procedures, evaluation of test
results, test records and reports for ultrasonic inspection for titanium and
titanium alloy products.
This Standard is applicable to the ultrasonic inspection for titanium and titanium
alloy products of which the cross-section thickness is 6mm~500mm. The
titanium and titanium alloy products of other specifications may refer to this
Standard for implementation.
2 Normative references
The following referenced documents are indispensable for the application of
this document. For dated references, only the edition cited applies. For undated
references, the latest edition of the referenced document (including any
amendments) applies.
GB/T 9445, Non-destructive testing - Qualification and certification of
personnel
JB/T 10061, Commonly used specification for A-mode ultrasonic flaw
detector using pulse echo technique
3 Principle
Ultrasound generated by the sound source enters the inspected workpiece and
propagates forward with a certain direction and speed. Part of the sound wave
is reflected when it encounters an interface with different acoustic impedances.
The reflected ultrasonic waves are processed and analyzed after being
received by the testing equipment, so as to evaluate whether there are defects
in the workpiece and the characteristics of the defects. It is mainly used to
detect internal defects of titanium and titanium alloy products, such as cracks,
pores, looseness and other discontinuities on exposed or unexposed tissues.
Circular products with a diameter
of 80mm~500mm
Double crystal
probe 8~10 2.5~5.0 Contact test method
Flat products with a thickness of
6mm~20mm
a When the supplier and the purchaser agree, it is allowed to use the probe with a frequency lower than
2.0MHz or a special type.
b For circular products with a diameter of 6mm~80mm, it is recommended to prefer the water immersion
focusing method.
5.3 Coupling agent
5.3.1 Water can be used as a coupling agent during the water immersion testing.
Wetting agent can be added in water. There shall be no visible bubbles or other
suspended matter in the water that interfere with the ultrasonic inspection.
5.3.2 During the contact method testing, water, motor oil, glycerin, transformer
oil, water glass can be used as coupling agents.
5.4 Testing system
During the automatic water immersion testing, the testing system shall ensure
that the change of the water distance during the testing does not exceed ±6mm.
The range of incidence angle does not exceed ±1°. The deviation of multiple
repeatability testing for the same regular reflector does not exceed ±1.5dB.
6 Samples
6.1 The surface roughness of the tested product Ra≤3.2µm. If it needs to
process, it can use a round head tool for machining, grinding or polishing. The
surface shall be free of machined or polished particles, oil, grease, cutting
mixture. For products with higher inspection requirements, higher surface
roughness requirements may be required.
6.2 The tested product shall have a common geometric cross section, such as
round, square, polygon. Flat products shall ensure the straightness of each
surface.
7 Contrast test blocks
7.1 The contrast test block shall be made of titanium and titanium alloy materials
that are the same as or similar to the acoustic performance and surface
condition of the product under test. The difference in sound transmission
characteristics between the two shall be within 12dB. If the difference in sound
transmission characteristics is less than or equal to 12dB, the sensitivity of the
c) Pulse repetition frequency is not less than 600Hz;
d) Choose the best water distance according to the probe and the metal
sound path during testing. The change of water distance during testing
shall meet the requirements of 5.4;
e) The testing interval shall not be greater than 70% of the effective beam
diameter;
f) For distance-amplitude correction, electronic distance-amplitude
correction method is recommended. If the minimum echo signal amplitude
is not less than 20%, the distance-amplitude curve drawn on the
fluorescent screen can also be used. The curve is drawn with a distance-
amplitude calibration test block. When the noise level does not o...
Share