1
/
/
7
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
Q/BQB 401-2019 English PDF
Q/BQB 401-2019 English PDF
定價
$330.00 USD
定價
售價
$330.00 USD
單價
/
每
結帳時計算運費。
無法載入取貨服務供應情況
Delivery: 3 seconds. Download true-PDF + Invoice.
Get QUOTATION in 1-minute: Click Q/BQB 401-2019
Historical versions: Q/BQB 401-2019
Preview True-PDF (Reload/Scroll if blank)
Q/BQB 401-2019: Dimension, shape, weight and tolerances for cold-rolled steel sheet and strip
Q/BQB 401-2019
BQB
ENTERPRISE STANDARD OF
BAOSHAN IRON AND STEEL CO., LTD
Replacing Q/BQB 401-2018
Dimension, Shape, Weight and Tolerances
for Cold-Rolled Steel Sheet and Strip
ISSUED ON: FEBRUARY 02, 2019
IMPLEMENTED ON: APRIL 10, 2019
Issued by: Baoshan Iron and Steel Co., Ltd.
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative References ... 5
3 Classification and Code ... 5
4 Dimension ... 6
5 Allowable Deviation of Dimension ... 7
6 Appearance ... 10
7 Measurement of Dimension and Shape ... 13
8 Weight ... 13
9 If the User Has Other Special Requirements for Dimension, Shape, Weight
and Tolerances, they Can Be Negotiated when Ordering and Specified in the
Contract ... 14
10 Numerical Rounding-Off Rules ... 14
Appendix A (Normative) Weight Calculation Method when Taking Theoretical
Weight Method ... 16
Foreword
This Standard was drafted as per the rules specified in GB/T 1.1-2009 Directives for
Standardization – Part 1: Structure and Drafting of Standards.
This Standard formulated by reference of EN 10131:2006, EN 10143:2006, and JIS G
3141:2017.
This Standard replaced Q/BQB 401-2018.
Compared with Q/BQB 401-2018, this Standard mainly made the following content
modifications:
--- Revise the lower limit of nominal width of product supplying from 700mm to
600mm;
--- Revise the description of the relevant definition of thickness tolerance in 5.1;
--- Revise the lower limit of the minimum nominal thickness for the file strength of
PT.C thickness allowable deviation of 260 ~ < 360MPa from 0.20mm to 0.30mm;
--- Revise the width tolerance table in the original Table 7 into the width accuracy
requirements for the separately specified untrimmed products; and add the basic
accuracy control requirements of PW.W;
--- Add new Table 8, which separately specifies the technical requirements for the
width tolerance of the trimmed products;
--- Revise Table 9 (original Table 8) Nominal thickness files and tolerance technical
requirements of longitudinally-cut steel strip width tolerance;
--- Revise the description in 6.2 sickle bend control requirements and supplement
the sickle bend control requirements of longitudinally-cut steel strip;
--- Revise Table 11 (original Table 10) nominal width file and corresponding index
requirements for unevenness accuracy;
--- Supplement the unevenness diagram of the steel sheet (see Figure 1).
The Appendix A of this Standard is normative.
This Standard was proposed by Manufacture and Management Department of
Baoshan Iron and Steel Co., Ltd.
This Standard shall be under the jurisdiction of Manufacture and Management
Department of Baoshan Iron and Steel Co., Ltd.
Dimension, Shape, Weight and Tolerances
for Cold-Rolled Steel Sheet and Strip
1 Scope
This Standard specifies the requirements for classification and code, dimension, shape,
weight and allowable deviation of cold-rolled steel sheet and strip.
This Standard is applicable to cold-rolled steel strips with a thickness of
0.17mm~3.50mm and a rolling width of 600mm~2080mm, and the steel sheet
horizontally-cut from it and steel strip longitudinally-cut from it produced by Baoshan
Iron and Steel Co., hereinafter referred to as steel sheet and strip.
NOTE: The cold-rolled products referred to in this Standard include cold-rolled uncoated
products and cold-rolled coated products, etc.
2 Normative References
The following documents are essential to the application of this Standard. For the dated
documents, only the versions with the dates indicated are applicable to this Standard;
for the undated documents, only the latest version (including all the amendments) are
applicable to this Standard.
GB/T 8170-2008 Rules of Rounding off for Numerical Values and Expression and
Judgement of Limiting Values
3 Classification and Code
According to different product forms, the classification and code of the edge state and
dimensional accuracy of steel sheets and strips shall meet the requirements of Table
1.
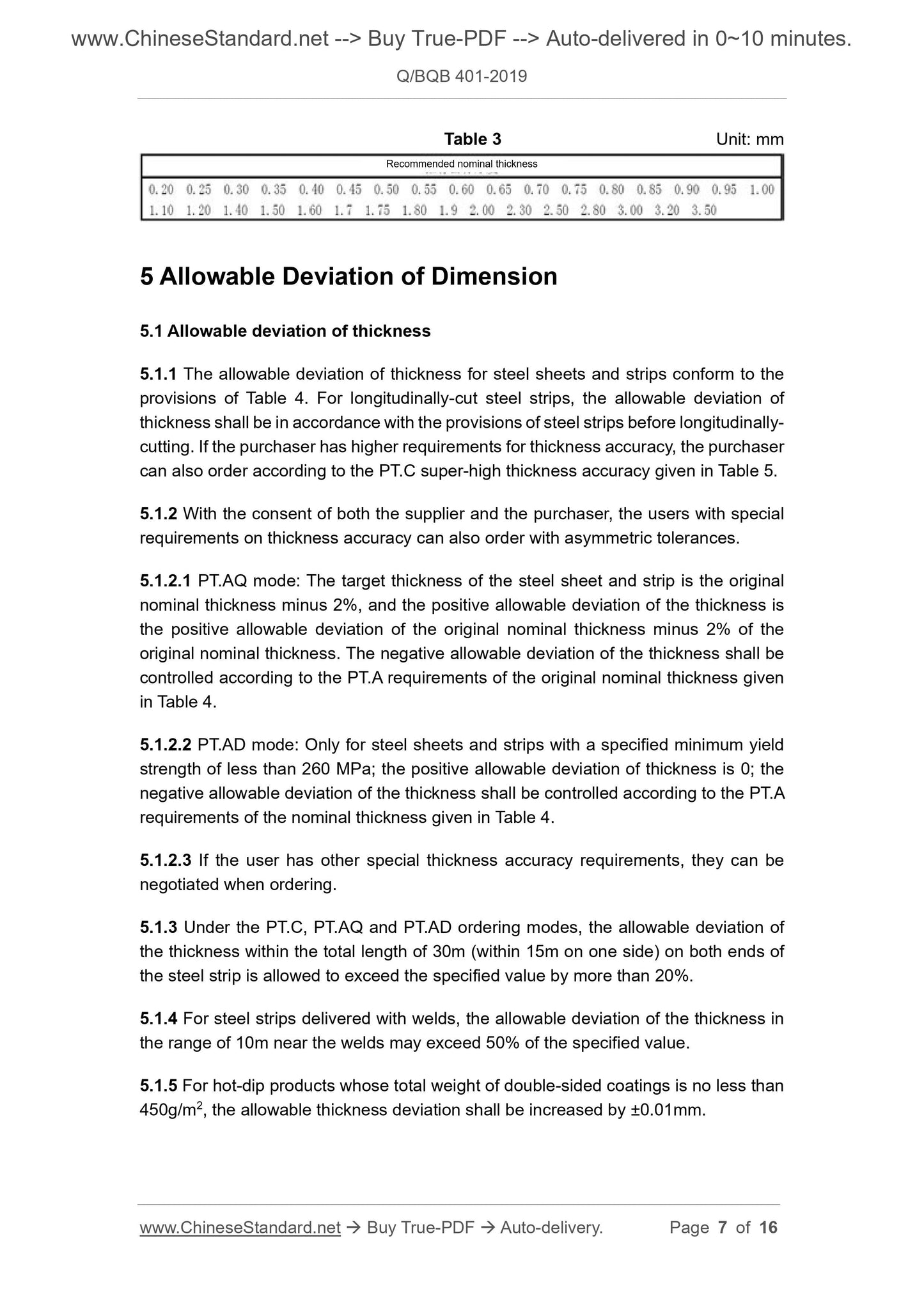
Table 3 Unit: mm
5 Allowable Deviation of Dimension
5.1 Allowable deviation of thickness
5.1.1 The allowable deviation of thickness for steel sheets and strips conform to the
provisions of Table 4. For longitudinally-cut steel strips, the allowable deviation of
thickness shall be in accordance with the provisions of steel strips before longitudinally-
cutting. If the purchaser has higher requirements for thickness accuracy, the purchaser
can also order according to the PT.C super-high thickness accuracy given in Table 5.
5.1.2 With the consent of both the supplier and the purchaser, the users with special
requirements on thickness accuracy can also order with asymmetric tolerances.
5.1.2.1 PT.AQ mode: The target thickness of the steel sheet and strip is the original
nominal thickness minus 2%, and the positive allowable deviation of the thickness is
the positive allowable deviation of the original nominal thickness minus 2% of the
original nominal thickness. The negative allowable deviation of the thickness shall be
controlled according to the PT.A requirements of the original nominal thickness given
in Table 4.
5.1.2.2 PT.AD mode: Only for steel sheets and strips with a specified minimum yield
strength of less than 260 MPa; the positive allowable deviation of thickness is 0; the
negative allowable deviation of the thickness shall be controlled according to the PT.A
requirements of the nominal thickness given in Table 4.
5.1.2.3 If the user has other special thickness accuracy requirements, they can be
negotiated when ordering.
5.1.3 Under the PT.C, PT.AQ and PT.AD ordering modes, the allowable deviation of
the thickness within the total length of 30m (within 15m on one side) on both ends of
the steel strip is allowed to exceed the specified value by more than 20%.
5.1.4 For steel strips delivered with welds, the allowable deviation of the thickness in
the range of 10m near the welds may exceed 50% of the specified value.
5.1.5 For hot-dip products whose total weight of double-sided coatings is no less than
450g/m2, the allowable thickness deviation shall be increased by ±0.01mm.
Recommended nominal thickness
6.2 Edge camber
6.2.1 The edge camber of steel sheet and steel strip refers to the maximum distance
between the side edge and the straight line connecting the two ends of the
measurement part. It is measured on the concave side of the product, as shown in
Figure 2.
6.2.2 The edge camber of steel sheets and strips shall be no greater than 4 mm at any
2000 mm length. When the length of the steel sheet is no greater than 2000mm, the
edge camber shall be no greater than 0.2% of the actual measured length of the steel
sheet.
6.2.3 The edge camber of the longitudinal-cut steel strip shall be no greater than 2mm
at any 2000mm length.
6.3 Unevenness
6.3.1 The unevenness of the steel sheet refers to the maximum distance BETWEEN
the lower surface of the steel sheet measured when the steel plate is freely placed on
the platform AND the platform. As shown in Figure 1.
6.3.2 According to the shape and location, the strain types of steel sheets can be
divided into the following categories:
6.3.2.1 Bow: The residual curving in all directions of the steel sheet, which can be
longitudinal (in the rolling direction) or transverse (vertical to the rolling direction).
6.3.2.2 Wave: Waves along the longitudinal direction of the steel sheet, rippling.
6.3.2.3 Edge wave: ref...
Get QUOTATION in 1-minute: Click Q/BQB 401-2019
Historical versions: Q/BQB 401-2019
Preview True-PDF (Reload/Scroll if blank)
Q/BQB 401-2019: Dimension, shape, weight and tolerances for cold-rolled steel sheet and strip
Q/BQB 401-2019
BQB
ENTERPRISE STANDARD OF
BAOSHAN IRON AND STEEL CO., LTD
Replacing Q/BQB 401-2018
Dimension, Shape, Weight and Tolerances
for Cold-Rolled Steel Sheet and Strip
ISSUED ON: FEBRUARY 02, 2019
IMPLEMENTED ON: APRIL 10, 2019
Issued by: Baoshan Iron and Steel Co., Ltd.
Table of Contents
Foreword ... 3
1 Scope ... 5
2 Normative References ... 5
3 Classification and Code ... 5
4 Dimension ... 6
5 Allowable Deviation of Dimension ... 7
6 Appearance ... 10
7 Measurement of Dimension and Shape ... 13
8 Weight ... 13
9 If the User Has Other Special Requirements for Dimension, Shape, Weight
and Tolerances, they Can Be Negotiated when Ordering and Specified in the
Contract ... 14
10 Numerical Rounding-Off Rules ... 14
Appendix A (Normative) Weight Calculation Method when Taking Theoretical
Weight Method ... 16
Foreword
This Standard was drafted as per the rules specified in GB/T 1.1-2009 Directives for
Standardization – Part 1: Structure and Drafting of Standards.
This Standard formulated by reference of EN 10131:2006, EN 10143:2006, and JIS G
3141:2017.
This Standard replaced Q/BQB 401-2018.
Compared with Q/BQB 401-2018, this Standard mainly made the following content
modifications:
--- Revise the lower limit of nominal width of product supplying from 700mm to
600mm;
--- Revise the description of the relevant definition of thickness tolerance in 5.1;
--- Revise the lower limit of the minimum nominal thickness for the file strength of
PT.C thickness allowable deviation of 260 ~ < 360MPa from 0.20mm to 0.30mm;
--- Revise the width tolerance table in the original Table 7 into the width accuracy
requirements for the separately specified untrimmed products; and add the basic
accuracy control requirements of PW.W;
--- Add new Table 8, which separately specifies the technical requirements for the
width tolerance of the trimmed products;
--- Revise Table 9 (original Table 8) Nominal thickness files and tolerance technical
requirements of longitudinally-cut steel strip width tolerance;
--- Revise the description in 6.2 sickle bend control requirements and supplement
the sickle bend control requirements of longitudinally-cut steel strip;
--- Revise Table 11 (original Table 10) nominal width file and corresponding index
requirements for unevenness accuracy;
--- Supplement the unevenness diagram of the steel sheet (see Figure 1).
The Appendix A of this Standard is normative.
This Standard was proposed by Manufacture and Management Department of
Baoshan Iron and Steel Co., Ltd.
This Standard shall be under the jurisdiction of Manufacture and Management
Department of Baoshan Iron and Steel Co., Ltd.
Dimension, Shape, Weight and Tolerances
for Cold-Rolled Steel Sheet and Strip
1 Scope
This Standard specifies the requirements for classification and code, dimension, shape,
weight and allowable deviation of cold-rolled steel sheet and strip.
This Standard is applicable to cold-rolled steel strips with a thickness of
0.17mm~3.50mm and a rolling width of 600mm~2080mm, and the steel sheet
horizontally-cut from it and steel strip longitudinally-cut from it produced by Baoshan
Iron and Steel Co., hereinafter referred to as steel sheet and strip.
NOTE: The cold-rolled products referred to in this Standard include cold-rolled uncoated
products and cold-rolled coated products, etc.
2 Normative References
The following documents are essential to the application of this Standard. For the dated
documents, only the versions with the dates indicated are applicable to this Standard;
for the undated documents, only the latest version (including all the amendments) are
applicable to this Standard.
GB/T 8170-2008 Rules of Rounding off for Numerical Values and Expression and
Judgement of Limiting Values
3 Classification and Code
According to different product forms, the classification and code of the edge state and
dimensional accuracy of steel sheets and strips shall meet the requirements of Table
1.
Table 3 Unit: mm
5 Allowable Deviation of Dimension
5.1 Allowable deviation of thickness
5.1.1 The allowable deviation of thickness for steel sheets and strips conform to the
provisions of Table 4. For longitudinally-cut steel strips, the allowable deviation of
thickness shall be in accordance with the provisions of steel strips before longitudinally-
cutting. If the purchaser has higher requirements for thickness accuracy, the purchaser
can also order according to the PT.C super-high thickness accuracy given in Table 5.
5.1.2 With the consent of both the supplier and the purchaser, the users with special
requirements on thickness accuracy can also order with asymmetric tolerances.
5.1.2.1 PT.AQ mode: The target thickness of the steel sheet and strip is the original
nominal thickness minus 2%, and the positive allowable deviation of the thickness is
the positive allowable deviation of the original nominal thickness minus 2% of the
original nominal thickness. The negative allowable deviation of the thickness shall be
controlled according to the PT.A requirements of the original nominal thickness given
in Table 4.
5.1.2.2 PT.AD mode: Only for steel sheets and strips with a specified minimum yield
strength of less than 260 MPa; the positive allowable deviation of thickness is 0; the
negative allowable deviation of the thickness shall be controlled according to the PT.A
requirements of the nominal thickness given in Table 4.
5.1.2.3 If the user has other special thickness accuracy requirements, they can be
negotiated when ordering.
5.1.3 Under the PT.C, PT.AQ and PT.AD ordering modes, the allowable deviation of
the thickness within the total length of 30m (within 15m on one side) on both ends of
the steel strip is allowed to exceed the specified value by more than 20%.
5.1.4 For steel strips delivered with welds, the allowable deviation of the thickness in
the range of 10m near the welds may exceed 50% of the specified value.
5.1.5 For hot-dip products whose total weight of double-sided coatings is no less than
450g/m2, the allowable thickness deviation shall be increased by ±0.01mm.
Recommended nominal thickness
6.2 Edge camber
6.2.1 The edge camber of steel sheet and steel strip refers to the maximum distance
between the side edge and the straight line connecting the two ends of the
measurement part. It is measured on the concave side of the product, as shown in
Figure 2.
6.2.2 The edge camber of steel sheets and strips shall be no greater than 4 mm at any
2000 mm length. When the length of the steel sheet is no greater than 2000mm, the
edge camber shall be no greater than 0.2% of the actual measured length of the steel
sheet.
6.2.3 The edge camber of the longitudinal-cut steel strip shall be no greater than 2mm
at any 2000mm length.
6.3 Unevenness
6.3.1 The unevenness of the steel sheet refers to the maximum distance BETWEEN
the lower surface of the steel sheet measured when the steel plate is freely placed on
the platform AND the platform. As shown in Figure 1.
6.3.2 According to the shape and location, the strain types of steel sheets can be
divided into the following categories:
6.3.2.1 Bow: The residual curving in all directions of the steel sheet, which can be
longitudinal (in the rolling direction) or transverse (vertical to the rolling direction).
6.3.2.2 Wave: Waves along the longitudinal direction of the steel sheet, rippling.
6.3.2.3 Edge wave: ref...
Share