1
/
of
8
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
JB/T 8490-2008 English PDF (JB/T8490-2008)
JB/T 8490-2008 English PDF (JB/T8490-2008)
Regular price
$75.00 USD
Regular price
Sale price
$75.00 USD
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click JB/T 8490-2008
Historical versions: JB/T 8490-2008
Preview True-PDF (Reload/Scroll if blank)
JB/T 8490-2008: Specification for floor type boring and milling and boring machines
JB/T 8490-2008
JB
Industry Standard
of the People’s Republic of China
ICS 25.080.20
J 54
Record Number. 24637-2008
Replacing JB/T 4367.2-1999
JB/T 8490.2-1996
Specification for Floor Type Boring
and Milling and Boring Machines
ISSUED ON. JUNE 4, 2008
IMPLEMENTED ON. NOVEMBER 1, 2008
Issued by. National Development and Reform Commission of the
People's Republic of China
Table of Contents
Foreword ... 3
1 Scope ... 4
2 Normative References ... 4
3 General Requirements ... 5
4 Auxiliaries and Tools ... 5
5 Safety and Health ... 5
6 Processing and Assembly Quality ... 7
7 Idle running Test of Machine Tools ... 8
8 Load Tests of Machine Tools ... 10
9 Accuracy Inspection of Machine Tools ... 11
Foreword
This Standard replaces JB/T 4367.2-1999 "Specification for Milling and Boring
Machines" and JB/T 8490.2-1996 "Specification for Numerical control Milling and Boring
Machines, Milling and Boring Machining Center"
Compared with JB/T 4367.2-1999 and JB/T 8490.2-1996, the main changes of this
Standard are as follows.
— Delete 6.7 in JB/T 4367.2-1999;
— the idle running time of the complete machine in 7.7.3 is changed from 16h to
36h.
The standards used together with this Standard are listed as follows.
— JB/T 4367.1-1999 “Parameters of Milling and Boring Machine”;
— GB/T 5289.3-2006 “Test Conditions for Boring And Milling Machines with
Horizontal Spindle-Testing of the Accuracy – Part 3. Floor Type Machines with
Detached, Stationary Work-Holding Table”.
This Standard was proposed by China Machinery Industry Federation.
This Standard shall be under the jurisdiction of National Technical Committee on
Metal Cutting Machine Tools of Standardization Administration of China (SAC/TC 22).
Drafting organization of this Standard. Wuhan Heavy Duty Machine Tool Group
Corporation.
Chief drafting staff of this Standard. Wu Jinping.
Historical editions replaced by this Standard are.
— ZBn J54 024-1989;
— JB/T 4367.2-1999;
— JB/T 8490.2-1996.
Specification for Floor Type Boring
and Milling and Boring Machines
1 Scope
This Standard specifies manufacturing and acceptance requirements for floor type
boring machines and milling and boring machines.
This Standard is applicable to ordinary and numerical control floor type boring
machines and milling and boring machines with a boring machine axis diameter of
130mm~260mm.
2 Normative References
The following documents contain provisions which, through reference in this text,
constitute provisions of this Standard. For dated reference, subsequent amendments
(excluding correction contents) or revisions of these publications do not apply.
However, all parties coming to an agreement according to this Standard are
encouraged to study whether the latest edition of these documents is applicable. For
undated references, the latest edition of the normative document is applicable to this
national standard.
GB 5226.1-2002 Safety of Machinery - Electrical Equipment of Machines-Part 1.
General Requirements (IEC 60204-1. 2000, IDT)
GB/T 9061-2006 General Specifications for Metal-Cutting Machine Tools
GB 15760-2004 Metal-Cutting Machine Tools - General Safeguarding
Specification
GB/T 5289.3-2006 Test Conditions for Boring and Milling Machines with
Horizontal Spindle - Testing of the Accuracy – Part 3. Floor Type Machines with
Detached, Stationary Work-Holding Table (ISO 3070-3. 1997, MOD)
GB/T 16769-1997 Metal-Cutting Machine Tools - Measurement Method of Sound
Pressure Level (neq ISO/DIS 230.5.2. 1996)
JB/T 9872-1999 Metal-Cutting Machine Tools - General Specification for
Mechanical Processing Parts
b) If emergency stop of the controlling mechanism is after the completion of
emergency stop actuation, the function shall not automatically recover.
c) Extreme position of moving parts of each rectilinear coordinate shall have
a limit device.
d) Parts, easily worn by dust, such as track of the machine tool shall have
guarding devices.
e) Balancing devices of moving parts, such as headstock shall be inside the
component or devices, which could prevent counter balance to drop
accidentally and damage the machine tool. Guarding devices are needed
for the outer part.
f) Ladders, corridor and other corresponding devices shall have strong
anti-skid footrests, and shall have continuous protecting sheets and
handrails along the margin.
g) If elevator is installed to lift and lower persons, it shall conform to the
specifications of elevator installation and safety handling.
h) If the distance between the working platform (traverse) and the extreme
lower position of the floor is less than 2.2m, the protection plate shall be
painted with same-width yellow-black stripes. The strips’ width is
20mm~50mm and form an angle of 45°.
i) Machine tools using static pressure devices shall be ensured to be started
up after the static pressure is established. If pressure change exceeds
that specified in the provision or the electric power is off, safety shall be
ensured.
5.4 As specified in GB/T 16769, inspection and measurement of noise of the
machine tool shall be carried out in conditions of main movement with low-speed,
middle-speed, or high speed idle running; noise pressure levels of the complete
engine shall not exceed 85dB (A).
Note. Noise pressure level of the main machine shall not exceed 90dB (A).
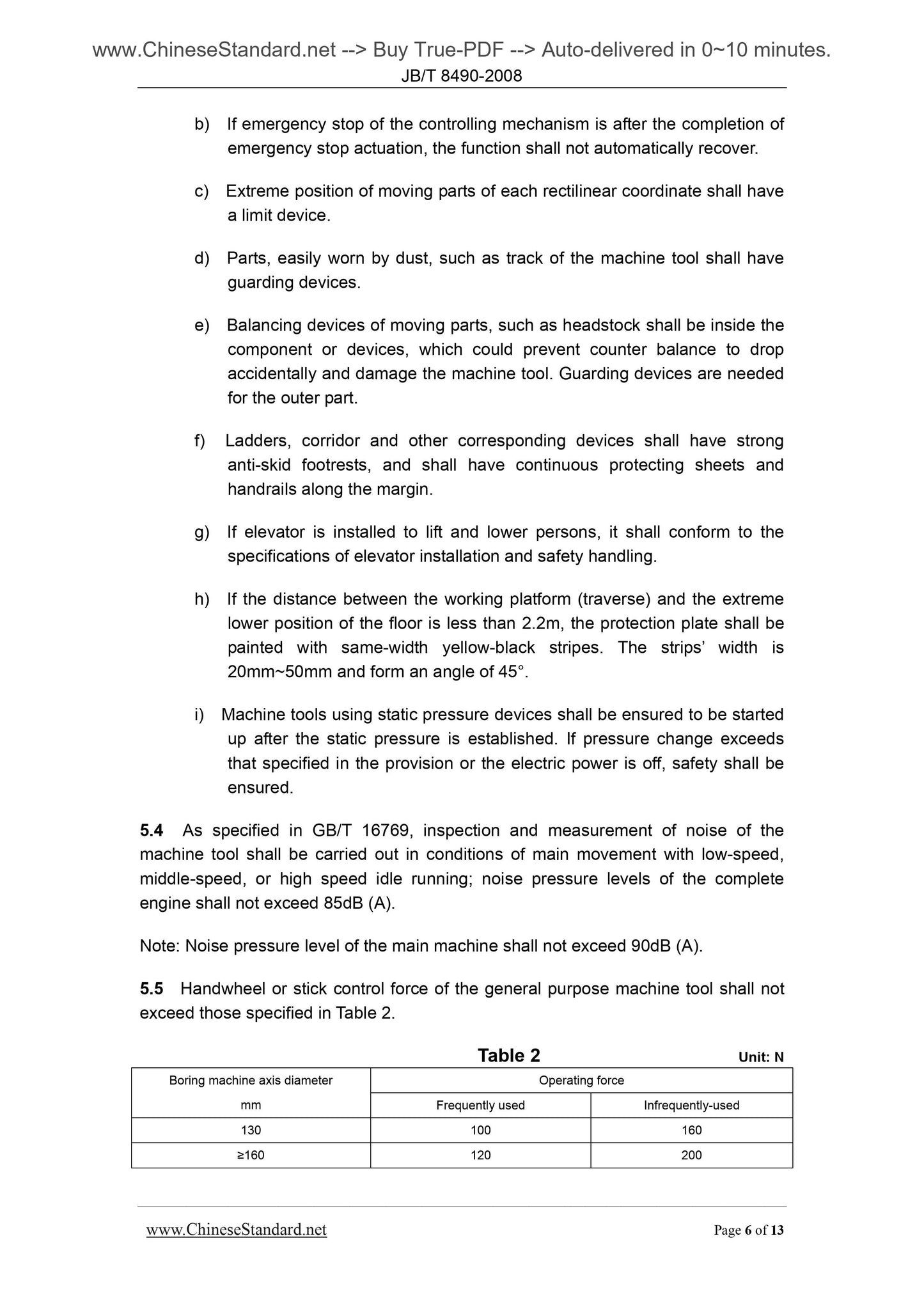
5.5 Handwheel or stick control force of the general purpose machine tool shall not
exceed those specified in Table 2.
Table 2 Unit. N
Boring machine axis diameter
mm
Operating force
Frequently used Infrequently-used
≥160 120 200
6.7 The following rail pairs shall be assessed in accordance with "Static Pressure,
Slide (Rolling) Motional Track".
a) Slide carriage and lathe bed rail pair;
b) Headstock pillar rail pair or carriage and pillar rail pair;
c) Ram and headstock rail pair or headstock and carriage rail pair.
6.8 Paint inspection shall be carried out for the following important dowel pins,
whose contact length shall not be less than 60% of the working length and shall be
uniformly distributed along the two sides of the seam.
a) Dowel pins used for lathe bed splicing and joint surface splicing;
b) Dowel pins used for joint surfaces of pillars and slide carriages.
6.9 Nondestructive testing shall be carried out for steel-edged rails, which shall be
free from cracks.
6.10 Inverse idle running amount of graduated handwheels of the general purpose
machine tool shall not exceed 1/8r.
6.11 Inspect the cleanliness of the machine tool according to those specified in JB/T
9877. Internal cleanliness of headstocks and hydraulic tanks shall be inspected
according to the weight method. Limit for impurity and dirt. headstock shall not exceed
400mg/L; hydraulic tank shall not exceed 200mg/L (random inspection); other parts
shall be inspected by visual observation or hand feeling, and they shall be free from
dirt.
7 Idle running Test of Machine Tools
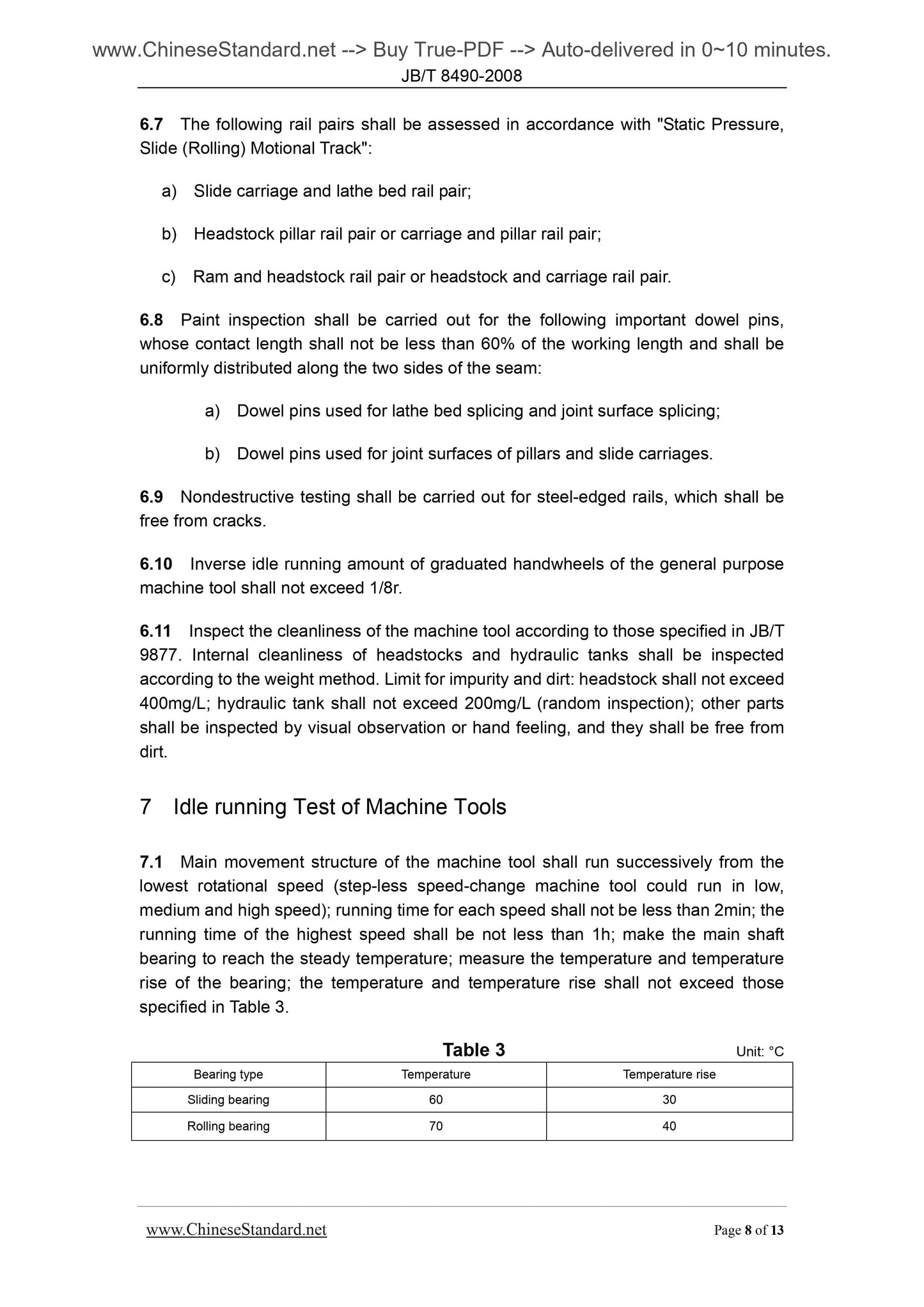
7.1 Main movement structure of the machine tool shall run successively from the
lowest rotational speed (step-less speed-change machine tool could run in low,
medium and high speed); running time for each speed shall not be less than 2min; the
running time of the highest speed shall be not less than 1h; make the main shaft
bearing to reach the steady temperature; measure the temperature and temperature
rise of the bearing; the temperature and temperature ...
Get QUOTATION in 1-minute: Click JB/T 8490-2008
Historical versions: JB/T 8490-2008
Preview True-PDF (Reload/Scroll if blank)
JB/T 8490-2008: Specification for floor type boring and milling and boring machines
JB/T 8490-2008
JB
Industry Standard
of the People’s Republic of China
ICS 25.080.20
J 54
Record Number. 24637-2008
Replacing JB/T 4367.2-1999
JB/T 8490.2-1996
Specification for Floor Type Boring
and Milling and Boring Machines
ISSUED ON. JUNE 4, 2008
IMPLEMENTED ON. NOVEMBER 1, 2008
Issued by. National Development and Reform Commission of the
People's Republic of China
Table of Contents
Foreword ... 3
1 Scope ... 4
2 Normative References ... 4
3 General Requirements ... 5
4 Auxiliaries and Tools ... 5
5 Safety and Health ... 5
6 Processing and Assembly Quality ... 7
7 Idle running Test of Machine Tools ... 8
8 Load Tests of Machine Tools ... 10
9 Accuracy Inspection of Machine Tools ... 11
Foreword
This Standard replaces JB/T 4367.2-1999 "Specification for Milling and Boring
Machines" and JB/T 8490.2-1996 "Specification for Numerical control Milling and Boring
Machines, Milling and Boring Machining Center"
Compared with JB/T 4367.2-1999 and JB/T 8490.2-1996, the main changes of this
Standard are as follows.
— Delete 6.7 in JB/T 4367.2-1999;
— the idle running time of the complete machine in 7.7.3 is changed from 16h to
36h.
The standards used together with this Standard are listed as follows.
— JB/T 4367.1-1999 “Parameters of Milling and Boring Machine”;
— GB/T 5289.3-2006 “Test Conditions for Boring And Milling Machines with
Horizontal Spindle-Testing of the Accuracy – Part 3. Floor Type Machines with
Detached, Stationary Work-Holding Table”.
This Standard was proposed by China Machinery Industry Federation.
This Standard shall be under the jurisdiction of National Technical Committee on
Metal Cutting Machine Tools of Standardization Administration of China (SAC/TC 22).
Drafting organization of this Standard. Wuhan Heavy Duty Machine Tool Group
Corporation.
Chief drafting staff of this Standard. Wu Jinping.
Historical editions replaced by this Standard are.
— ZBn J54 024-1989;
— JB/T 4367.2-1999;
— JB/T 8490.2-1996.
Specification for Floor Type Boring
and Milling and Boring Machines
1 Scope
This Standard specifies manufacturing and acceptance requirements for floor type
boring machines and milling and boring machines.
This Standard is applicable to ordinary and numerical control floor type boring
machines and milling and boring machines with a boring machine axis diameter of
130mm~260mm.
2 Normative References
The following documents contain provisions which, through reference in this text,
constitute provisions of this Standard. For dated reference, subsequent amendments
(excluding correction contents) or revisions of these publications do not apply.
However, all parties coming to an agreement according to this Standard are
encouraged to study whether the latest edition of these documents is applicable. For
undated references, the latest edition of the normative document is applicable to this
national standard.
GB 5226.1-2002 Safety of Machinery - Electrical Equipment of Machines-Part 1.
General Requirements (IEC 60204-1. 2000, IDT)
GB/T 9061-2006 General Specifications for Metal-Cutting Machine Tools
GB 15760-2004 Metal-Cutting Machine Tools - General Safeguarding
Specification
GB/T 5289.3-2006 Test Conditions for Boring and Milling Machines with
Horizontal Spindle - Testing of the Accuracy – Part 3. Floor Type Machines with
Detached, Stationary Work-Holding Table (ISO 3070-3. 1997, MOD)
GB/T 16769-1997 Metal-Cutting Machine Tools - Measurement Method of Sound
Pressure Level (neq ISO/DIS 230.5.2. 1996)
JB/T 9872-1999 Metal-Cutting Machine Tools - General Specification for
Mechanical Processing Parts
b) If emergency stop of the controlling mechanism is after the completion of
emergency stop actuation, the function shall not automatically recover.
c) Extreme position of moving parts of each rectilinear coordinate shall have
a limit device.
d) Parts, easily worn by dust, such as track of the machine tool shall have
guarding devices.
e) Balancing devices of moving parts, such as headstock shall be inside the
component or devices, which could prevent counter balance to drop
accidentally and damage the machine tool. Guarding devices are needed
for the outer part.
f) Ladders, corridor and other corresponding devices shall have strong
anti-skid footrests, and shall have continuous protecting sheets and
handrails along the margin.
g) If elevator is installed to lift and lower persons, it shall conform to the
specifications of elevator installation and safety handling.
h) If the distance between the working platform (traverse) and the extreme
lower position of the floor is less than 2.2m, the protection plate shall be
painted with same-width yellow-black stripes. The strips’ width is
20mm~50mm and form an angle of 45°.
i) Machine tools using static pressure devices shall be ensured to be started
up after the static pressure is established. If pressure change exceeds
that specified in the provision or the electric power is off, safety shall be
ensured.
5.4 As specified in GB/T 16769, inspection and measurement of noise of the
machine tool shall be carried out in conditions of main movement with low-speed,
middle-speed, or high speed idle running; noise pressure levels of the complete
engine shall not exceed 85dB (A).
Note. Noise pressure level of the main machine shall not exceed 90dB (A).
5.5 Handwheel or stick control force of the general purpose machine tool shall not
exceed those specified in Table 2.
Table 2 Unit. N
Boring machine axis diameter
mm
Operating force
Frequently used Infrequently-used
≥160 120 200
6.7 The following rail pairs shall be assessed in accordance with "Static Pressure,
Slide (Rolling) Motional Track".
a) Slide carriage and lathe bed rail pair;
b) Headstock pillar rail pair or carriage and pillar rail pair;
c) Ram and headstock rail pair or headstock and carriage rail pair.
6.8 Paint inspection shall be carried out for the following important dowel pins,
whose contact length shall not be less than 60% of the working length and shall be
uniformly distributed along the two sides of the seam.
a) Dowel pins used for lathe bed splicing and joint surface splicing;
b) Dowel pins used for joint surfaces of pillars and slide carriages.
6.9 Nondestructive testing shall be carried out for steel-edged rails, which shall be
free from cracks.
6.10 Inverse idle running amount of graduated handwheels of the general purpose
machine tool shall not exceed 1/8r.
6.11 Inspect the cleanliness of the machine tool according to those specified in JB/T
9877. Internal cleanliness of headstocks and hydraulic tanks shall be inspected
according to the weight method. Limit for impurity and dirt. headstock shall not exceed
400mg/L; hydraulic tank shall not exceed 200mg/L (random inspection); other parts
shall be inspected by visual observation or hand feeling, and they shall be free from
dirt.
7 Idle running Test of Machine Tools
7.1 Main movement structure of the machine tool shall run successively from the
lowest rotational speed (step-less speed-change machine tool could run in low,
medium and high speed); running time for each speed shall not be less than 2min; the
running time of the highest speed shall be not less than 1h; make the main shaft
bearing to reach the steady temperature; measure the temperature and temperature
rise of the bearing; the temperature and temperature ...
Share