1
/
of
8
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
JB/T 5943-1991 English PDF (JBT5943-1991)
JB/T 5943-1991 English PDF (JBT5943-1991)
Regular price
$195.00 USD
Regular price
Sale price
$195.00 USD
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click JB/T 5943-1991
Historical versions: JB/T 5943-1991
Preview True-PDF (Reload/Scroll if blank)
JB/T 5943-1991: Engineering machinery General technical specifications for weldments
JB/T 5943-1991
MACHINERY INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
P 97
Engineering Machinery -
General Technical Specifications for Weldments
ISSUED ON: DECEMBER 12, 1991
IMPLEMENTED ON: JULY 01, 1992
Issued by: Ministry of Machine-Electronics Industry of PRC
Table of Contents
1 Subject Contents and Applicable Scope ... 3
2 Normative References ... 3
3 Technical Requirements ... 4
4 Test Method ... 18
5 Inspection Rules ... 20
6 Marking, Package, Transportation and Storage ... 21
Additional Information: ... 21
Engineering Machinery -
General Technical Specifications for Weldments
1 Subject Contents and Applicable Scope
This Standard specifies the technical requirements, test methods, inspection rules,
marking, package, transportation and storage of the weldments in the engineering
machinery products.
This Standard is applicable to the weldments for manual arc welding, submerged arc
welding and gas-shielded welding.
2 Normative References
GB 985 Basic Forms and Sizes of Weld Grooves for Gas Welding, Manual Arc
Welding and Gas-Shielded Arc Welding
GB 986 Basic Forms and Sizes of Weld Grooves for Submerged Arc Welding
GB 1804 Tolerance and Fitting
GB 2650 Impact Test Methods on Welded Joints
GB 2651 Methods of Tensile Test for Welded Joints
GB 2652 Tensile Test Methods on Weld and Deposited Metal
GB 2653 Methods of Bend and Compression Tests for Welded Joint
GB 2654 Methods of Hardness Tests for Welded Joint and Surfacing Metal
GB 2655 Method of Stain-Age Sensibility Test for Welded Joint
GB 2656 Weld beads metal and welds – Fatigue Tests
GB 2828 Sampling Procedures and Tables for Lot-by-Lot Inspection by Attributes
(Apply to Inspection of Successive Lots or Batches)
GB 3323 Methods for Radiographic Inspection and Classification of Radiographs
for Fusion Welded Butt Joints in Steel
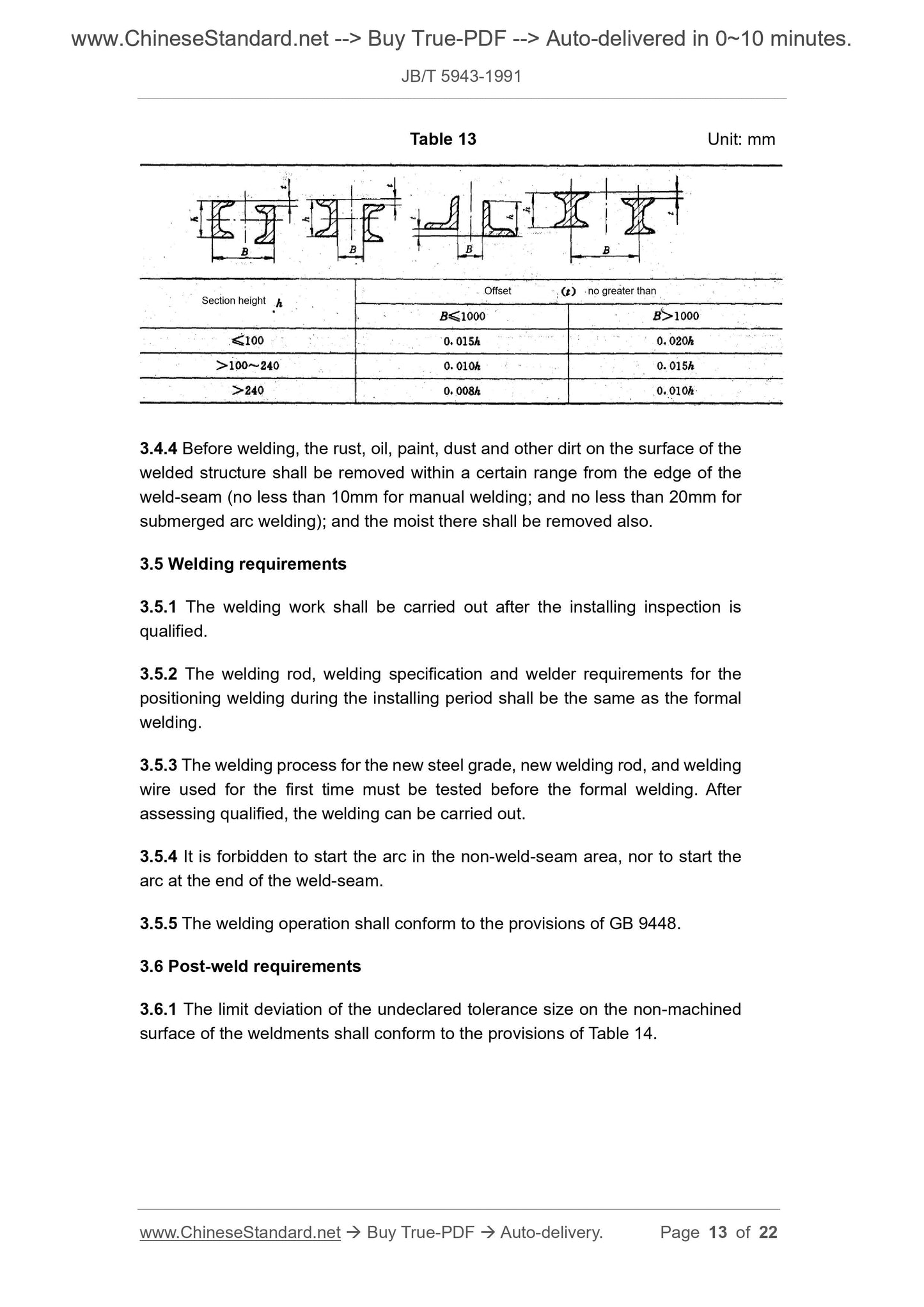
Table 13 Unit: mm
3.4.4 Before welding, the rust, oil, paint, dust and other dirt on the surface of the
welded structure shall be removed within a certain range from the edge of the
weld-seam (no less than 10mm for manual welding; and no less than 20mm for
submerged arc welding); and the moist there shall be removed also.
3.5 Welding requirements
3.5.1 The welding work shall be carried out after the installing inspection is
qualified.
3.5.2 The welding rod, welding specification and welder requirements for the
positioning welding during the installing period shall be the same as the formal
welding.
3.5.3 The welding process for the new steel grade, new welding rod, and welding
wire used for the first time must be tested before the formal welding. After
assessing qualified, the welding can be carried out.
3.5.4 It is forbidden to start the arc in the non-weld-seam area, nor to start the
arc at the end of the weld-seam.
3.5.5 The welding operation shall conform to the provisions of GB 9448.
3.6 Post-weld requirements
3.6.1 The limit deviation of the undeclared tolerance size on the non-machined
surface of the weldments shall conform to the provisions of Table 14.
Section height Offset no greater than
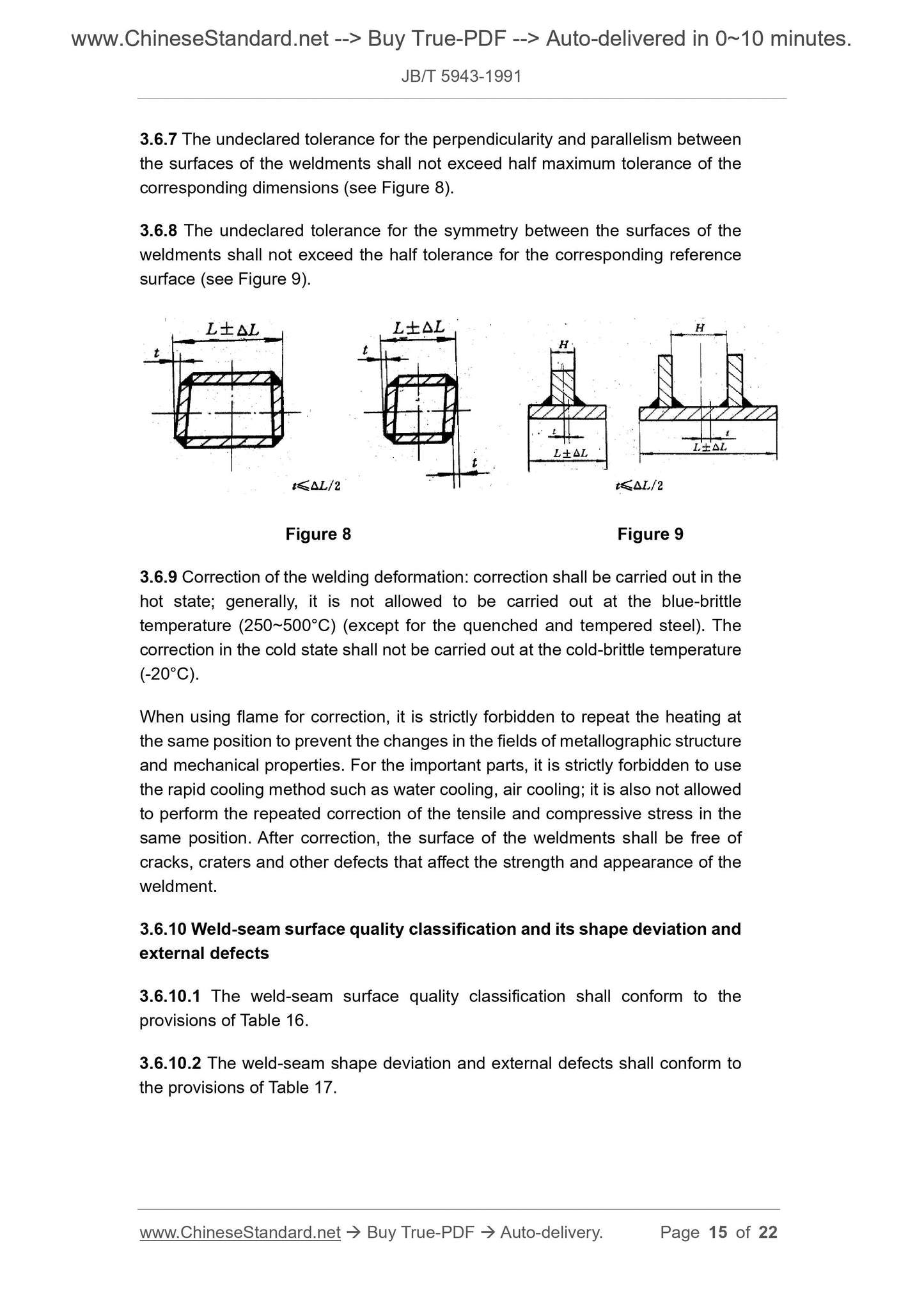
3.6.7 The undeclared tolerance for the perpendicularity and parallelism between
the surfaces of the weldments shall not exceed half maximum tolerance of the
corresponding dimensions (see Figure 8).
3.6.8 The undeclared tolerance for the symmetry between the surfaces of the
weldments shall not exceed the half tolerance for the corresponding reference
surface (see Figure 9).
Figure 8 Figure 9
3.6.9 Correction of the welding deformation: correction shall be carried out in the
hot state; generally, it is not allowed to be carried out at the blue-brittle
temperature (250~500°C) (except for the quenched and tempered steel). The
correction in the cold state shall not be carried out at the cold-brittle temperature
(-20°C).
When using flame for correction, it is strictly forbidden to repeat the heating at
the same position to prevent the changes in the fields of metallographic structure
and mechanical properties. For the important parts, it is strictly forbidden to use
the rapid cooling method such as water cooling, air cooling; it is also not allowed
to perform the repeated correction of the tensile and compressive stress in the
same position. After correction, the surface of the weldments shall be free of
cracks, craters and other defects that affect the strength and appearance of the
weldment.
3.6.10 Weld-seam surface quality classification and its shape deviation and
external defects
3.6.10.1 The weld-seam surface quality classification shall conform to the
provisions of Table 16.
3.6.10.2 The weld-seam shape deviation and external defects shall conform to
the provisions of Table 17.
4.5.2.1 During the water pressure test, the temperature of the ambient air and
the test water shall be more than +5°C; otherwise, take the anti-freezing
measures.
4.5.2.2 The internal shall be cleaned up before water filling. Discharge all the air
inside the test piece during the water filling. The condensation on the outer
surface of the container shall be removed after water filling.
4.5.2.3 The test pressure for the water pressure test shall be no less than 1.5
times of the working pressure.
4.5.2.4 When the pressure reaches the test pressure, the dwell time shall be no
less than 5min; during this time, the fluctuation of the gauge pressure is allowed,
but no less than the test pressure. If leakage or moisture is found on the weld-
seam, the defective positions shall be removed and re-welded, then carry out the
test.
4.5.2.5 During the test, the weld-seam is not allowed to be repaired; nor the weld-
seam is allowed to be struck.
4.5.2.6 After the test is completed, the water shall be discharged completely.
4.6 Mechanical properties test of weld-seam
a) The impact test of the welding joint shall be carried out as per the provisions
of GB 2650;
b) The tensile test of the welding joint shall be carried out as per the provisions
of GB 2651;
c) The tensile test of the weld-seam metal shall be carried out as per the
provisions of GB 2652;
d) The bending and flattening test of the welding joint shall be carried out as
per the provisions of GB 2653;
e) The hardness test of the welding joint shall be carried out as per the
provisions of GB 2654;
f) The strain aging sensitivity test of the welding joint shall be carried out as
per the provisions of GB 2655;
g) The fatigue test of the weld-seam metal and welding joint shall be carried
out as per the provisions GB 2656.
5 Inspection Rules
5.1 The weldments shall be inspected and accepted by the manufacturer’s
quality inspection department according to the drawings, relevant technical
documents and this Standard.
5.2 The geometry and dimensions of the weldments and external defects of the
weld-seam shall be inspected according to the requirements of 3.6.1~3.6.11.
Important weldments shall be checked for geometry and dimensions and
external weld-seam defects on a piece-by-piece basis. The ordinary weldments
shall be randomly inspected for the external weld-seam defects, geometry and
dimension on a piece-by-piece basis; the random inspection method shall be
specified by the manufacturer according to the product batch amount and quality
level, as well as product technical standard and ordering technical requirements
in GB 2828.
5.3 The internal defect test, sealability test, radiographic flaw detection, and
Get QUOTATION in 1-minute: Click JB/T 5943-1991
Historical versions: JB/T 5943-1991
Preview True-PDF (Reload/Scroll if blank)
JB/T 5943-1991: Engineering machinery General technical specifications for weldments
JB/T 5943-1991
MACHINERY INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
P 97
Engineering Machinery -
General Technical Specifications for Weldments
ISSUED ON: DECEMBER 12, 1991
IMPLEMENTED ON: JULY 01, 1992
Issued by: Ministry of Machine-Electronics Industry of PRC
Table of Contents
1 Subject Contents and Applicable Scope ... 3
2 Normative References ... 3
3 Technical Requirements ... 4
4 Test Method ... 18
5 Inspection Rules ... 20
6 Marking, Package, Transportation and Storage ... 21
Additional Information: ... 21
Engineering Machinery -
General Technical Specifications for Weldments
1 Subject Contents and Applicable Scope
This Standard specifies the technical requirements, test methods, inspection rules,
marking, package, transportation and storage of the weldments in the engineering
machinery products.
This Standard is applicable to the weldments for manual arc welding, submerged arc
welding and gas-shielded welding.
2 Normative References
GB 985 Basic Forms and Sizes of Weld Grooves for Gas Welding, Manual Arc
Welding and Gas-Shielded Arc Welding
GB 986 Basic Forms and Sizes of Weld Grooves for Submerged Arc Welding
GB 1804 Tolerance and Fitting
GB 2650 Impact Test Methods on Welded Joints
GB 2651 Methods of Tensile Test for Welded Joints
GB 2652 Tensile Test Methods on Weld and Deposited Metal
GB 2653 Methods of Bend and Compression Tests for Welded Joint
GB 2654 Methods of Hardness Tests for Welded Joint and Surfacing Metal
GB 2655 Method of Stain-Age Sensibility Test for Welded Joint
GB 2656 Weld beads metal and welds – Fatigue Tests
GB 2828 Sampling Procedures and Tables for Lot-by-Lot Inspection by Attributes
(Apply to Inspection of Successive Lots or Batches)
GB 3323 Methods for Radiographic Inspection and Classification of Radiographs
for Fusion Welded Butt Joints in Steel
Table 13 Unit: mm
3.4.4 Before welding, the rust, oil, paint, dust and other dirt on the surface of the
welded structure shall be removed within a certain range from the edge of the
weld-seam (no less than 10mm for manual welding; and no less than 20mm for
submerged arc welding); and the moist there shall be removed also.
3.5 Welding requirements
3.5.1 The welding work shall be carried out after the installing inspection is
qualified.
3.5.2 The welding rod, welding specification and welder requirements for the
positioning welding during the installing period shall be the same as the formal
welding.
3.5.3 The welding process for the new steel grade, new welding rod, and welding
wire used for the first time must be tested before the formal welding. After
assessing qualified, the welding can be carried out.
3.5.4 It is forbidden to start the arc in the non-weld-seam area, nor to start the
arc at the end of the weld-seam.
3.5.5 The welding operation shall conform to the provisions of GB 9448.
3.6 Post-weld requirements
3.6.1 The limit deviation of the undeclared tolerance size on the non-machined
surface of the weldments shall conform to the provisions of Table 14.
Section height Offset no greater than
3.6.7 The undeclared tolerance for the perpendicularity and parallelism between
the surfaces of the weldments shall not exceed half maximum tolerance of the
corresponding dimensions (see Figure 8).
3.6.8 The undeclared tolerance for the symmetry between the surfaces of the
weldments shall not exceed the half tolerance for the corresponding reference
surface (see Figure 9).
Figure 8 Figure 9
3.6.9 Correction of the welding deformation: correction shall be carried out in the
hot state; generally, it is not allowed to be carried out at the blue-brittle
temperature (250~500°C) (except for the quenched and tempered steel). The
correction in the cold state shall not be carried out at the cold-brittle temperature
(-20°C).
When using flame for correction, it is strictly forbidden to repeat the heating at
the same position to prevent the changes in the fields of metallographic structure
and mechanical properties. For the important parts, it is strictly forbidden to use
the rapid cooling method such as water cooling, air cooling; it is also not allowed
to perform the repeated correction of the tensile and compressive stress in the
same position. After correction, the surface of the weldments shall be free of
cracks, craters and other defects that affect the strength and appearance of the
weldment.
3.6.10 Weld-seam surface quality classification and its shape deviation and
external defects
3.6.10.1 The weld-seam surface quality classification shall conform to the
provisions of Table 16.
3.6.10.2 The weld-seam shape deviation and external defects shall conform to
the provisions of Table 17.
4.5.2.1 During the water pressure test, the temperature of the ambient air and
the test water shall be more than +5°C; otherwise, take the anti-freezing
measures.
4.5.2.2 The internal shall be cleaned up before water filling. Discharge all the air
inside the test piece during the water filling. The condensation on the outer
surface of the container shall be removed after water filling.
4.5.2.3 The test pressure for the water pressure test shall be no less than 1.5
times of the working pressure.
4.5.2.4 When the pressure reaches the test pressure, the dwell time shall be no
less than 5min; during this time, the fluctuation of the gauge pressure is allowed,
but no less than the test pressure. If leakage or moisture is found on the weld-
seam, the defective positions shall be removed and re-welded, then carry out the
test.
4.5.2.5 During the test, the weld-seam is not allowed to be repaired; nor the weld-
seam is allowed to be struck.
4.5.2.6 After the test is completed, the water shall be discharged completely.
4.6 Mechanical properties test of weld-seam
a) The impact test of the welding joint shall be carried out as per the provisions
of GB 2650;
b) The tensile test of the welding joint shall be carried out as per the provisions
of GB 2651;
c) The tensile test of the weld-seam metal shall be carried out as per the
provisions of GB 2652;
d) The bending and flattening test of the welding joint shall be carried out as
per the provisions of GB 2653;
e) The hardness test of the welding joint shall be carried out as per the
provisions of GB 2654;
f) The strain aging sensitivity test of the welding joint shall be carried out as
per the provisions of GB 2655;
g) The fatigue test of the weld-seam metal and welding joint shall be carried
out as per the provisions GB 2656.
5 Inspection Rules
5.1 The weldments shall be inspected and accepted by the manufacturer’s
quality inspection department according to the drawings, relevant technical
documents and this Standard.
5.2 The geometry and dimensions of the weldments and external defects of the
weld-seam shall be inspected according to the requirements of 3.6.1~3.6.11.
Important weldments shall be checked for geometry and dimensions and
external weld-seam defects on a piece-by-piece basis. The ordinary weldments
shall be randomly inspected for the external weld-seam defects, geometry and
dimension on a piece-by-piece basis; the random inspection method shall be
specified by the manufacturer according to the product batch amount and quality
level, as well as product technical standard and ordering technical requirements
in GB 2828.
5.3 The internal defect test, sealability test, radiographic flaw detection, and
Share