1
/
of
6
PayPal, credit cards. Download editable-PDF & invoice in 1 second!
YY 0672.1-2008 English PDF (YY0672.1-2008)
YY 0672.1-2008 English PDF (YY0672.1-2008)
Regular price
$170.00 USD
Regular price
Sale price
$170.00 USD
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
Delivery: 3 seconds. Download true-PDF + Invoice.
Get Quotation: Click YY 0672.1-2008 (Self-service in 1-minute)
Historical versions (Master-website): YY 0672.1-2008
Preview True-PDF (Reload/Scroll-down if blank)
YY 0672.1-2008: Endoscopic instruments. Part 1: Trocars for laparoscope use
YY 0672.1-2008
Endoscopic instruments.Part 1.Trocars for laparoscope use
ICS 11.040.30
C31
People's Republic of China Pharmaceutical Industry Standard
YY0672.1-2008
Endoscopic instruments part 1.trocars for laparoscopy
Published on.2008-10-17
2010-06-01 Implementation
Released by the State Food and Drug Administration
Endoscopic instruments part 1.trocars for laparoscopy
1 range
This part of YY 0672 specifies the classification and nomenclature, requirements, test methods and inspections of endoscopic instruments - trocars for laparoscopy
Rules, signs, instructions for use, packaging, transportation, storage and other requirements.
This part applies to trocars for laparoscopy (hereinafter referred to as trocars), which are used in conjunction with endoscopes to
Body tissue for puncture and establishment of an abdominal channel.
2 Normative references
The terms in the following documents are the terms of this part by reference in this part of YY 0672.For dated references,
All subsequent amendments (excluding errata content) or revisions do not apply to this part, however, agreements based on this part are encouraged
parties to study the availability of the latest versions of these documents. For undated references, the latest edition applies to this section.
GB/T 230.1-2004 Metal Rockwell Hardness Test Part 1.Test Methods (A, B, C, D, E, F, G, H, K, N, T
feet) (ISO 6508.1.1999, MOD)
GB/T 1220-2007 stainless steel rod
GB/T 2828.1-2003 Counting Sampling Inspection Procedures Part 1.Lot-by-Lot Inspection Sampling Retrieved by Acceptance Quality Limit (AQL)
Plan (ISO 2859.1.1999, IDT)
GB/T 2829-2002 Periodic Inspection Counting Sampling Procedures and Tables (Applicable to Inspection of Process Stability)
GB/T 4340.1-1999 Metal Vickers Hardness Test Part 1.Test Method
GB/T 16886.5-2003 Biological Evaluation of Medical Devices Part 5.In Vitro Cytotoxicity Test (ISO 10993-5.1999,
IDT)
GB/T 16886.10-2005 Biological Evaluation of Medical Devices Part 10.Tests for Irritation and Delayed Type Hypersensitivity
(ISO 10993-10.2002, IDT)
YY/T 0149-2006 Test method for corrosion resistance of stainless steel medical devices (ISO 13402.1995, MOD)
YY/T 0171-2008 Surgical Instrument Packaging, Marking and Instructions for Use
YY/T 1052-2004 Surgical Instrument Mark
3 Classification and naming
3.1 Types and basic dimensions of the trocar
The type and basic dimensions of the trocar should comply with the requirements in Figure 1 and Table 1.
3.2 Materials
The puncture needle end of the puncture device shall use the 05Cr17Ni4Cu4Nb, 20Cr13, 30Cr13 and 05Cr17Ni4Cu4Nb, 20Cr13, 30Cr13 and
32Cr13Mo or other materials that meet the requirements of Chapter 4.
4.1 Basic dimensions
The basic dimensions of the trocar should comply with the provisions of Table 1.
4.2 Appearance
The surface of the trocar should be flat and smooth, free of burrs and sharp edges, no pores, cracks, grooves and sinters that can be identified by the naked eye, and no grinding
agents, polishes and preservatives.
4.3 Flexibility
The air injection valve and air choke valve of the trocar should open and close flexibly, and there should be no obstruction or jamming.
4.4 Fitting performance
4.4.1 The cooperation between the puncture cannula and the puncture needle should be good, and there should be no sticking phenomenon when interacting.
4.4.2 The maximum matching gap between the puncture cannula and the puncture needle should not be greater than 0.3mm.
4.4.3 When the puncture cannula is matched with the puncture needle, the end of the puncture needle must be completely exposed.
4.5 Sealing and gas barrier properties
4.5.1 The gas injection valve and sealing cap of the puncture device should have good sealing performance, and there should be no leakage after the pressure of 4kPa.
4.5.2 The gas blocking valve of the puncture device should have good gas blocking performance, and the number of air bubbles should be less than 20 after the pressure of 4kPa.
4.6 Hardness
The tip end of the puncture needle should be heat-treated, using 05Cr17Ni4Cu4Nb material, and the hardness of the blade is 330HV0.2~420HV0.2.
The hardness of the 20Cr13 material is 40HRC~48HRC, and the hardness of the 30Cr13 and 32Cr13Mo materials is 47HRC~48HRC.
53HRC.
4.7 Surface roughness
The surface of the puncture device can be treated to be bright or no bright, the maximum surface roughness Ra. bright should not be greater than 0.4μm; no bright
It should be no more than 0.8μm; the part that cannot be polished should be no more than 6.3μm.
4.8 Corrosion resistance
The corrosion resistance of the puncture device shall comply with the requirements of level 5.4b in YY/T 0149-2006.
4.9 Biocompatibility
4.9.1 The cytotoxicity of the puncture device should not be greater than grade 1.
4.9.2 The delayed hypersensitivity reaction (sensitization) of the trocar should not be greater than grade 1.
4.9.3 The intradermal response score of the trocar should not exceed 1.
5 Test method
5.1 Basic dimensions
Testing with general-purpose measuring tools or special-purpose measuring tools shall comply with the provisions of 4.1.
5.2 Appearance
Observation by eye and touch by hand shall meet the requirements of 4.2.
5.3 Flexibility
Imitation of the use of action, to feel inspection, should comply with the provisions of 4.3.
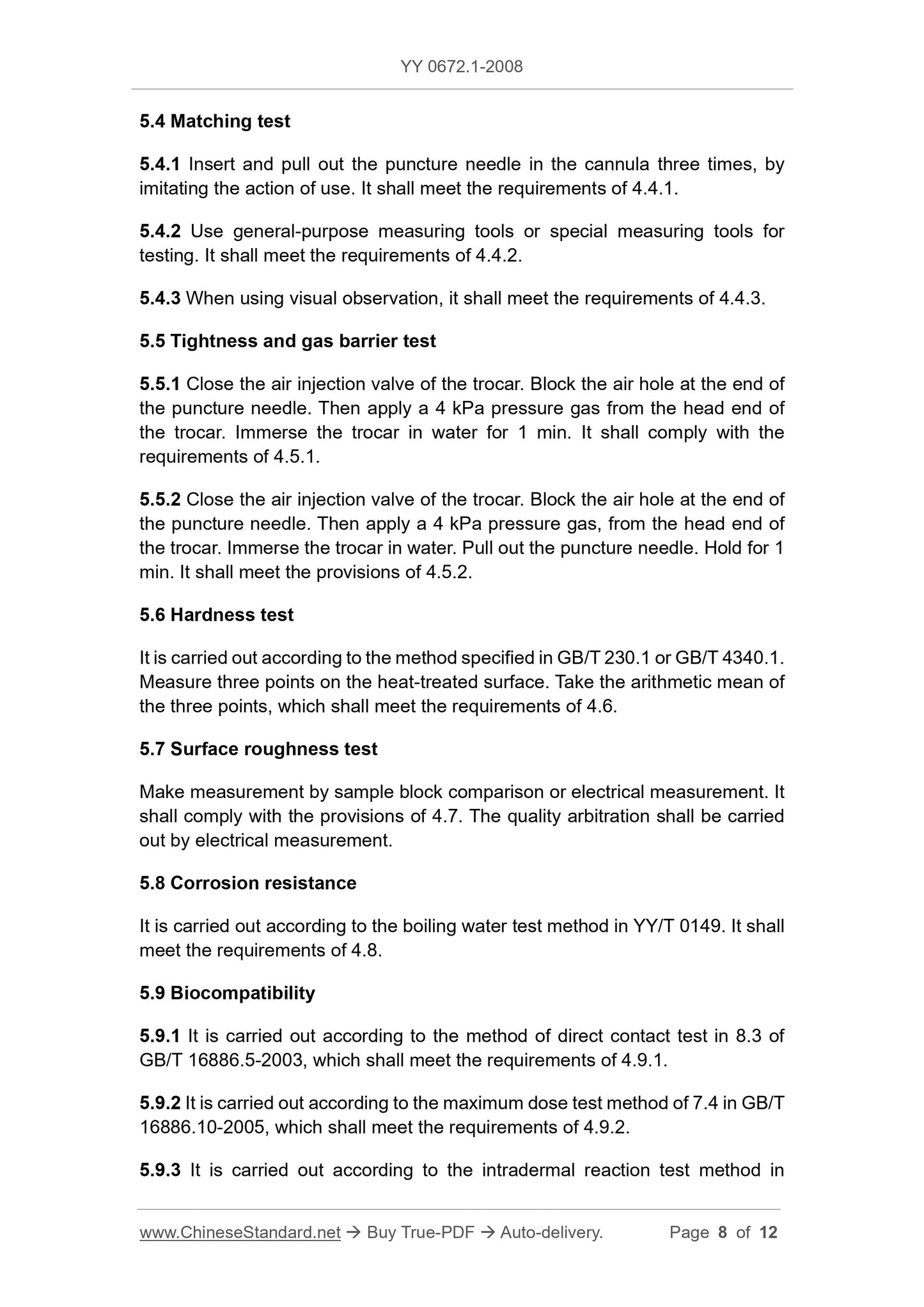
5.4 Matching test
5.4.1 Insert and pull out the puncture needle in the cannula three times following the action of use, which shall comply with the provisions of 4.4.1.
5.4.2 Testing with general-purpose measuring tools or special measuring tools shall meet the requirements of 4.4.2.
5.4.3 Visual observation shall meet the requirements of 4.4.3.
5.5 Test of sealing and gas barrier properties
5.5.1 Close the gas injection valve of the puncture device, block the air hole at the end of the puncture needle, and then add 4 kPa pressure gas from the head end of the puncture device.
The piercer is immersed in water for 1min, which shall meet the requirements of 4.5.1.
5.5.2 Close the gas injection valve of the puncture device, block the air hole at the end of the puncture needle, and then add 4 kPa pressure gas from the head end of the puncture device, and the puncture
The lancet is immersed in water, and the puncture needle is pulled out for 1 min, which shall meet the requirements of 4.5.2.
5.6 Hardness test
Carry out according to the method specified in GB/T 230.1 or GB/T 4340.1.Measure three points on the heat-treated surface and take the arithmetic mean of the three points
The value shall comply with the provisions of 4.6.
5.7 Surface roughness test
The measurement by sample block comparison or electrical measurement shall comply with the provisions of 4.7.The quality arbitration shall be carried out by electrical measurement.
5.8 Corrosion resistance
According to the boiling water test method in YY/T 0149, it should meet the requirements of 4.8.
5.9 Biocompatibility
5.9.1 Carry out the direct contact test according to the method in 8.3 of GB/T 16886.5-2003, which shall meet the requirements of 4.9.1.
5.9.2 Carry out according to the method of maximum dose test in 7.4 of GB/T 16886.10-2005, which shall meet the requirements of 4.9.2.
5.9.3 According to Section B of GB/T 16886.10-2005 The method of the intradermal reaction test in Chapter 2 shall comply with the provisions of 4.9.3.
6 Inspection rules
6.1 Acceptance
The puncture device should be inspected by the quality inspection department of the manufacturer, and only after passing the inspection can it be submitted for order acceptance.
6.2 Inspection method
The puncture device shall be submitted for inspection in batches, and the inspection shall be divided into batch inspection (factory inspection) and periodic inspection (type inspection).
6.3 Lot by lot inspection
6.3.1 The batch-by-batch inspection of the puncture device shall be carried out in accordance with the provisions of GB/T 2828.1.
6.3.2 The batch-by-batch inspection of the puncture device adopts one sampling, and the strictness of the sampling plan starts from the normal inspection plan.
Items, inspection levels and AQL (acceptance quality limit) are as specified in Table 2.
6.4 Periodic inspection
6.4.1 Periodic inspection shall be carried out in the following cases.
a) Before new products are put into production (including the conversion of old products);
b) When there are major changes in design, process and materials;
c) When the production is restarted after an interval of more than one year;
d) Products in continuous production shall not be less than once every two years;
e) When the national quality supervision and inspection agency conducts supervision and inspection of product quality.
6.4.2 In any of the following cases, the provisions of 4.9 should be added to carry out biological evaluation (there are no following cases can be exempted).
a) When the source of materials or technical conditions used in the manufacture of products are changed;
b) when the product formulation, process, primary packaging or sterilization is changed;
c) any changes in the final product during storage;
d) When the use of the product is changed;
e) There are indications that the product will have adverse effects when used in humans.
6.4.3 Periodic inspection shall be carried out in accordance with the provisions of GB/T 2829-2002.
6.4.4 A sampling plan is adopted for periodic inspection, which includes unqualified classification, test group, inspection items, discrimination level, RQL (unqualified quality water)
Level) and sampling plan according to the provisions of Table 3 (counted by the number of unqualified products per 100 units).
6.4.5 If the periodic inspection is qualified, all the test groups must pass the periodic inspection in this period, otherwise, the periodic inspection is considered to be unqualified.
7 Logos, Instructions for Use
7.1 Signs
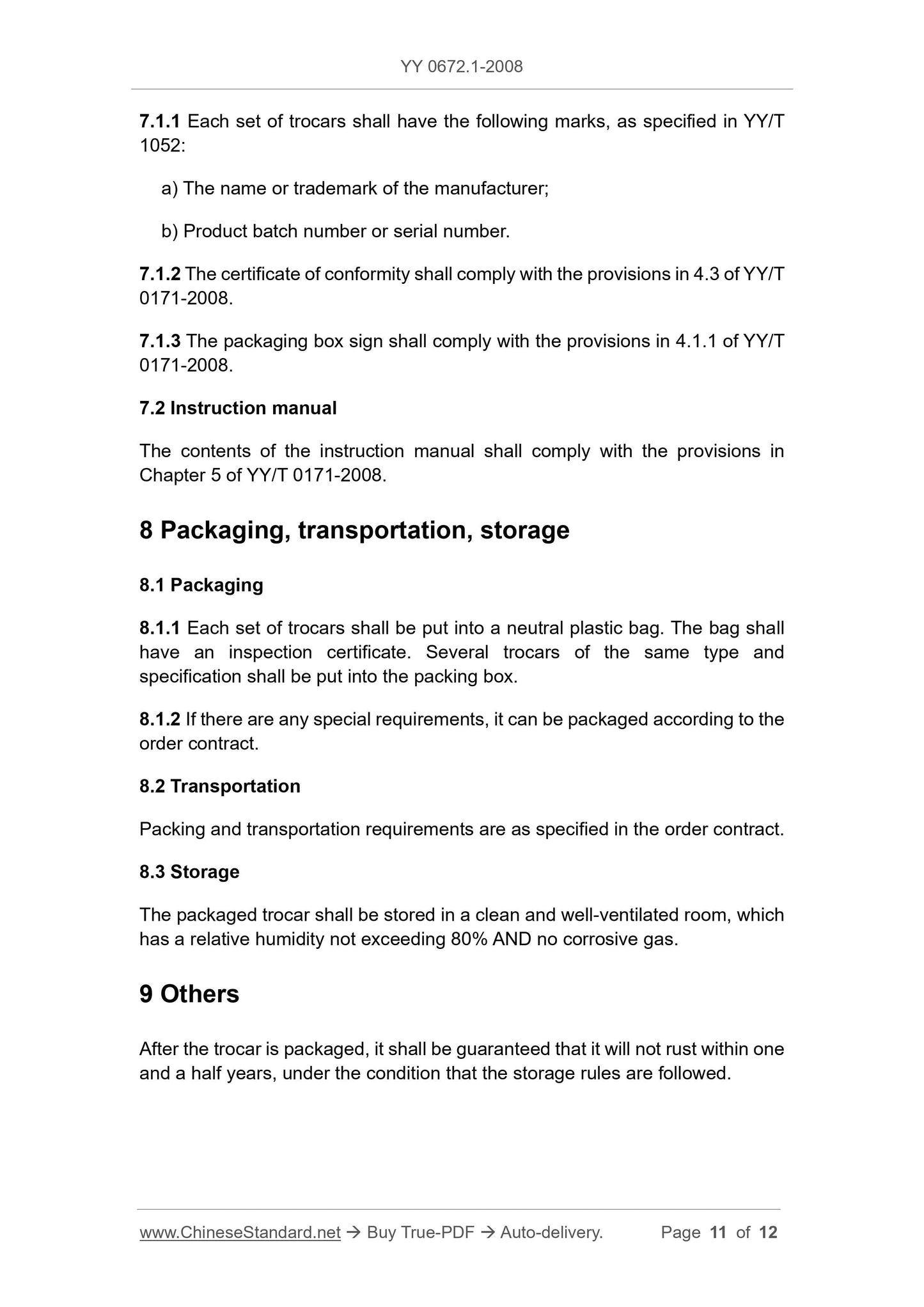
7.1.1 Each set of puncture device shall have the following signs according to the provisions in YY/T 1052.
a) the name or trademark of the manufacturer;
b) Product batch number or serial number.
7.1.2 The certificate of conformity shall comply with the provisions in 4.3 of YY/T 0171-2008.
7.1.3 The packaging box logo shall comply with the provisions in 4.1.1 of YY/T 0171-2008.
7.2 Instruction Manual
The contents of the instruction manual shall comply with the provisions in Chapter 5 of YY/T 0171-2008.
8 Packaging, transportation and storage
8.1 Packaging
8.1.1 Each set of punctures should be put into a neutral plastic bag, and there should be an inspection certificate in the bag, and several punctures of the same type and specifications should be put into the packing box.
8.1.2 Special requirements can be packaged according to the order contract.
8.2 Transportation
Packing and transportation requirements are specified in the order contract.
8.3 Storage
The packaged puncture device should be stored in a room with relative humidity not exceeding 80%, no corrosive gas, clean and well-ventilated.
9 Others
After the puncture device is packaged, it should be guaranteed that it will not rust within one and a half years under the condition that the storage rules are followed.
Get Quotation: Click YY 0672.1-2008 (Self-service in 1-minute)
Historical versions (Master-website): YY 0672.1-2008
Preview True-PDF (Reload/Scroll-down if blank)
YY 0672.1-2008: Endoscopic instruments. Part 1: Trocars for laparoscope use
YY 0672.1-2008
Endoscopic instruments.Part 1.Trocars for laparoscope use
ICS 11.040.30
C31
People's Republic of China Pharmaceutical Industry Standard
YY0672.1-2008
Endoscopic instruments part 1.trocars for laparoscopy
Published on.2008-10-17
2010-06-01 Implementation
Released by the State Food and Drug Administration
Endoscopic instruments part 1.trocars for laparoscopy
1 range
This part of YY 0672 specifies the classification and nomenclature, requirements, test methods and inspections of endoscopic instruments - trocars for laparoscopy
Rules, signs, instructions for use, packaging, transportation, storage and other requirements.
This part applies to trocars for laparoscopy (hereinafter referred to as trocars), which are used in conjunction with endoscopes to
Body tissue for puncture and establishment of an abdominal channel.
2 Normative references
The terms in the following documents are the terms of this part by reference in this part of YY 0672.For dated references,
All subsequent amendments (excluding errata content) or revisions do not apply to this part, however, agreements based on this part are encouraged
parties to study the availability of the latest versions of these documents. For undated references, the latest edition applies to this section.
GB/T 230.1-2004 Metal Rockwell Hardness Test Part 1.Test Methods (A, B, C, D, E, F, G, H, K, N, T
feet) (ISO 6508.1.1999, MOD)
GB/T 1220-2007 stainless steel rod
GB/T 2828.1-2003 Counting Sampling Inspection Procedures Part 1.Lot-by-Lot Inspection Sampling Retrieved by Acceptance Quality Limit (AQL)
Plan (ISO 2859.1.1999, IDT)
GB/T 2829-2002 Periodic Inspection Counting Sampling Procedures and Tables (Applicable to Inspection of Process Stability)
GB/T 4340.1-1999 Metal Vickers Hardness Test Part 1.Test Method
GB/T 16886.5-2003 Biological Evaluation of Medical Devices Part 5.In Vitro Cytotoxicity Test (ISO 10993-5.1999,
IDT)
GB/T 16886.10-2005 Biological Evaluation of Medical Devices Part 10.Tests for Irritation and Delayed Type Hypersensitivity
(ISO 10993-10.2002, IDT)
YY/T 0149-2006 Test method for corrosion resistance of stainless steel medical devices (ISO 13402.1995, MOD)
YY/T 0171-2008 Surgical Instrument Packaging, Marking and Instructions for Use
YY/T 1052-2004 Surgical Instrument Mark
3 Classification and naming
3.1 Types and basic dimensions of the trocar
The type and basic dimensions of the trocar should comply with the requirements in Figure 1 and Table 1.
3.2 Materials
The puncture needle end of the puncture device shall use the 05Cr17Ni4Cu4Nb, 20Cr13, 30Cr13 and 05Cr17Ni4Cu4Nb, 20Cr13, 30Cr13 and
32Cr13Mo or other materials that meet the requirements of Chapter 4.
4.1 Basic dimensions
The basic dimensions of the trocar should comply with the provisions of Table 1.
4.2 Appearance
The surface of the trocar should be flat and smooth, free of burrs and sharp edges, no pores, cracks, grooves and sinters that can be identified by the naked eye, and no grinding
agents, polishes and preservatives.
4.3 Flexibility
The air injection valve and air choke valve of the trocar should open and close flexibly, and there should be no obstruction or jamming.
4.4 Fitting performance
4.4.1 The cooperation between the puncture cannula and the puncture needle should be good, and there should be no sticking phenomenon when interacting.
4.4.2 The maximum matching gap between the puncture cannula and the puncture needle should not be greater than 0.3mm.
4.4.3 When the puncture cannula is matched with the puncture needle, the end of the puncture needle must be completely exposed.
4.5 Sealing and gas barrier properties
4.5.1 The gas injection valve and sealing cap of the puncture device should have good sealing performance, and there should be no leakage after the pressure of 4kPa.
4.5.2 The gas blocking valve of the puncture device should have good gas blocking performance, and the number of air bubbles should be less than 20 after the pressure of 4kPa.
4.6 Hardness
The tip end of the puncture needle should be heat-treated, using 05Cr17Ni4Cu4Nb material, and the hardness of the blade is 330HV0.2~420HV0.2.
The hardness of the 20Cr13 material is 40HRC~48HRC, and the hardness of the 30Cr13 and 32Cr13Mo materials is 47HRC~48HRC.
53HRC.
4.7 Surface roughness
The surface of the puncture device can be treated to be bright or no bright, the maximum surface roughness Ra. bright should not be greater than 0.4μm; no bright
It should be no more than 0.8μm; the part that cannot be polished should be no more than 6.3μm.
4.8 Corrosion resistance
The corrosion resistance of the puncture device shall comply with the requirements of level 5.4b in YY/T 0149-2006.
4.9 Biocompatibility
4.9.1 The cytotoxicity of the puncture device should not be greater than grade 1.
4.9.2 The delayed hypersensitivity reaction (sensitization) of the trocar should not be greater than grade 1.
4.9.3 The intradermal response score of the trocar should not exceed 1.
5 Test method
5.1 Basic dimensions
Testing with general-purpose measuring tools or special-purpose measuring tools shall comply with the provisions of 4.1.
5.2 Appearance
Observation by eye and touch by hand shall meet the requirements of 4.2.
5.3 Flexibility
Imitation of the use of action, to feel inspection, should comply with the provisions of 4.3.
5.4 Matching test
5.4.1 Insert and pull out the puncture needle in the cannula three times following the action of use, which shall comply with the provisions of 4.4.1.
5.4.2 Testing with general-purpose measuring tools or special measuring tools shall meet the requirements of 4.4.2.
5.4.3 Visual observation shall meet the requirements of 4.4.3.
5.5 Test of sealing and gas barrier properties
5.5.1 Close the gas injection valve of the puncture device, block the air hole at the end of the puncture needle, and then add 4 kPa pressure gas from the head end of the puncture device.
The piercer is immersed in water for 1min, which shall meet the requirements of 4.5.1.
5.5.2 Close the gas injection valve of the puncture device, block the air hole at the end of the puncture needle, and then add 4 kPa pressure gas from the head end of the puncture device, and the puncture
The lancet is immersed in water, and the puncture needle is pulled out for 1 min, which shall meet the requirements of 4.5.2.
5.6 Hardness test
Carry out according to the method specified in GB/T 230.1 or GB/T 4340.1.Measure three points on the heat-treated surface and take the arithmetic mean of the three points
The value shall comply with the provisions of 4.6.
5.7 Surface roughness test
The measurement by sample block comparison or electrical measurement shall comply with the provisions of 4.7.The quality arbitration shall be carried out by electrical measurement.
5.8 Corrosion resistance
According to the boiling water test method in YY/T 0149, it should meet the requirements of 4.8.
5.9 Biocompatibility
5.9.1 Carry out the direct contact test according to the method in 8.3 of GB/T 16886.5-2003, which shall meet the requirements of 4.9.1.
5.9.2 Carry out according to the method of maximum dose test in 7.4 of GB/T 16886.10-2005, which shall meet the requirements of 4.9.2.
5.9.3 According to Section B of GB/T 16886.10-2005 The method of the intradermal reaction test in Chapter 2 shall comply with the provisions of 4.9.3.
6 Inspection rules
6.1 Acceptance
The puncture device should be inspected by the quality inspection department of the manufacturer, and only after passing the inspection can it be submitted for order acceptance.
6.2 Inspection method
The puncture device shall be submitted for inspection in batches, and the inspection shall be divided into batch inspection (factory inspection) and periodic inspection (type inspection).
6.3 Lot by lot inspection
6.3.1 The batch-by-batch inspection of the puncture device shall be carried out in accordance with the provisions of GB/T 2828.1.
6.3.2 The batch-by-batch inspection of the puncture device adopts one sampling, and the strictness of the sampling plan starts from the normal inspection plan.
Items, inspection levels and AQL (acceptance quality limit) are as specified in Table 2.
6.4 Periodic inspection
6.4.1 Periodic inspection shall be carried out in the following cases.
a) Before new products are put into production (including the conversion of old products);
b) When there are major changes in design, process and materials;
c) When the production is restarted after an interval of more than one year;
d) Products in continuous production shall not be less than once every two years;
e) When the national quality supervision and inspection agency conducts supervision and inspection of product quality.
6.4.2 In any of the following cases, the provisions of 4.9 should be added to carry out biological evaluation (there are no following cases can be exempted).
a) When the source of materials or technical conditions used in the manufacture of products are changed;
b) when the product formulation, process, primary packaging or sterilization is changed;
c) any changes in the final product during storage;
d) When the use of the product is changed;
e) There are indications that the product will have adverse effects when used in humans.
6.4.3 Periodic inspection shall be carried out in accordance with the provisions of GB/T 2829-2002.
6.4.4 A sampling plan is adopted for periodic inspection, which includes unqualified classification, test group, inspection items, discrimination level, RQL (unqualified quality water)
Level) and sampling plan according to the provisions of Table 3 (counted by the number of unqualified products per 100 units).
6.4.5 If the periodic inspection is qualified, all the test groups must pass the periodic inspection in this period, otherwise, the periodic inspection is considered to be unqualified.
7 Logos, Instructions for Use
7.1 Signs
7.1.1 Each set of puncture device shall have the following signs according to the provisions in YY/T 1052.
a) the name or trademark of the manufacturer;
b) Product batch number or serial number.
7.1.2 The certificate of conformity shall comply with the provisions in 4.3 of YY/T 0171-2008.
7.1.3 The packaging box logo shall comply with the provisions in 4.1.1 of YY/T 0171-2008.
7.2 Instruction Manual
The contents of the instruction manual shall comply with the provisions in Chapter 5 of YY/T 0171-2008.
8 Packaging, transportation and storage
8.1 Packaging
8.1.1 Each set of punctures should be put into a neutral plastic bag, and there should be an inspection certificate in the bag, and several punctures of the same type and specifications should be put into the packing box.
8.1.2 Special requirements can be packaged according to the order contract.
8.2 Transportation
Packing and transportation requirements are specified in the order contract.
8.3 Storage
The packaged puncture device should be stored in a room with relative humidity not exceeding 80%, no corrosive gas, clean and well-ventilated.
9 Others
After the puncture device is packaged, it should be guaranteed that it will not rust within one and a half years under the condition that the storage rules are followed.
Share