1
/
of
12
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
QC/T 1029-2016 English PDF (QCT1029-2016)
QC/T 1029-2016 English PDF (QCT1029-2016)
Regular price
$110.00 USD
Regular price
Sale price
$110.00 USD
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click QC/T 1029-2016
Historical versions: QC/T 1029-2016
Preview True-PDF (Reload/Scroll if blank)
QC/T 1029-2016: Polypropylene(PP)cellular board production for vehicles
QC/T 1029-2016
QC
AUTOMOBILE INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
ICS 43.020
T 40
Polypropylene(PP) cellular
board production for vehicles
ISSUED ON. JANUARY 15, 2016
IMPLEMENTED ON. JULY 1, 2016
Issued by. Ministry of Industry and Information Technology of the
People's Republic of China
Annex.
Standard Numbers, Names, Starting Dates
of Implementation for 7 Automotive Industry Standards
SN Standard Numbers Standard Names
Replaced
Standard Numbers
Starting Date of
Implementation
215 QC/T 1025-2016 Performance Requirements and Bench Test Methods of Automatic Transmission Oil Pump July 1, 2016
216 QC/T 1026-2016 Performance and Determination of PVC Slush Skin of Automotive Instrument Panel July 1, 2016
217 QC/T 1027-2016 Technical Requirements for Film Mounted Motor Vehicle Glass July 1, 2016
218 QC/T 1028-2016 Performance Requirements and Test Methods of Vehicle Vacuum Check Valve July 1, 2016
219 QC/T 1029-2016 Polypropylene (PP) Cellular Board Production Vehicles July 1, 2016
220 QC/T 1030-2016 Bus Push-Out Emergency Window July 1, 2016
221 QC/T 678-2016 Pneumatic Driving Pump of Passenger Door of Bus QC/T 678-2001 July 1, 2016
Table of Contents
Foreword ... 5
1 Scope ... 6
2 Normative references ... 6
3 Terms and definitions ... 6
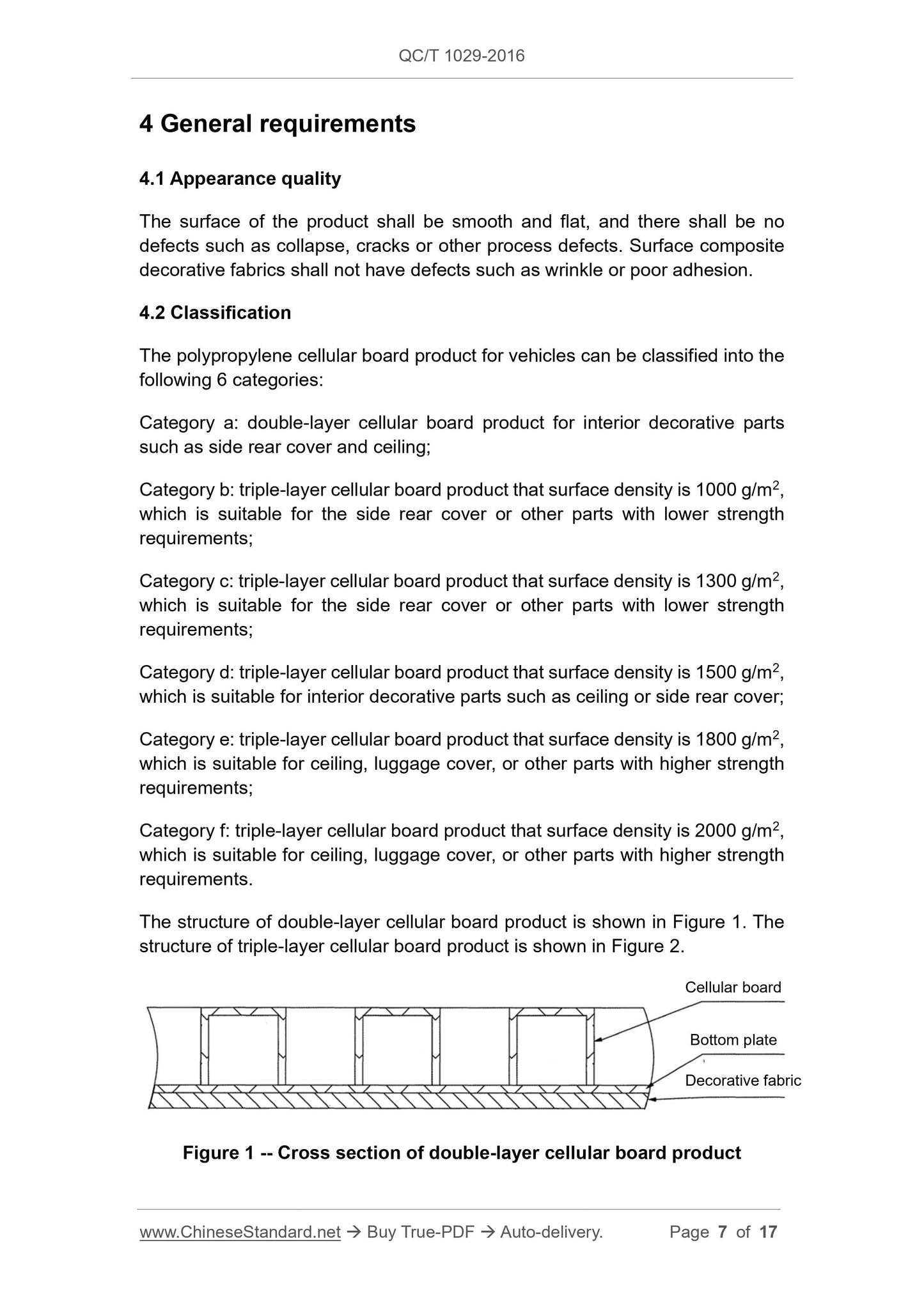
4 General requirements ... 7
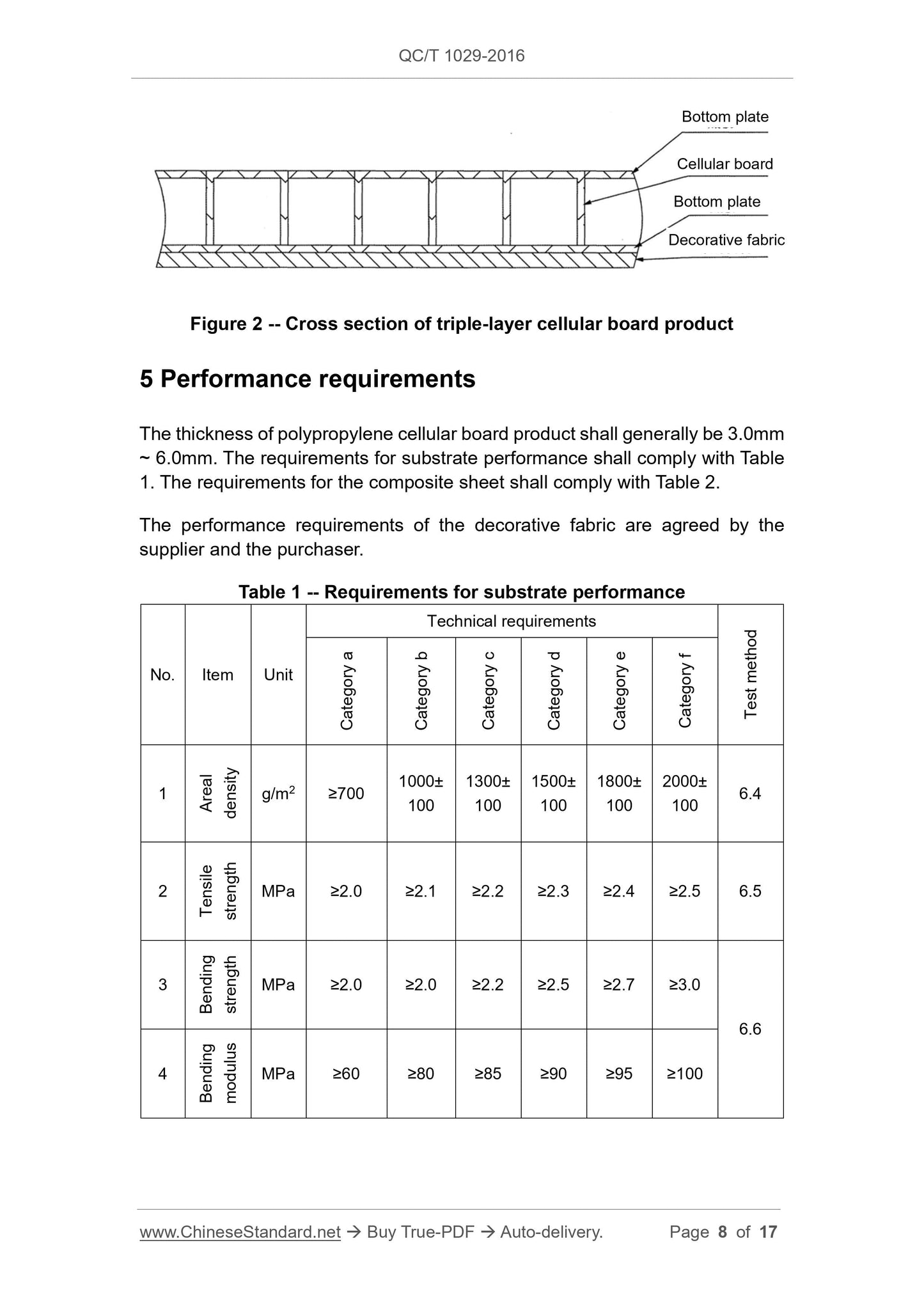
5 Performance requirements ... 8
6 Test methods ... 10
7 Inspection rules ... 14
8 Storage ... 15
Annex A (normative) Odor test specification ... 16
Polypropylene(PP) cellular
board production for vehicles
1 Scope
This Standard specifies general requirements, performance requirements, test
methods, inspection rules and storage requirements of polypropylene (PP)
cellular board product for vehicles.
This Standard is applicable to double or triple layer polypropylene cellular board
product such as car roof, side rear cover, luggage cover.
2 Normative references
The following referenced documents are indispensable for the application of
this document. For dated references, only the edition cited applies. For undated
references, the latest edition of the referenced document (including any
amendments) applies.
GB/T 2918-1998, Plastics - Standard atmospheres for conditioning and
testing
GB 8410, Flammability of automotive interior materials
GB/T 9341-2008, Plastics - Determination of flexural properties
3 Terms and definitions
For the purposes of this document, the following terms and definitions apply.
3.1 substrate
double or triple layer polypropylene cellular board product without composite
fabric
3.2 the composite sheet
polypropylene cellular board product that decorative fabric is combined with the
substrate
6.6.1 Sample
Take 5 pieces of 120mm × 10mm samples on the product. The sample
thickness is the part thickness.
6.6.2 Test equipment
Tensile machine with a precision of level one.
6.6.3 Test steps
Accurately measure the width and thickness of the specimen with a caliper with
an accuracy of 0.02 mm or more. Test according to the provisions of GB/T 9341-
2008. The indenter radius is 5 mm, the span is 16 times the thickness of the
sample, and the test speed is (2.0 ± 0.4) mm/min. Double-layer polypropylene
cellular board head presses on the flat side.
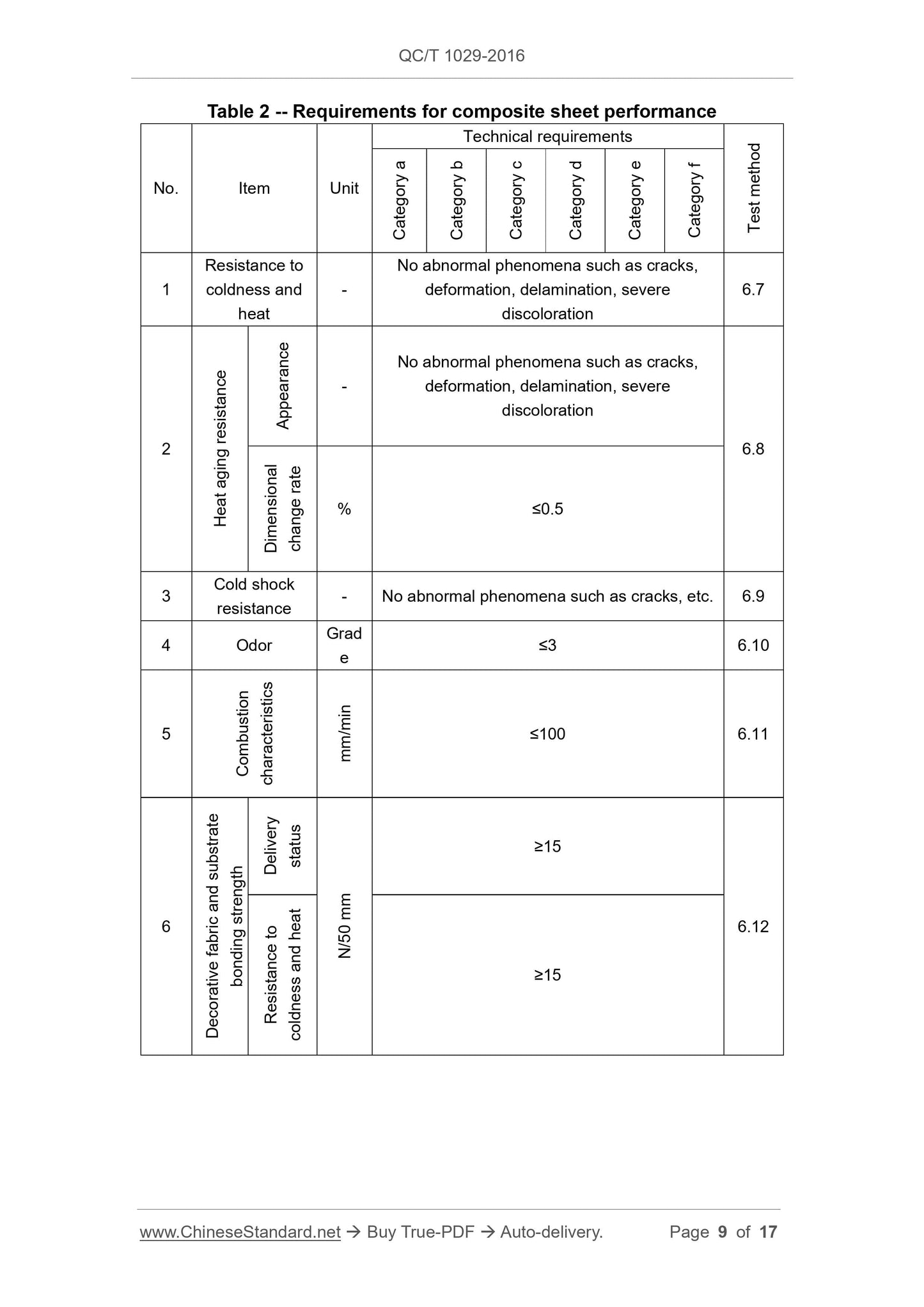
6.7 Resistance to coldness and heat
6.7.1 Sample
3 pieces of products.
6.7.2 Test equipment
Thermostatic oven, low temperature box, humidity box or high and low
temperature humid heat box; temperature accuracy is controlled at ±2°C,
humidity accuracy is controlled at ±5%.
6.7.3 Test steps
Perform 4 cycles of tests when product in under assembly state, of which (80 ±
2 )°C/3 h → RT/1 h → (-40 ± 2)°C/3 h → RT/1 h → ( 55 ± 2 )°C, 95%RH/15 h
→ RT/1 h is one cycle (RT refers to room temperature). Observe the
appearance change after the test.
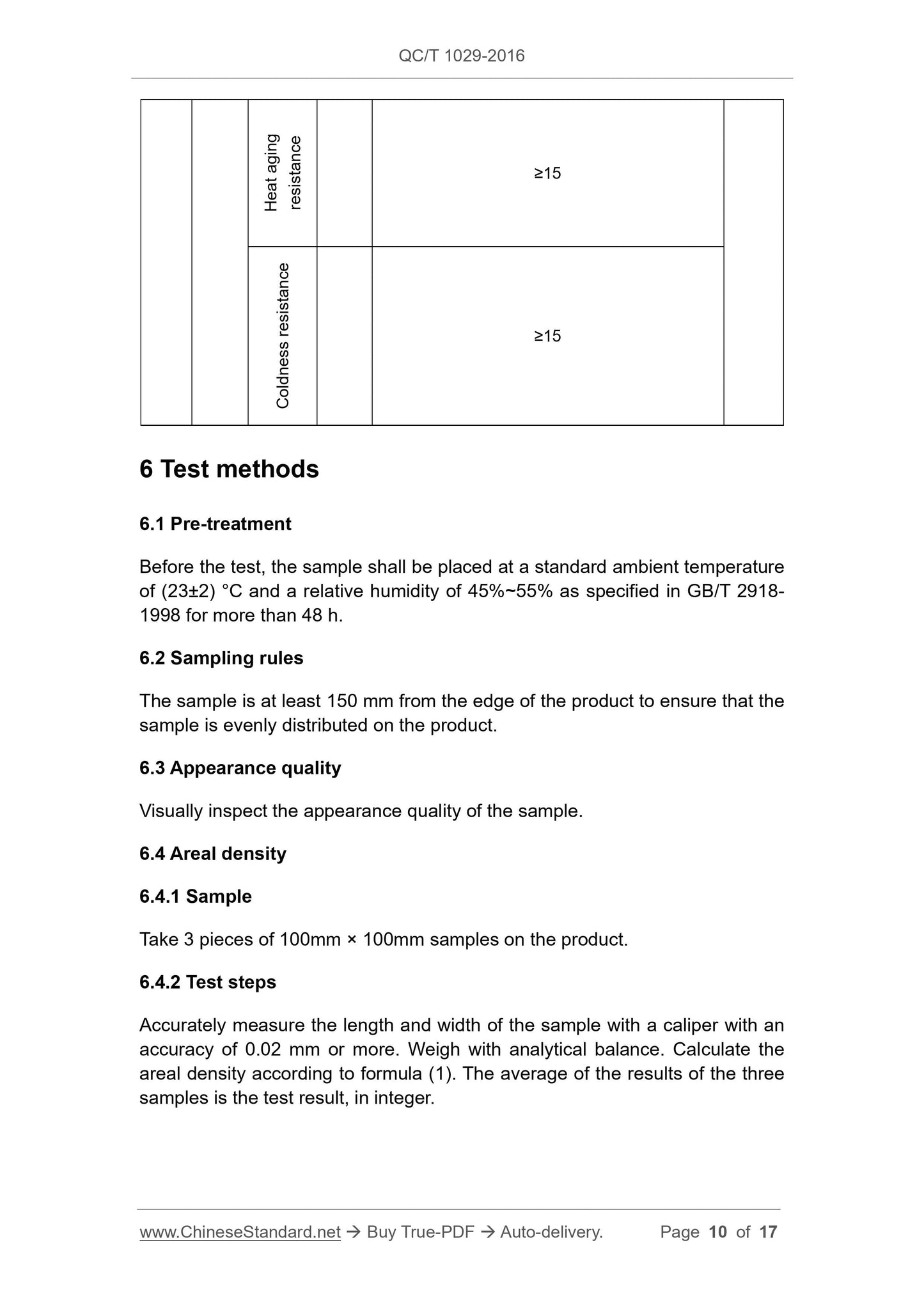
6.8 Heat aging resistance
6.8.1 Sample
3 pieces of products.
6.8.2 Test equipment
Thermostatic oven, temperature accuracy is controlled at ±2°C.
6.8.3 Test steps
Take 3 pieces of products. Accurately measure the main assembly size or outer
Take 5 pieces of 250mm × 50mm samples on the product. Strip 100 mm at one
end.
6.12.1 Test equipment
Tensile machine, the accuracy is one level; thermostatic oven, low temperature
chamber, humidity chamber, temperature accuracy is controlled at ±2°C, and
the temperature accuracy is controlled at ±5%.
6.12.3 Test conditions
a) Delivery state.
b) Resistance to coldness and heat. perform 4 cycles of tests, of which (80
± 2 )°C/3 h → RT/1 h → (-40 ± 2)°C/3 h → RT/1 h → ( 55 ± 2 )°C,
95%RH/15 h → RT/1 h is one cycle;
c) Heat resistance. (80 ± 2)°C/168h;
d) Coldness resistance. (-40 ± 2)°C/24h.
6.12.4 Test steps
Place the sample treated according to the above test conditions at room
temperature for 2 h. After the decorative fabric is peeled off from the substrate,
one end of the substrate is clamped on the clamp on the tensile machine, and
one end of the decorative fabric is clamped on the clamp under the tension
machine. Perform the 180° peel test with professional fixture at (100 ± 10)
mm/min. Measure the maximum load at the time of peeling and record the 50-
mm wide sample peel force. Take the average value of the results of the five
samples as the test result, in one after the decimal point.
7 Inspection rules
7.1 Testing frequency and project
The testing of cellular board product shall determine the inspection frequency
and project according to quality control requirements.
7.2 Re-inspection
When one of the following conditions occurs, it shall be fully tested in
accordance with this Standard.
a) continuous production for more than half a year;
b) technique conditions change;
Annex A
(normative)
Odor test specification
A.1 Test devices, test conditions
A.1.1 Sample
The sample shall be prepared as much as possible in a considerable area or
volume. A 50 cm2 sample shall be cut from the part.
A.1.2 Test devices
Electric blast drying oven, temperature accuracy is controlled at ±2°C. Use
glass closed container with a volume of 1 L. The container must be cleaned and
dried before each test to ensure that the container is clean and tasteless. It is
recommended to use a glass container with a screw cap.
A.1.3 Test conditions
Method A. (40 ± 2)°C, add 50 mL of distilled water to the container, store (24 ±
1) h, support the sample with a metal bracket to ensure that the sample does
not touch the water.
Method B. (80 ± 2)°C, store (2 ± 0.1) h.
NOTE. Method B is a rapid test method. Under normal circumstances, the odor
at 80°C is greater than the odor at 40°C. If the part is considered to be in a
warm condition, no toxic or odor shall occur, then the test of Method A may not
be performed.
A.2 Test steps
Place the cut sample into a closed container and test it according to Method A
and Method B specified in A.1.3. After taking out, the smell shall be evaluated
as follows. The evaluation environment shall meet the requirements of GB/T
2918-1998.
For Method A. after the test container is taken out of the dry box, the first full-
time inspector opens the lid 30° ~ 45° on one side and sniffs the lid quickly to
ensure that the container is closed, then passes the container to the second
full-time inspector; the second full-time inspector shall pass the container to the
third full-time inspector for assessment. Each full...
Get QUOTATION in 1-minute: Click QC/T 1029-2016
Historical versions: QC/T 1029-2016
Preview True-PDF (Reload/Scroll if blank)
QC/T 1029-2016: Polypropylene(PP)cellular board production for vehicles
QC/T 1029-2016
QC
AUTOMOBILE INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
ICS 43.020
T 40
Polypropylene(PP) cellular
board production for vehicles
ISSUED ON. JANUARY 15, 2016
IMPLEMENTED ON. JULY 1, 2016
Issued by. Ministry of Industry and Information Technology of the
People's Republic of China
Annex.
Standard Numbers, Names, Starting Dates
of Implementation for 7 Automotive Industry Standards
SN Standard Numbers Standard Names
Replaced
Standard Numbers
Starting Date of
Implementation
215 QC/T 1025-2016 Performance Requirements and Bench Test Methods of Automatic Transmission Oil Pump July 1, 2016
216 QC/T 1026-2016 Performance and Determination of PVC Slush Skin of Automotive Instrument Panel July 1, 2016
217 QC/T 1027-2016 Technical Requirements for Film Mounted Motor Vehicle Glass July 1, 2016
218 QC/T 1028-2016 Performance Requirements and Test Methods of Vehicle Vacuum Check Valve July 1, 2016
219 QC/T 1029-2016 Polypropylene (PP) Cellular Board Production Vehicles July 1, 2016
220 QC/T 1030-2016 Bus Push-Out Emergency Window July 1, 2016
221 QC/T 678-2016 Pneumatic Driving Pump of Passenger Door of Bus QC/T 678-2001 July 1, 2016
Table of Contents
Foreword ... 5
1 Scope ... 6
2 Normative references ... 6
3 Terms and definitions ... 6
4 General requirements ... 7
5 Performance requirements ... 8
6 Test methods ... 10
7 Inspection rules ... 14
8 Storage ... 15
Annex A (normative) Odor test specification ... 16
Polypropylene(PP) cellular
board production for vehicles
1 Scope
This Standard specifies general requirements, performance requirements, test
methods, inspection rules and storage requirements of polypropylene (PP)
cellular board product for vehicles.
This Standard is applicable to double or triple layer polypropylene cellular board
product such as car roof, side rear cover, luggage cover.
2 Normative references
The following referenced documents are indispensable for the application of
this document. For dated references, only the edition cited applies. For undated
references, the latest edition of the referenced document (including any
amendments) applies.
GB/T 2918-1998, Plastics - Standard atmospheres for conditioning and
testing
GB 8410, Flammability of automotive interior materials
GB/T 9341-2008, Plastics - Determination of flexural properties
3 Terms and definitions
For the purposes of this document, the following terms and definitions apply.
3.1 substrate
double or triple layer polypropylene cellular board product without composite
fabric
3.2 the composite sheet
polypropylene cellular board product that decorative fabric is combined with the
substrate
6.6.1 Sample
Take 5 pieces of 120mm × 10mm samples on the product. The sample
thickness is the part thickness.
6.6.2 Test equipment
Tensile machine with a precision of level one.
6.6.3 Test steps
Accurately measure the width and thickness of the specimen with a caliper with
an accuracy of 0.02 mm or more. Test according to the provisions of GB/T 9341-
2008. The indenter radius is 5 mm, the span is 16 times the thickness of the
sample, and the test speed is (2.0 ± 0.4) mm/min. Double-layer polypropylene
cellular board head presses on the flat side.
6.7 Resistance to coldness and heat
6.7.1 Sample
3 pieces of products.
6.7.2 Test equipment
Thermostatic oven, low temperature box, humidity box or high and low
temperature humid heat box; temperature accuracy is controlled at ±2°C,
humidity accuracy is controlled at ±5%.
6.7.3 Test steps
Perform 4 cycles of tests when product in under assembly state, of which (80 ±
2 )°C/3 h → RT/1 h → (-40 ± 2)°C/3 h → RT/1 h → ( 55 ± 2 )°C, 95%RH/15 h
→ RT/1 h is one cycle (RT refers to room temperature). Observe the
appearance change after the test.
6.8 Heat aging resistance
6.8.1 Sample
3 pieces of products.
6.8.2 Test equipment
Thermostatic oven, temperature accuracy is controlled at ±2°C.
6.8.3 Test steps
Take 3 pieces of products. Accurately measure the main assembly size or outer
Take 5 pieces of 250mm × 50mm samples on the product. Strip 100 mm at one
end.
6.12.1 Test equipment
Tensile machine, the accuracy is one level; thermostatic oven, low temperature
chamber, humidity chamber, temperature accuracy is controlled at ±2°C, and
the temperature accuracy is controlled at ±5%.
6.12.3 Test conditions
a) Delivery state.
b) Resistance to coldness and heat. perform 4 cycles of tests, of which (80
± 2 )°C/3 h → RT/1 h → (-40 ± 2)°C/3 h → RT/1 h → ( 55 ± 2 )°C,
95%RH/15 h → RT/1 h is one cycle;
c) Heat resistance. (80 ± 2)°C/168h;
d) Coldness resistance. (-40 ± 2)°C/24h.
6.12.4 Test steps
Place the sample treated according to the above test conditions at room
temperature for 2 h. After the decorative fabric is peeled off from the substrate,
one end of the substrate is clamped on the clamp on the tensile machine, and
one end of the decorative fabric is clamped on the clamp under the tension
machine. Perform the 180° peel test with professional fixture at (100 ± 10)
mm/min. Measure the maximum load at the time of peeling and record the 50-
mm wide sample peel force. Take the average value of the results of the five
samples as the test result, in one after the decimal point.
7 Inspection rules
7.1 Testing frequency and project
The testing of cellular board product shall determine the inspection frequency
and project according to quality control requirements.
7.2 Re-inspection
When one of the following conditions occurs, it shall be fully tested in
accordance with this Standard.
a) continuous production for more than half a year;
b) technique conditions change;
Annex A
(normative)
Odor test specification
A.1 Test devices, test conditions
A.1.1 Sample
The sample shall be prepared as much as possible in a considerable area or
volume. A 50 cm2 sample shall be cut from the part.
A.1.2 Test devices
Electric blast drying oven, temperature accuracy is controlled at ±2°C. Use
glass closed container with a volume of 1 L. The container must be cleaned and
dried before each test to ensure that the container is clean and tasteless. It is
recommended to use a glass container with a screw cap.
A.1.3 Test conditions
Method A. (40 ± 2)°C, add 50 mL of distilled water to the container, store (24 ±
1) h, support the sample with a metal bracket to ensure that the sample does
not touch the water.
Method B. (80 ± 2)°C, store (2 ± 0.1) h.
NOTE. Method B is a rapid test method. Under normal circumstances, the odor
at 80°C is greater than the odor at 40°C. If the part is considered to be in a
warm condition, no toxic or odor shall occur, then the test of Method A may not
be performed.
A.2 Test steps
Place the cut sample into a closed container and test it according to Method A
and Method B specified in A.1.3. After taking out, the smell shall be evaluated
as follows. The evaluation environment shall meet the requirements of GB/T
2918-1998.
For Method A. after the test container is taken out of the dry box, the first full-
time inspector opens the lid 30° ~ 45° on one side and sniffs the lid quickly to
ensure that the container is closed, then passes the container to the second
full-time inspector; the second full-time inspector shall pass the container to the
third full-time inspector for assessment. Each full...
Share