1
/
av
10
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
YS/T 591-2017 English PDF (YST591-2017)
YS/T 591-2017 English PDF (YST591-2017)
Ordinarie pris
$695.00 USD
Ordinarie pris
Försäljningspris
$695.00 USD
Enhetspris
/
per
Frakt beräknas i kassan.
Det gick inte att ladda hämtningstillgänglighet
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click YS/T 591-2017
Historical versions: YS/T 591-2017
Preview True-PDF (Reload/Scroll if blank)
YS/T 591-2017: Heat treatment of wrought aluminium and aluminium alloys
YS/T 591-2017
YS
NONFERROUS INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
ICS 25.200
H 60
Replacing YS/T 591-2006
Heat treatment of wrought aluminum and aluminum alloys
ISSUED ON: JULY 07, 2017
IMPLEMENTED ON: JANUARY 01, 2018
Issued by: Ministry of Industry and Information Technology of the People's
Republic of China.
Table of Contents
Foreword ... 3
1 Scope ... 6
2 Normative references ... 6
3 Equipment ... 7
4 Heat treatment processes ... 9
5 Quality assurance ... 29
Annex A (informative) Common knowledge about heat treatment of aluminum alloys
... 34
Heat treatment of wrought aluminum and aluminum alloys
1 Scope
This Standard specifies the equipment, heat treatment processes and quality assurance
for heat treatment of wrought aluminum and aluminum alloys.
This Standard applies to the heat treatment of wrought aluminum and aluminum alloy
processing products.
2 Normative references
The following referenced documents are indispensable for the application of this
document. For dated references, only the edition cited applies. For undated references,
the latest edition of the referenced document (including any amendments) applies.
GB/T 230.1, Metallic materials -- Rockwell hardness test -- Part 1: Test method
GB/T 231.1, Metallic materials -- Brinell hardness test -- Part 1: Test method
GB/T 3246.1, Inspection method for structure of wrought aluminum and aluminum
alloy products -- Part 1: Inspection method for microstructure
GB/T 7998, Method for evaluating the susceptibility to intergranular corrosion of
aluminum alloys
GB/T 9452, Test method for qualified work zone of heat treatment furnace
GB/T 12966, The methods for determining aluminum and aluminum alloys
conductivity using eddy current
GB/T 16475, Temper designation system for wrought aluminum and aluminum alloy
products
GB/T 16865, Test pieces and methods for tensile test for wrought aluminum,
magnesium and their alloy products
GB/T 8005.1, Aluminum and aluminum alloy terms and definitions -- Part 1:
Product and method of processing and treatment
YS/T 876, Standard practice for extrusion solution heat treatment for wrought
aluminum alloys
3 Equipment
3.1 Basic requirements
3.1.1 All heat treatment equipment shall be equipped with temperature and time control
devices and recorders that meet process control requirements. The recorder shall be able
to accurately reflect the temperature and time control conditions, and can be stored for
reference.
3.1.2 The accuracy of the instrument shall be ensured. Perform periodic testing or
calibration.
3.1.3 The location of the sensor shall be determined by the characteristics of the heat
treatment furnace and placed where it can accurately measure the temperature of the
product and heating medium.
3.1.4 The installation position of quenching equipment and loading and unloading
equipment shall ensure that the quenching transfer time meets the requirements.
3.1.5 When supports are required, vibration or movement of the metal shall be
minimized. Brackets, fixtures, bases, and hanging baskets shall be installed in such a
way that they will not adversely affect the quality of the products being processed.
3.2 Commonly used heat treatment furnaces
3.2.1 Classification
Commonly used heat treatment furnaces can be divided into two types: periodic heat
treatment furnaces and continuous heat treatment furnaces. The periodic heat treatment
furnace is highly versatile and can meet a variety of heat treatment process requirements.
It is commonly used for heating and annealing of general products. But the production
efficiency and thermal efficiency are low. The continuous heat treatment furnace has
the characteristics of mechanization and high automation. It can meet the requirements
of various heat treatment processes for large quantities of a single product. It has high
productivity.
3.2.2 Periodic heat treatment furnace
3.2.2.1 Air furnace
Air furnaces use air as the medium. Generally, a forced air circulation system is installed.
It is the furnace type with the simplest structure.
3.2.2.2 Salt bath furnace
Salt bath furnace is a heat treatment equipment that uses molten salt as the heating
medium. It is characterized by simple structure, easy manufacturing, fast heating speed
The minimum classification for annealing heat treatment furnaces with a temperature
range greater than 30°C is Class IV.
3.3 Quenching equipment
3.3.1 Immersion quenching equipment
3.3.1.1 Tank size
The quenching tank shall be of sufficient size to ensure that the product can be
completely immersed in the quenching medium.
3.3.1.2 Cycle
The quenching tank shall have an internal or external circulation system to ensure the
flow of quenching medium.
3.3.1.3 Heating and cooling
The quenching tank shall have sufficient heating and cooling capabilities to ensure that
the temperature of the quenching medium reaches the specified range.
3.3.1.4 Immersion speed
The speed at which products requiring solution treatment enter the quenching medium
shall ensure that the product quenching transfer time meets the requirements.
3.3.1.5 Washing and drying
The water tank used for salt bath quenching products (except for water polymer
solutions) shall ensure that there shall be no visually visible salt liquid residue after the
product surface is dried.
3.3.2 Spray quenching equipment
When using a spray system for quenching, the coolant released from the nozzle shall
have sufficient volume (flow), pressure and temperature to ensure that all products can
achieve a uniform quenching effect. The equipment shall be equipped with a recorder
to monitor spray quenching parameters.
4 Heat treatment processes
4.1 Basic requirements
4.1.1 General requirements
4.1.1.1 The heat treatment process shall match the heat treatment equipment. Product
monitoring inspections shall be carried out regularly to monitor the operation of heat
treatment equipment and the suitability of the process.
4.1.1.2 Before heat treatment, the surface of the product shall be free of contaminants
that would affect product quality.
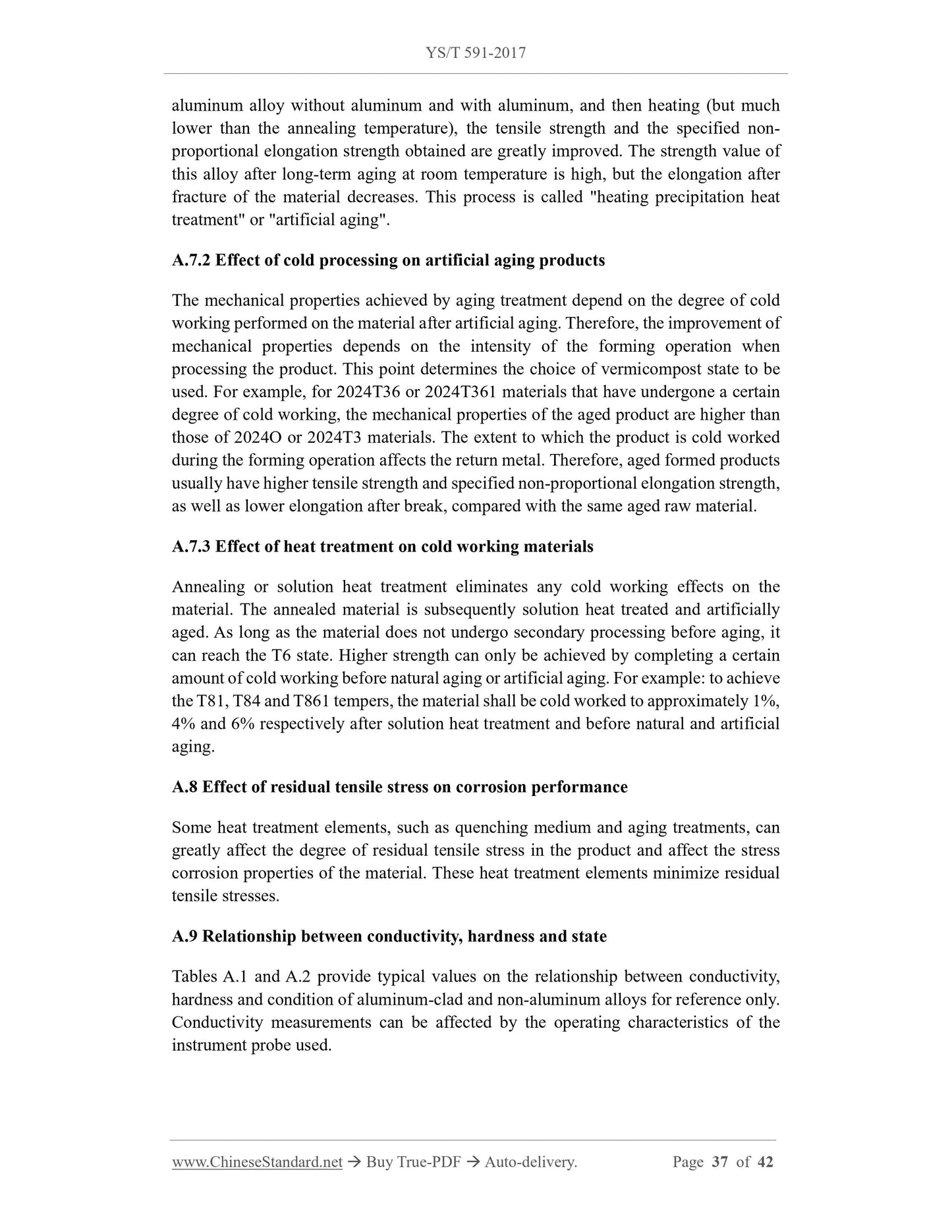
4.1.1.3 The state codes of wrought aluminum and aluminum alloys shall comply with
the regulations of GB/T 16475. The terms and definitions of heat treatment shall comply
with the provisions of GB/T 8005.1. See Annex A for common knowledge.
4.1.2 Furnace loading requirements
Before loading the solution heat treatment product into the furnace, it shall be ensured
that the heating medium reaches the temperature required by the alloy. Unless all
instruments indicate that the heat treatment furnace has reached the specified heat
treatment temperature range (including lower temperatures), the furnace can be
installed under a cooling trend. If the heat treatment furnace is automatically controlled
and can ensure that the furnace temperature drops to the holding temperature before
loading any metal, the furnace can be loaded at any time.
4.1.3 Product placement
4.1.3.1 Products shall be placed on racks and kept at a distance to ensure that the
quenching medium fully enters all load areas.
4.1.3.2 For forgings with a thickness less than or equal to 25 mm, the maximum
thickness of random mounting or each layer is allowed to be 75 mm. The minimum
distance between shelves shall be 75 mm. Forgings thicker than 25 mm shall be
separated from each other. The distance shall be greater than th...
Get QUOTATION in 1-minute: Click YS/T 591-2017
Historical versions: YS/T 591-2017
Preview True-PDF (Reload/Scroll if blank)
YS/T 591-2017: Heat treatment of wrought aluminium and aluminium alloys
YS/T 591-2017
YS
NONFERROUS INDUSTRY STANDARD
OF THE PEOPLE’S REPUBLIC OF CHINA
ICS 25.200
H 60
Replacing YS/T 591-2006
Heat treatment of wrought aluminum and aluminum alloys
ISSUED ON: JULY 07, 2017
IMPLEMENTED ON: JANUARY 01, 2018
Issued by: Ministry of Industry and Information Technology of the People's
Republic of China.
Table of Contents
Foreword ... 3
1 Scope ... 6
2 Normative references ... 6
3 Equipment ... 7
4 Heat treatment processes ... 9
5 Quality assurance ... 29
Annex A (informative) Common knowledge about heat treatment of aluminum alloys
... 34
Heat treatment of wrought aluminum and aluminum alloys
1 Scope
This Standard specifies the equipment, heat treatment processes and quality assurance
for heat treatment of wrought aluminum and aluminum alloys.
This Standard applies to the heat treatment of wrought aluminum and aluminum alloy
processing products.
2 Normative references
The following referenced documents are indispensable for the application of this
document. For dated references, only the edition cited applies. For undated references,
the latest edition of the referenced document (including any amendments) applies.
GB/T 230.1, Metallic materials -- Rockwell hardness test -- Part 1: Test method
GB/T 231.1, Metallic materials -- Brinell hardness test -- Part 1: Test method
GB/T 3246.1, Inspection method for structure of wrought aluminum and aluminum
alloy products -- Part 1: Inspection method for microstructure
GB/T 7998, Method for evaluating the susceptibility to intergranular corrosion of
aluminum alloys
GB/T 9452, Test method for qualified work zone of heat treatment furnace
GB/T 12966, The methods for determining aluminum and aluminum alloys
conductivity using eddy current
GB/T 16475, Temper designation system for wrought aluminum and aluminum alloy
products
GB/T 16865, Test pieces and methods for tensile test for wrought aluminum,
magnesium and their alloy products
GB/T 8005.1, Aluminum and aluminum alloy terms and definitions -- Part 1:
Product and method of processing and treatment
YS/T 876, Standard practice for extrusion solution heat treatment for wrought
aluminum alloys
3 Equipment
3.1 Basic requirements
3.1.1 All heat treatment equipment shall be equipped with temperature and time control
devices and recorders that meet process control requirements. The recorder shall be able
to accurately reflect the temperature and time control conditions, and can be stored for
reference.
3.1.2 The accuracy of the instrument shall be ensured. Perform periodic testing or
calibration.
3.1.3 The location of the sensor shall be determined by the characteristics of the heat
treatment furnace and placed where it can accurately measure the temperature of the
product and heating medium.
3.1.4 The installation position of quenching equipment and loading and unloading
equipment shall ensure that the quenching transfer time meets the requirements.
3.1.5 When supports are required, vibration or movement of the metal shall be
minimized. Brackets, fixtures, bases, and hanging baskets shall be installed in such a
way that they will not adversely affect the quality of the products being processed.
3.2 Commonly used heat treatment furnaces
3.2.1 Classification
Commonly used heat treatment furnaces can be divided into two types: periodic heat
treatment furnaces and continuous heat treatment furnaces. The periodic heat treatment
furnace is highly versatile and can meet a variety of heat treatment process requirements.
It is commonly used for heating and annealing of general products. But the production
efficiency and thermal efficiency are low. The continuous heat treatment furnace has
the characteristics of mechanization and high automation. It can meet the requirements
of various heat treatment processes for large quantities of a single product. It has high
productivity.
3.2.2 Periodic heat treatment furnace
3.2.2.1 Air furnace
Air furnaces use air as the medium. Generally, a forced air circulation system is installed.
It is the furnace type with the simplest structure.
3.2.2.2 Salt bath furnace
Salt bath furnace is a heat treatment equipment that uses molten salt as the heating
medium. It is characterized by simple structure, easy manufacturing, fast heating speed
The minimum classification for annealing heat treatment furnaces with a temperature
range greater than 30°C is Class IV.
3.3 Quenching equipment
3.3.1 Immersion quenching equipment
3.3.1.1 Tank size
The quenching tank shall be of sufficient size to ensure that the product can be
completely immersed in the quenching medium.
3.3.1.2 Cycle
The quenching tank shall have an internal or external circulation system to ensure the
flow of quenching medium.
3.3.1.3 Heating and cooling
The quenching tank shall have sufficient heating and cooling capabilities to ensure that
the temperature of the quenching medium reaches the specified range.
3.3.1.4 Immersion speed
The speed at which products requiring solution treatment enter the quenching medium
shall ensure that the product quenching transfer time meets the requirements.
3.3.1.5 Washing and drying
The water tank used for salt bath quenching products (except for water polymer
solutions) shall ensure that there shall be no visually visible salt liquid residue after the
product surface is dried.
3.3.2 Spray quenching equipment
When using a spray system for quenching, the coolant released from the nozzle shall
have sufficient volume (flow), pressure and temperature to ensure that all products can
achieve a uniform quenching effect. The equipment shall be equipped with a recorder
to monitor spray quenching parameters.
4 Heat treatment processes
4.1 Basic requirements
4.1.1 General requirements
4.1.1.1 The heat treatment process shall match the heat treatment equipment. Product
monitoring inspections shall be carried out regularly to monitor the operation of heat
treatment equipment and the suitability of the process.
4.1.1.2 Before heat treatment, the surface of the product shall be free of contaminants
that would affect product quality.
4.1.1.3 The state codes of wrought aluminum and aluminum alloys shall comply with
the regulations of GB/T 16475. The terms and definitions of heat treatment shall comply
with the provisions of GB/T 8005.1. See Annex A for common knowledge.
4.1.2 Furnace loading requirements
Before loading the solution heat treatment product into the furnace, it shall be ensured
that the heating medium reaches the temperature required by the alloy. Unless all
instruments indicate that the heat treatment furnace has reached the specified heat
treatment temperature range (including lower temperatures), the furnace can be
installed under a cooling trend. If the heat treatment furnace is automatically controlled
and can ensure that the furnace temperature drops to the holding temperature before
loading any metal, the furnace can be loaded at any time.
4.1.3 Product placement
4.1.3.1 Products shall be placed on racks and kept at a distance to ensure that the
quenching medium fully enters all load areas.
4.1.3.2 For forgings with a thickness less than or equal to 25 mm, the maximum
thickness of random mounting or each layer is allowed to be 75 mm. The minimum
distance between shelves shall be 75 mm. Forgings thicker than 25 mm shall be
separated from each other. The distance shall be greater than th...
Share