1
/
of
5
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
NB/T 47018.5-2017 English PDF (NBT47018.5-2017)
NB/T 47018.5-2017 English PDF (NBT47018.5-2017)
Regular price
$215.00 USD
Regular price
Sale price
$215.00 USD
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click NB/T 47018.5-2017
Historical versions: NB/T 47018.5-2017
Preview True-PDF (Reload/Scroll if blank)
NB/T 47018.5-2017: Technical permission of welding materials for pressure equipment. Section 5: Stainless steel strip electrodes and fluxes for overlay welding
NB/T 47018.5-2017
NB
ENERGY INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
ICS 25.160.10
J 33
Replacing NB/T 47018.5-2011
Technical Permission of Welding Materials for
Pressure Equipment Section 5: Stainless Steel Strip
Electrodes and Fluxes for Overlay Welding
ISSUED ON: MARCH 28, 2017
IMPLEMENTED ON: AUGUST 01, 2017
Issued by: National Energy Administration
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative References ... 5
3 Model ... 6
4 Technical Requirements ... 7
5 Test Methods ... 10
6 Inspection Rules ... 13
7 Quality Certificate ... 14
8 Packaging ... 15
9 Marking and Product Identification ... 15
Technical Permission of Welding for Pressure
Equipment Section 5: Stainless Steel Strip Electrodes
and Fluxes for Overlay Welding
1 Scope
This Part of NB/T 47018-2017 specifies the model, technical requirements, test
methods, inspection rules, packaging and marking, and product marking of stainless-
steel deposited metal for overlay welding.
This Part is applicable to submerged arc or electroslag corrosion-resistant overlay
welding for pressure equipment.
2 Normative References
The following documents are essential to the application of this document. For the
dated documents, only the versions with the dates indicated are applicable to this
document; for the undated documents, only the latest version (including all the
amendments) is applicable to this document.
GB/T 223 (all parts) Methods for Chemical Analysis for Iron, Steel and Alloy
GB/T 1954 Methods of Measurement for Ferrite Content in Austenitic Cr-Ni
Stainless Steel Weld Metals
GB/T 2653 Bend Test Methods on Welded Joints
GB/T 4334 Corrosion of Metals and Alloys - Test Methods for Intergranular
Corrosion of Stainless Steels
GB/T 17854-1999 Stainless Steel Electrodes and Fluxes for Submerged Arc
Welding
NB/T 47013.3 Non-Destructive Testing of Pressure Equipment - Part 3: Ultrasonic
Testing
NB/T 47013.5 Non-Destructive Testing of Pressure Equipment - Part 5: Penetrant
Testing
NB/T 47018.1 Technical Permission of Welding Materials for Pressure Equipment
- Part 1: General Rule
3 Model
3.1 Model of electrode strip
3.1.1 The model of electrode strip shall be divided according to its chemical
composition.
3.1.2 The model of electrode strip consists of two parts
a) The two letters “EQ” in the first part indicates the electrode strip;
b) The number or a combination of numbers and letters after the letter "EQ" in the
section part indicates the chemical composition classification, where "L" means
that the carbon content is low. If there are other chemical compositions with
special requirements, the chemical compositions are represented by element
symbols and placed behind.
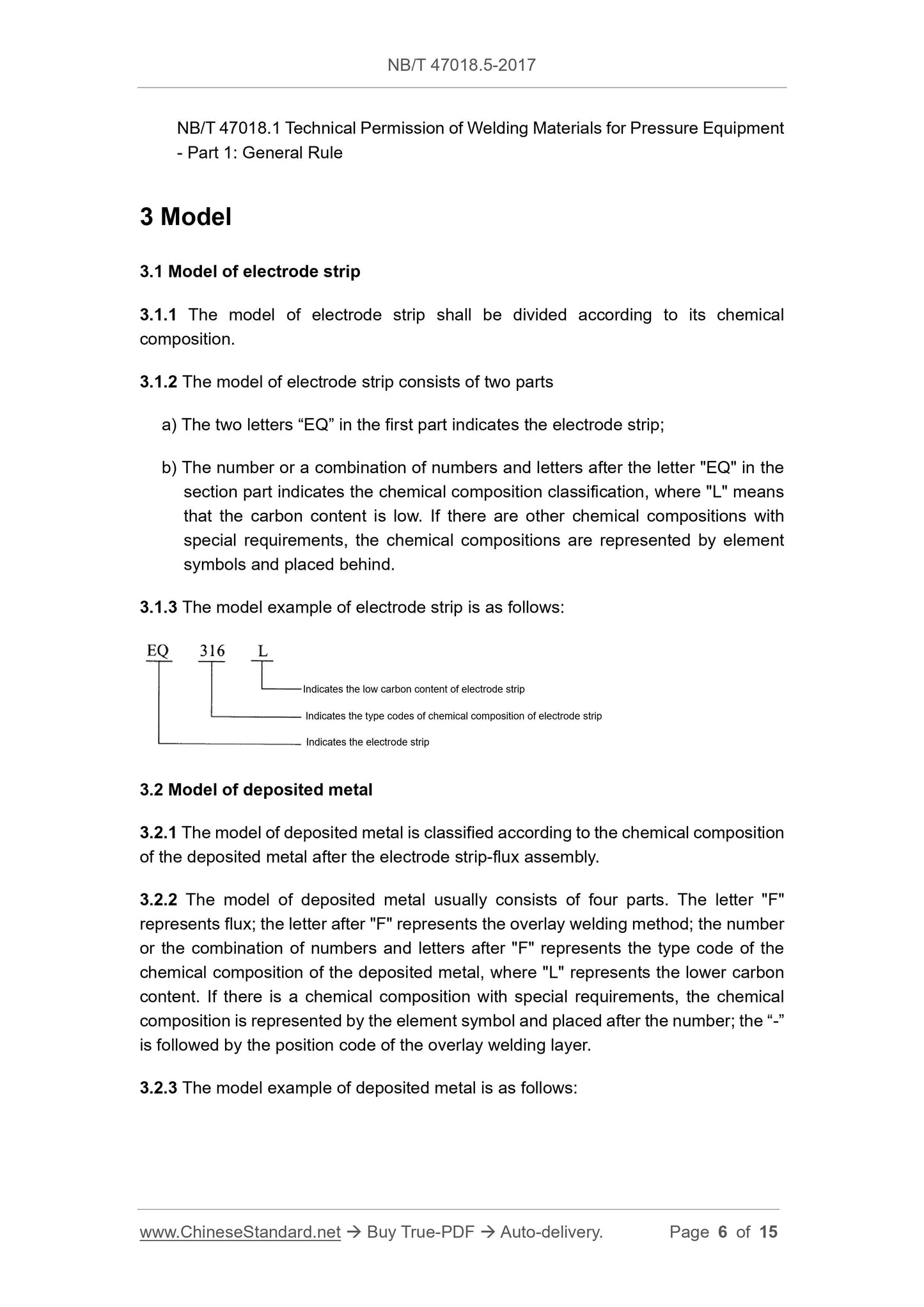
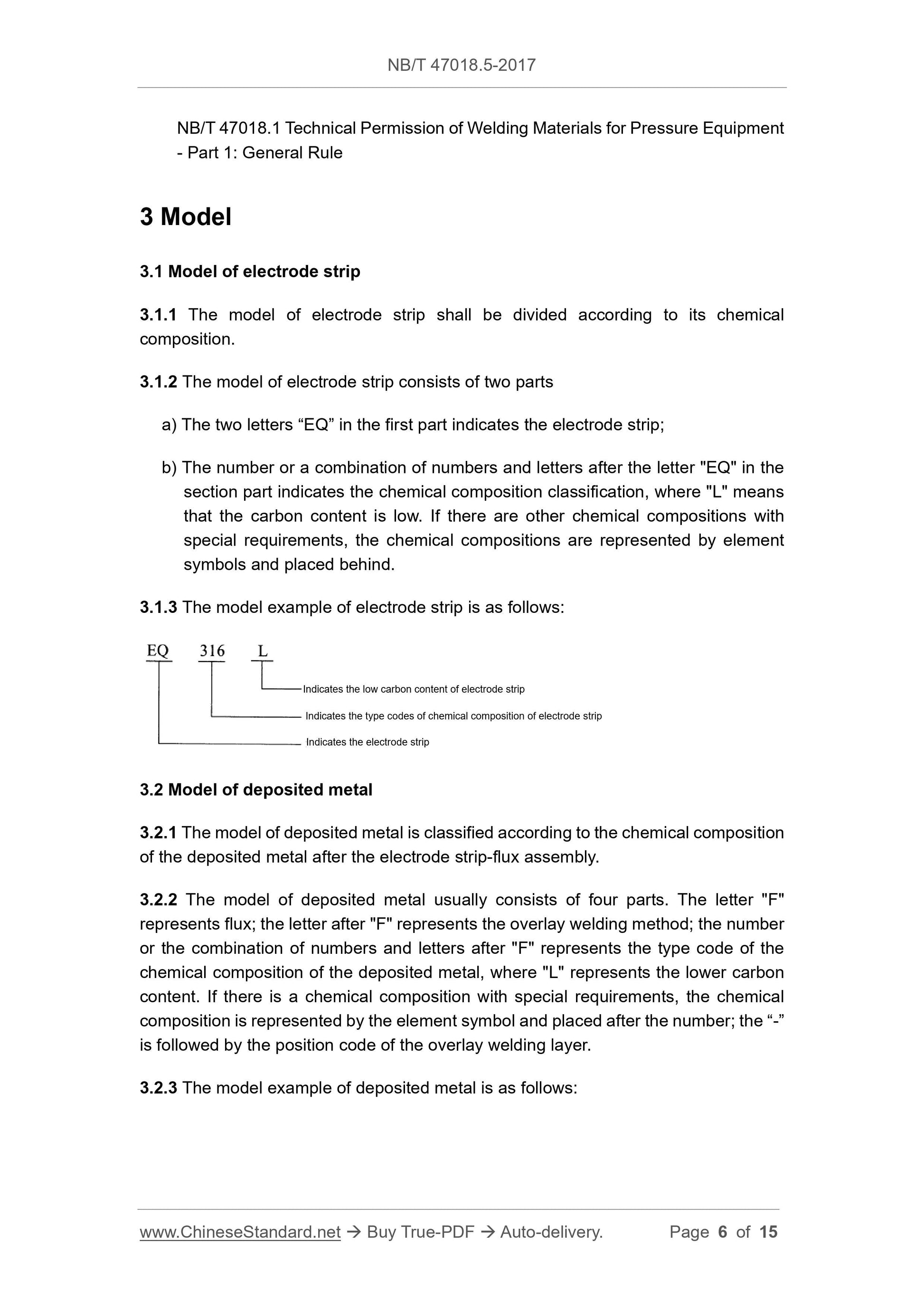
3.1.3 The model example of electrode strip is as follows:
3.2 Model of deposited metal
3.2.1 The model of deposited metal is classified according to the chemical composition
of the deposited metal after the electrode strip-flux assembly.
3.2.2 The model of deposited metal usually consists of four parts. The letter "F"
represents flux; the letter after "F" represents the overlay welding method; the number
or the combination of numbers and letters after "F" represents the type code of the
chemical composition of the deposited metal, where "L" represents the lower carbon
content. If there is a chemical composition with special requirements, the chemical
composition is represented by the element symbol and placed after the number; the “-”
is followed by the position code of the overlay welding layer.
3.2.3 The model example of deposited metal is as follows:
Indicates the low carbon content of electrode strip
Indicates the type codes of chemical composition of electrode strip
Indicates the electrode strip
from each batch of flux; if sampling from the packaged flux, at least 6 bags shall be
sampled from each batch of flux, and a certain amount of flux shall be taken from each
bag, with a total amount of no less than 10kg. Mix the extracted flux uniformly; and
take out 5kg by quarter method for welding test pieces; and the remaining 5kg for
inspection of other items.
6.2 Acceptance
6.2.1 The surface quality inspection results of each batch of electrode strips shall
comply with the provisions of 4.2.1.
6.2.2 The size inspection results of each batch of electrode strips shall comply with the
provisions of Tables 1 and 2.
6.2.3 The chemical composition inspection results of each batch of electrode strips
shall comply with the provisions of Table 3.
6.2.4 The quality inspection results of each batch of flux shall comply with the
provisions of 4.3.
6.2.5 The chemical composition of the deposited metal after each batch of electrode
strip-flux combination shall comply with the provisions of Table 5.
6.2.6 The bending performance results of the deposited metal after each batch of
electrode strip-flux combination shall comply with the provisions of 4.5.
6.2.7 The ferrite content of the deposited metal and the corrosion resistance of the
deposited metal after each batch of electrode strip-flux combination shall comply with
the provisions of 4.6 and 4.7.
7 Quality Certificate
7.1 Inspection content
The quality certificate of overlay welding materials for pressure equipment shall contain
the batch numbers of flux, transition layer electrode strip and corrosion-resistant layer
electrode strip, and their respective inspection results, as well as the results of
inspection after flux, electrode strip and assembly overlay welding.
7.2 Batch number
The batch numbers of flux, transition layer electrode strip and corrosion-resistant layer
electrode strip used for pressure equipment shall meet the requirements of the quality
certificate in 7.1; when only one of the above three batch numbers is different from that
in the quality assurance certificate, it shall be inspected according to the quality
assurance system of this organization, and the technical requirements shall be no
Get QUOTATION in 1-minute: Click NB/T 47018.5-2017
Historical versions: NB/T 47018.5-2017
Preview True-PDF (Reload/Scroll if blank)
NB/T 47018.5-2017: Technical permission of welding materials for pressure equipment. Section 5: Stainless steel strip electrodes and fluxes for overlay welding
NB/T 47018.5-2017
NB
ENERGY INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
ICS 25.160.10
J 33
Replacing NB/T 47018.5-2011
Technical Permission of Welding Materials for
Pressure Equipment Section 5: Stainless Steel Strip
Electrodes and Fluxes for Overlay Welding
ISSUED ON: MARCH 28, 2017
IMPLEMENTED ON: AUGUST 01, 2017
Issued by: National Energy Administration
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative References ... 5
3 Model ... 6
4 Technical Requirements ... 7
5 Test Methods ... 10
6 Inspection Rules ... 13
7 Quality Certificate ... 14
8 Packaging ... 15
9 Marking and Product Identification ... 15
Technical Permission of Welding for Pressure
Equipment Section 5: Stainless Steel Strip Electrodes
and Fluxes for Overlay Welding
1 Scope
This Part of NB/T 47018-2017 specifies the model, technical requirements, test
methods, inspection rules, packaging and marking, and product marking of stainless-
steel deposited metal for overlay welding.
This Part is applicable to submerged arc or electroslag corrosion-resistant overlay
welding for pressure equipment.
2 Normative References
The following documents are essential to the application of this document. For the
dated documents, only the versions with the dates indicated are applicable to this
document; for the undated documents, only the latest version (including all the
amendments) is applicable to this document.
GB/T 223 (all parts) Methods for Chemical Analysis for Iron, Steel and Alloy
GB/T 1954 Methods of Measurement for Ferrite Content in Austenitic Cr-Ni
Stainless Steel Weld Metals
GB/T 2653 Bend Test Methods on Welded Joints
GB/T 4334 Corrosion of Metals and Alloys - Test Methods for Intergranular
Corrosion of Stainless Steels
GB/T 17854-1999 Stainless Steel Electrodes and Fluxes for Submerged Arc
Welding
NB/T 47013.3 Non-Destructive Testing of Pressure Equipment - Part 3: Ultrasonic
Testing
NB/T 47013.5 Non-Destructive Testing of Pressure Equipment - Part 5: Penetrant
Testing
NB/T 47018.1 Technical Permission of Welding Materials for Pressure Equipment
- Part 1: General Rule
3 Model
3.1 Model of electrode strip
3.1.1 The model of electrode strip shall be divided according to its chemical
composition.
3.1.2 The model of electrode strip consists of two parts
a) The two letters “EQ” in the first part indicates the electrode strip;
b) The number or a combination of numbers and letters after the letter "EQ" in the
section part indicates the chemical composition classification, where "L" means
that the carbon content is low. If there are other chemical compositions with
special requirements, the chemical compositions are represented by element
symbols and placed behind.
3.1.3 The model example of electrode strip is as follows:
3.2 Model of deposited metal
3.2.1 The model of deposited metal is classified according to the chemical composition
of the deposited metal after the electrode strip-flux assembly.
3.2.2 The model of deposited metal usually consists of four parts. The letter "F"
represents flux; the letter after "F" represents the overlay welding method; the number
or the combination of numbers and letters after "F" represents the type code of the
chemical composition of the deposited metal, where "L" represents the lower carbon
content. If there is a chemical composition with special requirements, the chemical
composition is represented by the element symbol and placed after the number; the “-”
is followed by the position code of the overlay welding layer.
3.2.3 The model example of deposited metal is as follows:
Indicates the low carbon content of electrode strip
Indicates the type codes of chemical composition of electrode strip
Indicates the electrode strip
from each batch of flux; if sampling from the packaged flux, at least 6 bags shall be
sampled from each batch of flux, and a certain amount of flux shall be taken from each
bag, with a total amount of no less than 10kg. Mix the extracted flux uniformly; and
take out 5kg by quarter method for welding test pieces; and the remaining 5kg for
inspection of other items.
6.2 Acceptance
6.2.1 The surface quality inspection results of each batch of electrode strips shall
comply with the provisions of 4.2.1.
6.2.2 The size inspection results of each batch of electrode strips shall comply with the
provisions of Tables 1 and 2.
6.2.3 The chemical composition inspection results of each batch of electrode strips
shall comply with the provisions of Table 3.
6.2.4 The quality inspection results of each batch of flux shall comply with the
provisions of 4.3.
6.2.5 The chemical composition of the deposited metal after each batch of electrode
strip-flux combination shall comply with the provisions of Table 5.
6.2.6 The bending performance results of the deposited metal after each batch of
electrode strip-flux combination shall comply with the provisions of 4.5.
6.2.7 The ferrite content of the deposited metal and the corrosion resistance of the
deposited metal after each batch of electrode strip-flux combination shall comply with
the provisions of 4.6 and 4.7.
7 Quality Certificate
7.1 Inspection content
The quality certificate of overlay welding materials for pressure equipment shall contain
the batch numbers of flux, transition layer electrode strip and corrosion-resistant layer
electrode strip, and their respective inspection results, as well as the results of
inspection after flux, electrode strip and assembly overlay welding.
7.2 Batch number
The batch numbers of flux, transition layer electrode strip and corrosion-resistant layer
electrode strip used for pressure equipment shall meet the requirements of the quality
certificate in 7.1; when only one of the above three batch numbers is different from that
in the quality assurance certificate, it shall be inspected according to the quality
assurance system of this organization, and the technical requirements shall be no
Share